Чем отличается метрическая резьба от дюймовой? – Станки, сварка, металлообработка
Качество резьбы, нарезаемой на водопроводной трубе, как и соотношение ее с осью трубы, крайне важны при монтаже водопровода или отопления.
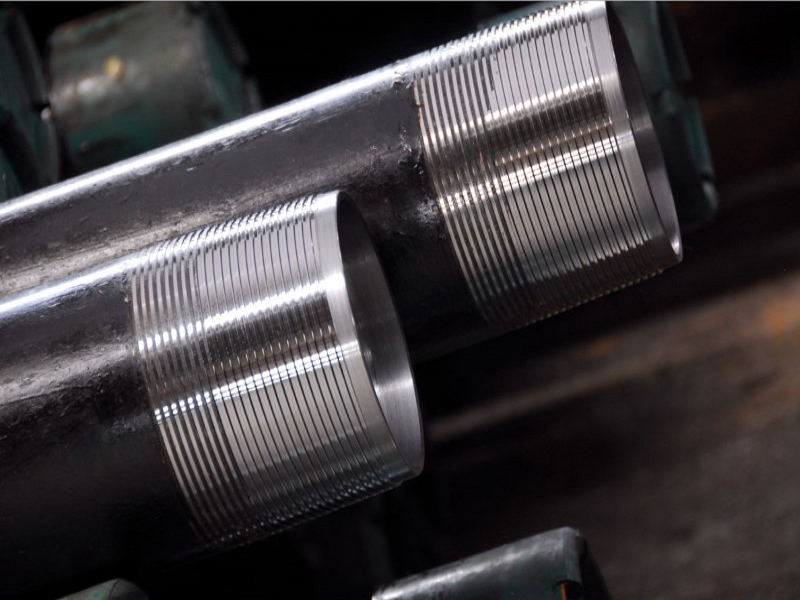
Нарезание плашкой вручную не особенно эффективно – намного более удобно, когда резьба метрическая и трубная нарезается резцом с помощью токарного станка.
Трубная резьба
Что собой представляет трубная резьба
Резьбой называют винтовую канавку с постоянным шагом и сечением, которая наносится на поверхность деталей машин слабо конической или цилиндрической формы, таких, как болты, винты, а также на поверхности деталей, соединяемых с ними – к примеру, гаек.
В домашнем быту сталкиваться приходится в основном с цилиндрической трубной резьбой. Наряду с резьбой метрической, в нашей стране очень успешно применяется дюймовая резьба трубная.
Основные характеристики метрической резьбы – шаг (расстояние от одной впадины до другой или между гребнями резьбы, измеренное вдоль детальной оси, которое выражается в миллиметрах) и диаметр.
Главными параметрами дюймовой трубной резьбы является диаметр, выраженный в дюймах или частях дюйма, а также число нарезанных по длине дюйма витков. Здесь надо напомнить, что один дюйм составляет 25,4 мм. Примером для рассмотрения может послужить цилиндрическая трубная дюймовая резьба гост – наиболее часто приходится работать именно с ней.
https://youtube.com/watch?v=RIaAm1aD7jM
Тут придется встретиться с несколько непривычной единицей измерения – это «трубный дюйм», который равен 33, 249 мм. Получился он следующим образом: к размеру в дюймах, который характеризует внутренний диаметр трубы, прибавили толщину обеих стенок.
Итогом стал следующий результат:
- труба дюймовая с наружным диаметром – 33,249 мм;
- труба полудюймовая – 21,25 мм.
Таблица гост трубных резьб
Резьба дюймовая трубная гост от метрической отличается, кроме уже описанных особенностей, следующими нюансами:
- она обладает более острыми гребнями-впадинами;
- слегка закругленными вершинами ниток резьбы.
Резьбы, применяемые в быту
В быту наиболее часто применяются трубы со следующими типами резьб:
- С резьбой 14 ниток на один дюйм (шаг трубной резьбы 1,814 мм)
-
- диаметром 1/2″
- диаметром 3/4″
- С резьбой 11 ниток на один дюйм (шаг резьбы 2,309 мм)
-
- диаметром 1″
- диаметром 1 1/4″
- диаметром 1 1/2″
- диаметром 2″.
Совет! 11 ниток, приходящихся на дюйм в комбинации с шагом 2,309 мм, сохраняют резьбу на трубах, диаметр которых 1″- 6″.
