Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Из сварочного инвертора
Самым простым бюджетным вариантом является изготовление индукционного нагревателя, используя сварочный инвертор:
- Для этого берём полимерную трубу, стенки её должны быть толстыми. С торцов монтируем 2 вентиля и подсоединяем разводку.
- Засыпаем в трубу кусочки (диаметр 5 мм) металлической проволоки и монтируем верхний вентиль.
- Далее, делаем 90 витков вокруг трубы медной проволокой, получаем индуктор. Нагревательным элементом является труба, генератором используем сварочный аппарат.
- Прибор должен стоять в режиме переменного тока с высокой частотой.
- Подсоединяем медную проволоку к полюсам сварочного аппарата и проверяем работу.
Работая индуктором, будет излучаться магнитное поле, при этом, вихревые токи будут раскалять рубленую проволоку, что приведёт к закипанию воды в полимерной трубе .
https://youtube.com/watch?v=XHdl7d7fU8w
Устройство агрегата
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
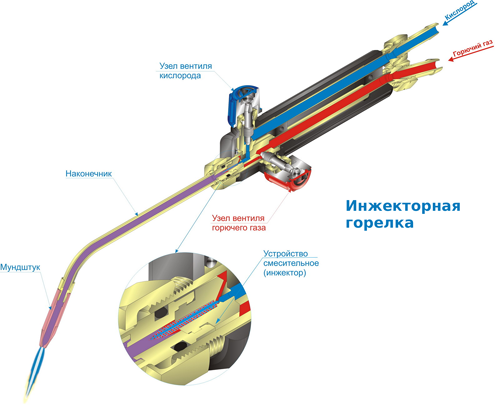
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
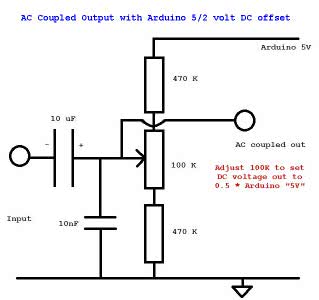
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Электронная схема (блок управления)
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
Схема упрощённого электронного модуля
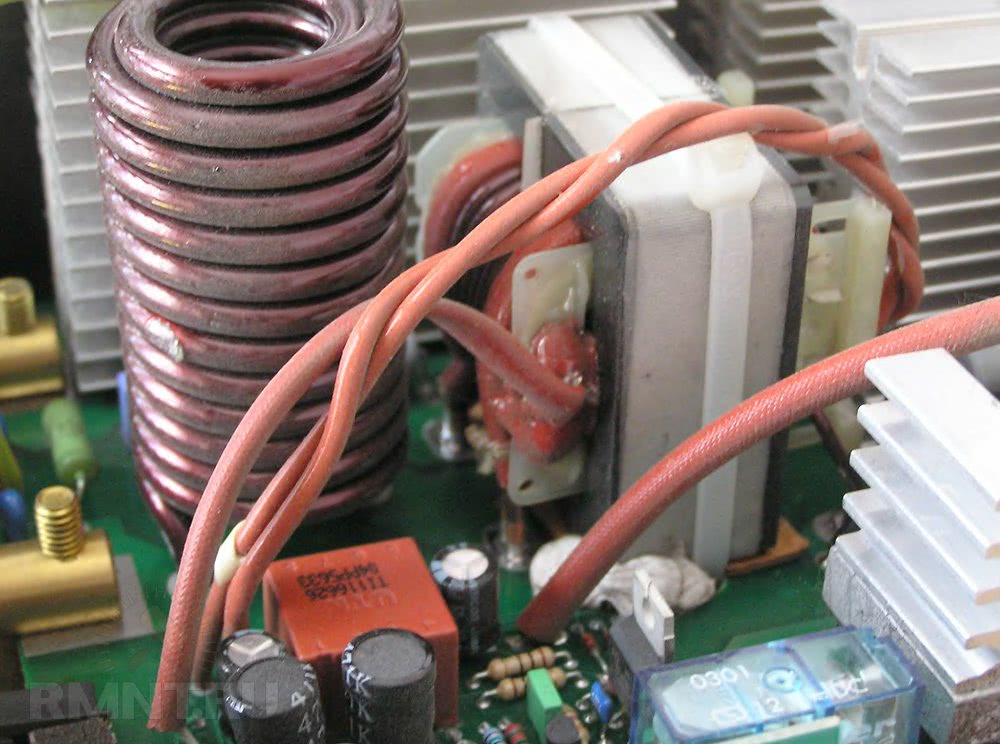
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
Назначение и принцип работы
Что такое преобразователь напряжения. Так называют электронный прибор, изменяющий величину входного сигнала. Он может использоваться в качестве устройства, повышающего или понижающего его значение. Входное напряжение после преобразования может изменить как свою величину, так и частоту. Такие устройства, изменяющие постоянное напряжение (преобразовывающие его) в выходной сигнал переменного тока, получили название инверторов.
