Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
https://youtube.com/watch?v=Ek6I5TXdL6k
Трудности при сварке плавлением алюминиевых и медных изделий
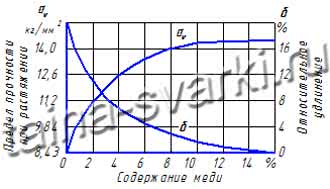
Сварку меди с алюминием довольно затруднительно производить при помощи сварки плавлением. Происходит это из-за того, что состав расплавленного металла регулировать практически невозможно, а механические свойства сварного соединения сильно зависят от содержания в нём меди, это хорошо видно из диаграммы (см. рисунок слева).
Если в медно-алюминиевом сплаве содержание меди превышает 12%, то предел прочности при растяжении перестаёт увеличиваться, а вязкость сплава и его коррозионная стойкость резко падают. Поэтому, при содержании меди в металле сварного шва более чем 12%, соединение становится очень хрупким и склонным к образованию трещин после сварки.
Практические исследования по свариванию алюминия и меди при помощи угольного электрода, не дали положительных результатов. Соединять медь и алюминий при помощи сварки плавлением возможно в том случае, если плавится, будет, преимущественно, алюминий. Часто применяется, так называемое, «замковое» соединение, где это возможно.
«Замковое» соединение алюминия и меди

Сущность «замкового» соединения (см. рисунок слева) состоит в следующем. На лист из алюминия, поз.1 накладывают медную накладку поз.2 и обваривают её по всему периметру сварным швом, вровень с накладкой. Далее выполняют наплавку поз.3, которая соединяет сварные швы, наплавленные по периметру медной накладки. Таким образом поучается что-то вроде замка из алюминиевого сплава. Процесс сварки необходимо производить с формирующими графитовыми планками.
Режимы сварки алюминия и меди
Режимы сварки алюминия с медью очень схожи с режимами сварки алюминия. Характер сварочного тока — постоянный, прямой полярности. В качестве присадочного материала используются прутки из литого алюминия диаметром 12-20мм для толщины алюминия 29-30мм и меди 10мм. Сила сварочного тока 500-550А. Напряжение электрической дуги 50-60В, а её длина 20-25мм. Для сварки выбираются графитовые электроды диаметром 15-20мм.
Описание процесса
Самый простой способ, при помощи которого можно спаять алюминий и медь, применяется при соединении проводов. Концы жил с разными типами металлической основы ножом зачищаются от изоляции, скручиваются. Для работы подойдет обычный паяльник мощностью 40 Вт.
Разберем порядок действий.
Зачистка алюминиевых жил до светло-серебристого цвета. Это лучше сделать до их свивания. Образовать плотную скрутку помогут плоскогубцы. Нанесение флюса. Для алюминиевого провода он специальный, чаще всего имеет маркировку Ф-64, Ф-61А. Он жидкий, продается в пластиковых флаконах с кисточкой. Состав нужно аккуратно нанести на скрутку по всей поверхности ровным тонким слоем. Нанесение припоя. Жало паяльника разогревается до рабочей температуры. На него набирается небольшое количество припоя, распределяемое по концу провода, покрытому флюсом
Важно исключить образование капель, состав должен просто равномерно залудить поверхность. Создание медной скрутки
Ее лучше покрыть флюсом на основе раствора канифоли в ацетоне. Такой состав готовят самостоятельно, он должен иметь оттенок слабо заваренного чая. Жидкий флюс наносится на поверхность провода кисточкой, равномерно покрывая ее. Нанесение полуды. Она покрывает поверхность медного провода, обеспечивая ему готовность к последующей пайке. Соединение проводов. Происходит стандартным способом – со скруткой жил между собой. Правильно залуженные концы проводов легко соединяются тем же оловянно-свинцовым припоем, несмотря на слабую совместимость материалов. Электрохимическая коррозия в этом случае исключается, поскольку нет прямого контакта металлов.


Если для соединения выбраны трубки из алюминия и меди, порядок работы будет другим. Сначала выполняется предварительная зачистка металлов, разделка кромок для раструба, механическое и химическое снятие окислов. Затем следует ряд шагов.
- Надежно зафиксировать соединяемые элементы.
- Нанести на поверхность деталей флюс.
- Приступить к пайке. При использовании муфты она припаивается к одному концу соединения, затем шов остужается, проверяется на дефекты. Только после этого можно выполнить работу на второй части заготовки. При использовании раструба работы выполняются в один этап.
Таким путем можно добиться надежной пайки меди и алюминия в случае создания общего трубопровода или других конструкций из химически несовместимых металлов.
Технология
Выполнение в домашних условиях паяльных работ по алюминиевой поверхности требует предварительной подготовки и четкого соблюдения последовательности действий самого процесса. При помощи газовой горелки можно паять фрагменты трубок из алюминия, соединить провод с алюминиевыми жилами, плавка припоя может также залатать прореху в алюминиевом радиаторе отопления и так далее. Методика применения газовой горелки дает возможность обработки не только малых, но и больших по своей протяженности площадей.