Определение шага трубной резьбы
Чтобы определить тип, а также шаг резьбы трубной, используют инструмент, который называется резьбомером. Можно также воспользоваться линейкой или штангенциркулем.
При определении шага метрической резьбы замеряется расстояние между вершинами нескольких ниток резьбы, после чего расстояние делится на количество ниток. При наличии дюймовой резьбы подсчитывают нитки, которые могут поместиться в одном дюйме (25,4 мм).
На практике, конечно, вряд ли кому-то удается обеспечить такую точность диаметра, но можно надеяться на получение вполне удовлетворительной резьбы, руководствуясь хотя бы одной цифрой, которая идет после запятой.
Резьбомер – инструмент для определения типа и шага резьбы
Нарезка трубной резьбы
Выполняется метрическая и трубная резьба приблизительно так. В случае если данная операция совершается вручную, а не с помощью токарного станка, ее осуществление сопряжено с дополнительными трудностями – особенно при нарезке резьбы на трубах, у которых диаметр больше одного дюйма.
Удобнее всего будет воспользоваться специальным прибором для нарезания резьбы вручную (КЛУПП). Прибор представляет собой корпус с двумя ручками, где размещены регулируемые подвижные гребенки, которыми резьба трубная метрическая постепенно углубляется до полного профиля.
Помимо этого, можно воспользоваться и сменными гребенками с полным профилем резьбы и неполным профилем. Этот инструмент не относится к категории дешевых, и поскольку доступен он не всем, можно упомянуть о нескольких приспособлениях для обыкновенной лерки (ее еще называют плашкой), с помощью которой и выполняется собственно трубная резьба метрическая.
Совет!
С использованием резьбовой втулки с разными диаметрами диапазон нарезаемой резьбы довольно легко расширить.
Резьба метрическая трубная, которая нарезается леркодержателями без удлинителей или подобных приспособлений, в большинстве случаев никакой критики не выдерживает. Их можно снабдить изготовленными на токарном станке вкладышами.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
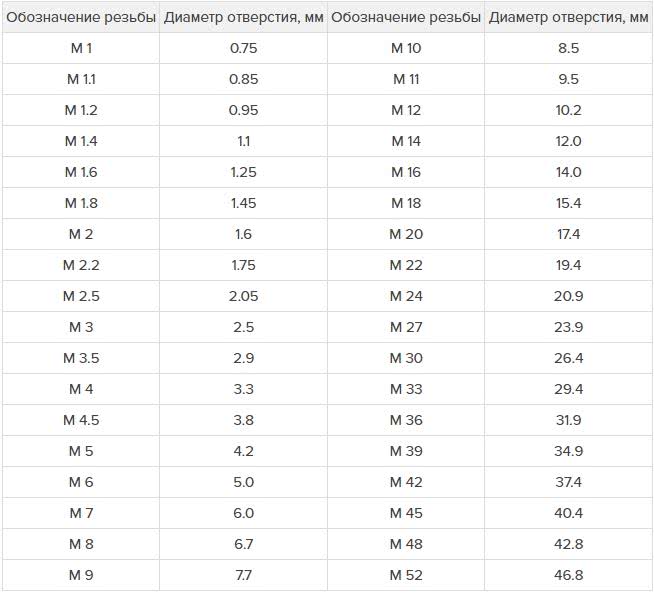
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
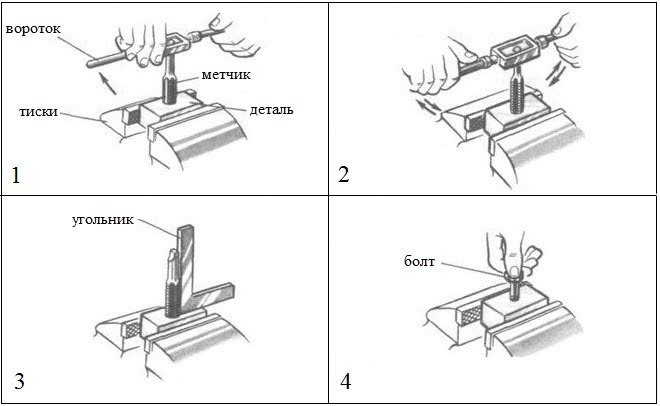
Схема нарезки резьбы метчиком
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
https://youtube.com/watch?v=pw-BPjCqq9I
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Подготовка к выполнению операции вручную
Считается, что история первых винтовых соединений началась задолго до рождения Христа. Первопроходцем является древний философ, математик и механик Архит Тарентский, живший в 3 веке до нашей эры. Его последователем стал знаменитый на весь мир Архимед, воспользовавшись данным учением и применивший науку на практике для перемещения жидкостей и сыпучих веществ. Однако теоретические учения не вошли в учебники или были забыты (точно неизвестно), и технологический пик пришелся на 19 столетие нашей эры. Английский ученый или изобретатель Генри Модсли впервые представил научному сообществу аппарат в виде токарно-винторезного станка, с помощью которого и производилась точечная нарезка. По итогу дата создания оборудования приравнивается к промышленной революции, так как до этого времени ничего подобного не было придумано и именно с этого момента происходит прорыв во всех отраслях народного хозяйства во всем мире. К этому процессу приложили «руки» ученые, занимающиеся проблемами металлургии, машиностроения, материаловедения, станкостроения и других немаловажных для жизни прикладных наук.