Преобразователи напряжения находят применение как в виде автономного устройства, питающего потребителей энергией переменного тока, так и могут входить в состав других изделий: систем и источников бесперебойного питания, устройств повышения постоянного напряжения до необходимой величины.
Инверторы представляют собой генераторы напряжения гармонических колебаний. Источнику постоянного тока с помощью специальной схемы управления создается режим периодического переключения полярности. В результате на выходных контактах устройства, к которым подключена нагрузка, формируется сигнал переменного напряжения. Его величину (амплитуду) и частоту определяют элементы схемы преобразователя.
Управляющее устройство (контроллер) задает частоту переключения источника и форму выходного сигнала, а его амплитуду определяют элементы выходного каскада схемы. Они рассчитаны на максимальную мощность, которую потребляет нагрузка в цепи переменного тока.
Контроллер используется и для регулирования величины выходного сигнала, которое достигается управлением длительностью импульсов (увеличение или уменьшение их ширины). Информация об изменениях величины выходного сигнала на нагрузке поступает в контроллер по цепи обратной связи, на основании которой в нем формируется управляющий сигнал на сохранение необходимых параметров. Этот метод называется ШИМ (широтно-импульсной модуляцией) сигналов.
В схемах силовых выходных ключей преобразователя напряжения 12В могут использоваться мощные составные биполярные транзисторы, полупроводниковые тиристоры, полевые транзисторы. Схемы контроллеров выполняются на микросхемах, представляющих собой уже готовые к работе устройства с необходимыми функциями (микроконтроллеры), специально разработанных для таких преобразователей.
Схема управления обеспечивает последовательность работы ключей для обеспечения на выходе инвертора сигнала, необходимого для нормальной работы устройств потребителя. Кроме того, управляющая схема должна обеспечивать симметрию полуволн выходного напряжения
Это особенно важно для схем, в которых на выходе используются повышающие импульсные трансформаторы. Для них недопустимо появление постоянной составляющей напряжения, которая может появиться при нарушении симметрии
Существует много вариантов построения схем инверторов напряжения (ИН), но выделяют из них 3 основные:
- ИН бестрансформаторный мостовой;
- трансформаторный ИН с нулевым проводом;
- мостовая схема с трансформатором.
Каждая из них находит применение в своей области в зависимости от примененного в нем источника питания и требуемой выходной мощности для питания потребителей. В каждой из них должны быть предусмотрены элементы защиты и сигнализации.
Защита от понижения и повышения напряжения источника постоянного тока определяет диапазон работы инверторов “по входу”. Защита от повышенного и пониженного выходного переменного напряжения необходима для нормальной работы оборудования потребителя. Диапазон срабатывания устанавливается в соответствии с требованиями используемой нагрузки. Эти виды защиты обратимые, то есть при восстановлении параметров оборудования до нормы работа может быть восстановлена.
При срабатывании защиты вследствие короткого замыкания в нагрузке или чрезмерного возрастания выходного тока перед тем, как продолжить эксплуатацию оборудования, необходим тщательный анализ причин этого события.