А теперь рассмотрим подготовительные работы по нарезке трубной резьбы вручную.
Мы предоставляем вам схематическое изображение, чтобы освежить в памяти знания.
а – обозначает внешнюю резьбу. Чаще гражданам приходится самостоятельно нарезать такой вид для соединения сантехнических устройств.
б – внутренняя обработка.
На картинке в обоих вариантах диаметр обозначается английскими буквами d, d1 и, соответственно, D, D1.
Вы ошибаетесь, считая, что резьбовую операцию невозможно произвести в домашних условиях без применения специальной техники. Все можно изготовить самостоятельно без чрезмерных финансовых вложений с помощью подручных инструментов.

Загрязненность заготовки. Если на поверхности существуют инородные включения, земля, ржавчина, окалина, маслянистые отложения, следы от нефтепродуктов и т.д., то абсолютно понятно, что эти проблемы необходимо устранить очищением. В противном случае посторонние включения вполне вероятно ухудшат качество сделанных витков.
От производителей мы зачастую получаем деталь с фаской на конце, то есть с подворотом. Этот дефект необходимо устранить при помощи болгарки, а лучше всего напильником. Так вы получите высококачественный образец.
Если вы хотите получить изделие должного уровня, то придется нанести смазочный материал.
Мы рекомендуем вам прислушаться к нашим советам, в противном случае рабочая часть способна сильно износится, а само мероприятие затянется на неопределенное время и вполне вероятно, что невыполнение условий способно привести к деформации детали и в конечном счете к ее поломке.
Технология нарезки
Технология нарезки резьбовых частей ручным и автоматическим способом существенно отличается.
Плашкой
Для того чтобы нарезать резьбу на водопроводной трубе своими руками плашкой, выполняют следующие операции:
- Приготовленную к нарезке трубу зажимают в тиски в горизонтальном положении.
- Болгаркой делают торец трубы ровным.
- При помощи штангенциркуля замеряют наружный диаметр трубы.
- Сверяются со специальными таблицами, узнавая необходимый (минимальный) диаметр для нарезки резьбы.
- При помощи болгарки наружную поверхность трубы зачищают до необходимого диаметра.
- Напильником снимают фаску с торца.
- Вставленную в плашкодержатель плашку одевают на трубу ее заборной частью.
- Придавливая плашку к трубе начинают вращать медленно ручки плашкодержателя до тех пор, пока гребёнки нарезного инструмента не начнут «цепляться» за металл и появится стружка.
- В дальнейшем медленно вращая плашкодержатель с плашкой по часовой стрелке, нарезают необходимую длину резьбовой части. При этом делая 2-3 оборота по часовой стрелке, чтобы сбросить стружку плашку поворачивают на 1-2 оборота против часовой стрелки.
- Для того чтобы нарезка шла с меньшим усилием и лезвия инструмента не тупились на трубу периодически наносят небольшое количество машинного масла.
После завершения резьбонарезных работ плашку очищают от стружки. Трубу вынимают из тисков и при помощи изделия с гайки или специального калибра проверяют качество проделанной работы.
Клуппом
Резьбонарезные работы клуппом производятся следующим образом:
- Трубу зажимают в тиски в горизонтальном положении.
- Производят замер наружного диаметра трубы, сверяются.
- При помощи болгарки, напильника участок для нарезки резьбы очищают от ржавчины старой краски, излишек металла.
- Трубу смазывают маслом или свиным жиром.
- Клупп вставляют в оправу с трещоткой.
- При помощи направляющей клупп устанавливают на трубе.
- Прижимая оправу с клуппом к торцу трубы, начинают вращать ручку до появления стружки и увеличения усилия.
- После того как резцы клуппа зацепились за металл, руку, прижимающую инструмент к трубе убирают и нарезают необходимую длину резьбовой части.
В ходе нарезки на каждые 2-3 оборота клуппом по часовой стрелке, делают 1-2 против – это позволяет сбрасывать образовавшуюся стружку, избегать забивания резцов инструмента.
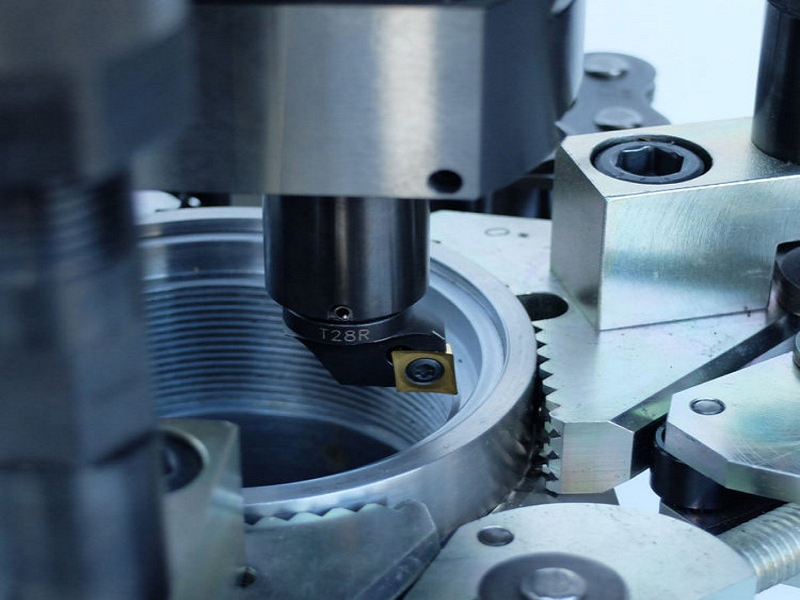
На токарном станке
Работы на токарном станке могут производиться с помощью специальной плашки или резьбонарезного резца:
Нарезка резьбовой части на станке производится следующим образом:
- Трубу зажимают в шпиндель станка.
- Обтачивают простым резцом до необходимого диаметра.
- Торец трубы выравнивают, снимают с него фаску.
- Отключают станок, на поверхность трубы наносят масло или специальную смазку.
- Одевают на трубу заборной зафиксированную в плашкодержателе плашку.
- Включают малые обороты станка и, придерживая инструмент, медленно нарезают на трубе резьбу.
После того как резьбовая часть нарезана станок останавливают, включают реверс, на медленных обратных оборотах аккуратно снимают плашку.
Резьбонарезные работы с помощью специального резца производятся следующим образом:
- При помощи простого резца труба обтачивается до необходимого диаметра, ее торец выравнивается, с него снимается фаска.
- Резьбонарезной резец устанавливается в резцовой головке.
- При помощи специального шаблона режущая кромка инструмента выравнивается относительно установленной, после чего он надежно фиксируется в резцовой головке.
- При помощи специальных таблиц настраивают станок.
- Производят нарезку резьбовой части в 2-3 приема, углубляя ее канавки за один проход резца на 0,5-0,7 мм.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
https://youtube.com/watch?v=30PZI0RRt3o
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Особенности трубной резки

с покон веков для нарезания резьбы на трубчатых элементах употребляется не метрическая, а так называемая дюймовая резьба, которая отличается от простой другим углом профиля резьбы (55? против 60? у метрической). Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.
Небольшой ход свидетельствует, что на одной и той же длине резьбовой части витков резьбы окажется больше. Соответственно, возрастает и надежность соединения.
Резьба не редкость правой и левой. У правой резьбы витки, при рассматривании с торцевой части изделия, уходят вправо, а соответственно, у левой – влево. Существенно чаще используется правая резьба.