Преобразователь 12В является наиболее приемлемым для создания локальной электросети. Наличие большого количества автомобилей и аккумуляторных батарей 12В постоянного тока позволяет их использовать для обеспечения запросов пользователей. Такие сети можно создавать в самых различных местах, начиная от собственного авто. Они мобильны и не зависят от места стоянки.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
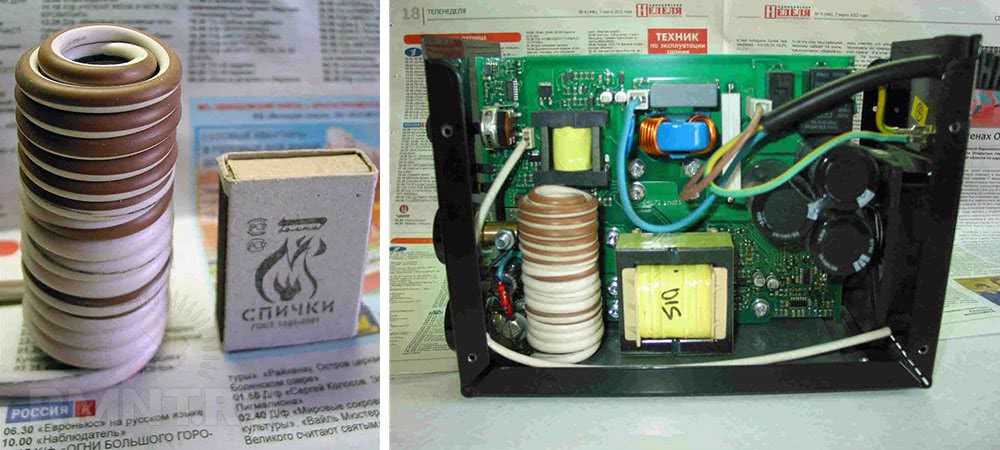
Схема и принцип работы инвертора 12 220
Основная часть радиодеталей, использующих инверторы, используют в работе высокие частоты. Импульсный инвертор в полной мере заменяет классическую схему, в которой применяются трансформаторы. Микросхему К561ТМ2 формируют два D-триггера, у которых присутствует вход R и S. Такая микросхема создается с учетом использования КМОП-технологий, посредством заключения в пластиковый корпус.
Задающие генераторы инверторов монтируются с учетом К561ТМ2, с использованием для функционирования устройства DD1. На делитель частот осуществляется монтирование триггера DD1.2. Усилительные каскады принимают сигнал с микросхем.
Генераторы с синусоидой для инвертора 12 220 В работают на высоких частотах. Чтобы образовать контур с размером 50 Гц, используют вторичную обмотку с параллельным подсоединением конденсаторов и нагрузок. Подключая любое устройство, инверторы создают преобразовательное напряжение в 220 В.
Схема обладает одним существенным недостатком — несовершенной формой параметров на выходах.
Говоря о том, как работает инвертор 12 220, стоит указать что микросхему К561ТМ2 дублирует К564ТМ2. Увеличить мощность на преобразователе можно путем подбора более интенсивного транзистора
Важно учитывать то факт, какие конденсаторы устанавливаются на выходах. Они обладают напряжением 250 В
Для чего используют преобразователь
Чаще всего инвертор применяют для подключения ноутбука, принтера, сканера и других устройств к бортовой сети автомобиля. Нередко возникает необходимость подключить к бортовой сети небольшой автохолодильник, мощный компрессор для подкачки шин, дрель или углошлифовальную машину. Использование инвертора позволяет в дороге пользоваться микроволновкой, феном, вибромассажером и другими полезными устройствами. Инвертор позволяет подключить к бортовой сети автомобиля любой электрический или электронный прибор, для питания которого необходимо переменное напряжение 110/220 вольт.
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
 Обязательно нужно проверить устройство перед использованием
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
https://youtube.com/watch?v=OEeE8C46l8w
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
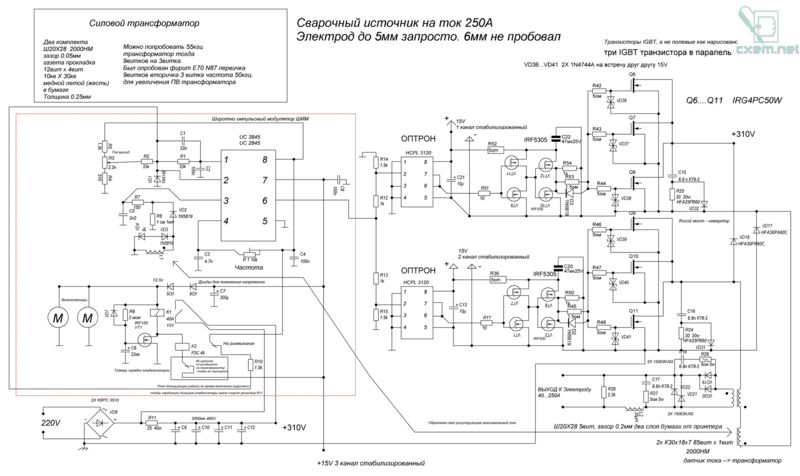
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
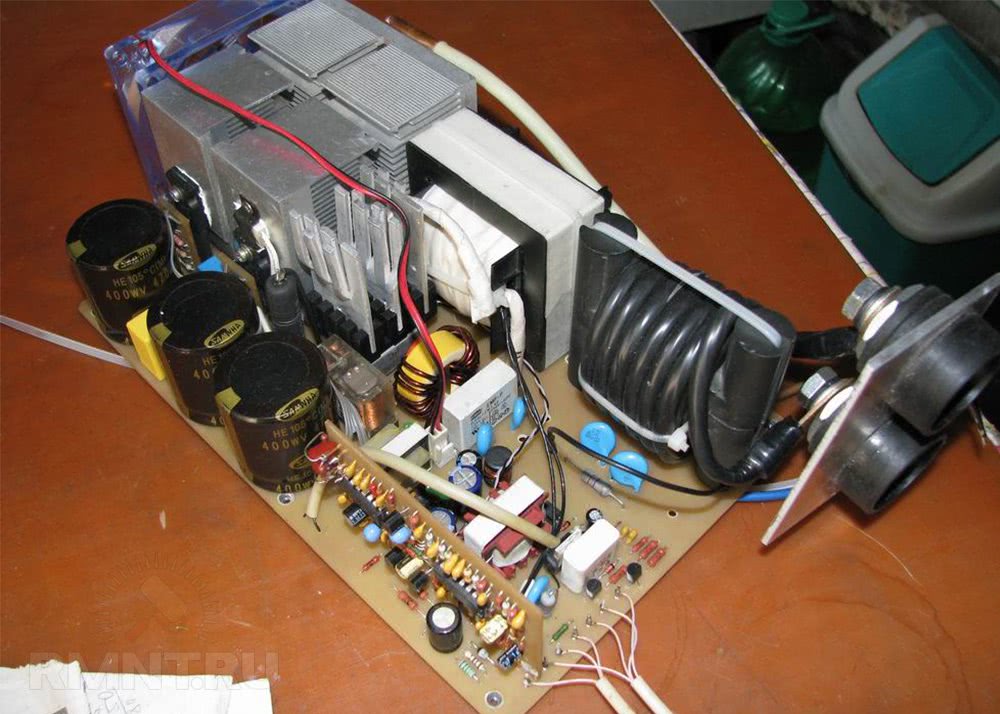
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Закрепление диодов на радиаторе
Борьба за синусоиду — разбираем типовые схемы
К сожалению, чистый «синус» присутствует только в магистральной электросети, добиться преобразования постоянного тока в него очень и очень сложно. Но в большинстве случаев этого и не требуется. Чтобы подключать электрические двигатели (от дрели до кофемолки), достаточно пульсирующего тока с частотой от 50 до 100 герц без сглаживания.
ЭСЛ, светодиодные лампы и всевозможные генераторы тока (блоки питания, зарядные устройства)более критичны к выбору частоты, поскольку именно на 50 Гц основана схема их работы. В таких случаях следует включать во вторичный вибратор микросхемы, зовущиеся генератором импульсов. Они могут коммутировать небольшую нагрузку непосредственно, либо исполнять роль «дирижёра» для серии силовых ключей выходной цепи инвертора.