Выяснить, какая резьба на одном из резьбовых участков весьма легко: в случае если при наворачивании стыкуемого элемента, он проворачивается по часовой стрелке – значит, резьба правая.

На водопроводной трубе направление витков значения не имеет, потому, что изделия по окончании соединения не вращаются, а остаются неподвижными. Не считая трубной резьбы в соединениях применяют кроме этого и крепежную резьбу, у которой ход – более большой. Она выполняется на отверстиях и метизах под них.
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Пример производства конической трубной резьбы на технологическом переходнике. Подобные приёмы используются в сантехнике нередко. По эксплуатационным показателям коническая резьба выделяется в лучшую сторону относительно иных видов
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Метрическая резьба и полный технический расклад по стандартным параметрам. Для метрической резьбы применяется единица измерения – миллиметр, тогда как трубная обычно измеряется в дюймах
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Смотрите видео ?
https://youtube.com/watch?v=v7SjUBqX2Fg
с покон веков для нарезания резьбы на трубчатых элементах употребляется не метрическая, а так называемая дюймовая резьба, которая отличается от простой другим углом профиля резьбы (55? против 60? у метрической). Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.
Небольшой ход свидетельствует, что на одной и той же длине резьбовой части витков резьбы окажется больше. Соответственно, возрастает и надежность соединения.
Резьба не редкость правой и левой. У правой резьбы витки, при рассматривании с торцевой части изделия, уходят вправо, а соответственно, у левой – влево. Существенно чаще используется правая резьба.
Выяснить, какая резьба на одном из резьбовых участков весьма легко: в случае если при наворачивании стыкуемого элемента, он проворачивается по часовой стрелке – значит, резьба правая.
На водопроводной трубе направление витков значения не имеет, потому, что изделия по окончании соединения не вращаются, а остаются неподвижными. Не считая трубной резьбы в соединениях применяют кроме этого и крепежную резьбу, у которой ход – более большой. Она выполняется на отверстиях и метизах под них.
Резьба либо сварка
подводки и Стояки систем отопления и водоснабжения имеют условный диаметр, очевидно куда меньший, чем 6 дюймов. Соответственно, для монтажа соединений смогут использоваться как сварка, так и резьбы.
Разумеется, что на стороне сварки меньшие затраты времени: умелый сварщик тратит на стыковый шов не более 10 мин.; нарезка резьб, герметизация и сборка соединения потребуют как минимум в три раза большего времени при заметно громадных затратах сил.
В то время, когда резьбовые соединения оправдывают себя:
- При проблемах с транспортировкой инструмента. Плашку с держателем и несколько газовых ключей привезти на дачу публичным транспортом очевидно легче, чем электросварочный аппарат, а тем более — комплект и пару баллонов шлангов с горелкой.
- При необходимости сделать соединение разборным. Обычный случай -сгон по окончании вентиля на металлической подводке водоснабжения. Непременно вентиль будет нуждаться в замене, а трубы — в прочистке от минеральных отложений; возможность выполнить эту работу без сварки — несомненное преимущество.
- Наконец, резьбы безальтернативны в том случае, если при монтаже коммуникаций употребляются оцинкованные трубы. Дело в том, что сварной шов нарушает узкий цинковый слой, что делает использование оцинковки тщетным: коррозия разрушает область шва с такой же скоростью, как при применении ВГП труб из тёмной стали. А вот с резьбами обстановка в корне изменяется: цинковый слой остается целым, в следствии чего ресурс трубопровода возрастает в разы. Автору доводилось вскрывать собранные на резьбах оцинкованные стояки отопления по окончании полувека эксплуатации; в случае если сверху многослойная покраска мешала оценить состояние труб, то внутреннее обследование показывало, что они ничем не отличаются от новых.
Похожие записи:
 Руководства к лего technic
Руководства к лего technic
 Виды грядок из поддонов и как их сделать для дачи своими руками, ошибки
Виды грядок из поддонов и как их сделать для дачи своими руками, ошибки
 Как убрать сколы на капоте без покраски
Как убрать сколы на капоте без покраски
 Из чего состоит пластиковое окно?
Из чего состоит пластиковое окно?
 Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
 Можно ли сажать тюльпаны весной: нюансы и правила посадки
Можно ли сажать тюльпаны весной: нюансы и правила посадки