Но даже такой хитрый план не сработает, если вы планируете использовать инвертор для стабильного питания сетей с массой разнородных потребителей, включая асинхронные электрические машины. Здесь чистый «синус» очень важен и реализовать такое под силу лишь преобразователям частоты с цифровым управлением сигналом.
Источники тока
В качестве источника питания обычно выступает основной аккумулятор автомобиля. Мне часто приходится общаться с автоэлектриками и иногда заниматься диагностикой бортовой электроники транспорта специальными диагностическими приборами.
Рекомендую для питания преобразователя тока использовать отдельную батарею на 12v. Частенько забывают отключить сам инвертор или нагрузку от него, и он полностью высаживает основной аккумулятор авто под капотом. Высаживает очень сильно, потом завести двигатель очень сложно, когда нечем прикурить.
Емкость любой батареи вы может посчитать самостоятельно. Покажу пример на хорошей отечественной модели «Зверь» от АкТех.
- номинальная ёмкость 55 Ампер часов;
- максимальный ток 500А, влияет на отдачу тока стартеру при запуске двигателя;
- номинальной напряжение 12В.
- запас энергии полностью заряженного 12В * 55Ач = 660вт
Знаю мощность вашего источника, вы можете рассчитать примерное время работы. Только не надо сильно высаживать ниже 11В, иначе это сильно сократит срок его службы. Храните батарею только в заряженном состоянии.
Для питания повышающего преобразователя аккумулятору не нужны такие характеристики, как высокий пусковой ток и устойчивая работа при низких температурах. Это поможет вам сэкономить денежку и взять ёмкость побольше. Отличные параметры потребуются только для эксплуатации в отдаленных районах крайнего севера, когда при низкой температуре ёмкость и ток снижаются.
Многие из вас знают, что по «Закону и защите прав потребителей» некоторые товары можно вернуть обратно в течение 14 дней если вам не понравился цвет, форма или сила тока. Ко мне обращаются с вопросом, можно ли купить аккум, попользоваться им неделю на даче и потом вернуть обратно в магазин с возвратом денежки. Получить денежку обратно по закону получится только в том случае, если не будет возможности обменять на аналогичный товар.
Система управления и рычаги

Для пульта управления некоторые берут электронику из инвертора, но переработать ее непросто и долго. Для сварочного из инвертора аппарата нужна только кнопка включения/выключения, поэтому ее проще сделать с нуля.
Некоторые добавляют возможность регулирования силы тока, но это факультативная функция.
Понравившийся выключатель добавляют в цепь к первичке. Нельзя подключать его к вторичной обмотке – на ней проходит ток с высоким напряжением, он без проблем расплавит контакты выключателя.
Для рычагов берут изолированную металлическую трубу или деревянные аналоги, но могут подойти любые детали, главное, чтобы они не проводили электрический ток.
Он будет проходить по проводам, закрепленным на рычагах, к электродам. То есть рычаги станут ручками, за которые сварщик держится, когда прижимает электроды к детали.
Нужно добиться хорошего прижимного усилия, потому что металл расплавляется не только благодаря высокой температуре электродов, но и из-за нажатия.
При работе с тонким металлом сжимать рычаги можно вручную. Тогда устройство не нуждается в усовершенствовании.
Если предстоит работать с более толстыми деталями, нужно доработать систему. Например, утяжелить рычаг, чтобы он своим весом дополнительно надавливал, но тогда аппарат нужно намертво фиксировать на подставке.
Если нужен мобильный сварочник из инвертора, то лучше к рычагу прикрутить стяжку. Она крепится между основанием и рычагом. Это проверенный надежный вариант.
Теперь о выключателе. Если конструкция сварочного устройства простая, когда прижимание выполняется вручную, то есть сварщик сам опускает рычаг и зажимает деталь, то кнопку лучше поставить так, чтобы она сама нажималась при опускании и поднимании рычага. Это позволяет освободить руки мастеру.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
https://youtube.com/watch?v=rUioKCHxd6E
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.
Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.

Проверка соединений инвертора мультиметром
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.