Технология выполнения паяльных работ по алюминию состоит из 2-х важных этапов – подготовительного и самого процесса паяния.
Подготовка
Этап предварительной подготовки является важной частью технологического процесса, и пренебрегать им нельзя
- Детали, подлежащие паянию, зачищают механическим путем при помощи наждачной бумаги или металлической щетки.
- Далее очищенную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, удаляя следы жира или масла, а также снижая плотность оксидной пленки.
- Зачищенные поверхности обрабатывают флюсом. Процесс выполняют внимательно, не пропуская ни одного участка рабочей области. Флюс поможет улучшить адгезию, а также текучесть расплавляемого металла. Если начать паяние без удаления оксидной пленки при помощи флюса, готовый шов вскоре разрушится.
- Обработанные детали тщательно прогревают при помощи горелки для того, чтобы нанесенный поверх флюса припой мог хорошо расплавляться и равномерно покрывать рабочую область.
Процесс
После проведения подготовительных работ можно приступать к выполнению основных действий.
- Присадочную проволоку или кусочек припоя размещают на рабочей прогретой поверхность, затем ее обрабатывают пламенем газовой горелки. В это время припой начинает расплавляться, но плавить припой нужно таким образом, чтобы он хорошенько растекся по поверхности и в дальнейшем там застыл. Расплавленный припой заполняет собой все микротрещины и неровности, которые присутствуют на алюминиевой поверхности. Далее он будет медленно остывать, образуя прочный шов-соединение. Если накладывать последовательно друг на друга несколько таких слоев, получится довольно прочное монолитное образование.
- После того как паяльный шов полностью остынет, заполнив собой рабочее пространство, необходимо проверить качество стыковки его с поверхностью обрабатываемой детали.
- Когда паяльные работы закончены, место паяния обрабатывают влажной тканью или губкой. Затем выполняется шлифовка материалами с мелкой фракцией абразива на поверхности – она создает шву законченный и эстетичный внешний вид.
При паянии газовой горелкой в домашних условиях специалисты рекомендуют внимательно подходить к вопросам техники безопасности. Перед работой требуется проверять целостность емкости газового баллона, его шлангов, а также исправность горелки. Газовые баллоны необходимо держать как можно дальше от открытого пламени, а на рабочем месте не должно быть горючих материалов и легко возгорающихся предметов.
В следующем видео рассказывается о пайке алюминия газовой горелкой.
Подготовка к работе
Определение сплава изделия
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Что лучше — сварка или пайка алюминия?
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.
https://youtube.com/watch?v=52WliykgDTM
Описание процесса
Самый простой способ, при помощи которого можно спаять алюминий и медь, применяется при соединении проводов. Концы жил с разными типами металлической основы ножом зачищаются от изоляции, скручиваются. Для работы подойдет обычный паяльник мощностью 40 Вт.
Разберем порядок действий.
Зачистка алюминиевых жил до светло-серебристого цвета. Это лучше сделать до их свивания. Образовать плотную скрутку помогут плоскогубцы. Нанесение флюса. Для алюминиевого провода он специальный, чаще всего имеет маркировку Ф-64, Ф-61А. Он жидкий, продается в пластиковых флаконах с кисточкой. Состав нужно аккуратно нанести на скрутку по всей поверхности ровным тонким слоем. Нанесение припоя. Жало паяльника разогревается до рабочей температуры. На него набирается небольшое количество припоя, распределяемое по концу провода, покрытому флюсом
Важно исключить образование капель, состав должен просто равномерно залудить поверхность. Создание медной скрутки
Ее лучше покрыть флюсом на основе раствора канифоли в ацетоне. Такой состав готовят самостоятельно, он должен иметь оттенок слабо заваренного чая. Жидкий флюс наносится на поверхность провода кисточкой, равномерно покрывая ее. Нанесение полуды. Она покрывает поверхность медного провода, обеспечивая ему готовность к последующей пайке. Соединение проводов. Происходит стандартным способом – со скруткой жил между собой. Правильно залуженные концы проводов легко соединяются тем же оловянно-свинцовым припоем, несмотря на слабую совместимость материалов. Электрохимическая коррозия в этом случае исключается, поскольку нет прямого контакта металлов.
Если для соединения выбраны трубки из алюминия и меди, порядок работы будет другим. Сначала выполняется предварительная зачистка металлов, разделка кромок для раструба, механическое и химическое снятие окислов. Затем следует ряд шагов.
- Надежно зафиксировать соединяемые элементы.
- Нанести на поверхность деталей флюс.
- Приступить к пайке. При использовании муфты она припаивается к одному концу соединения, затем шов остужается, проверяется на дефекты. Только после этого можно выполнить работу на второй части заготовки. При использовании раструба работы выполняются в один этап.
Таким путем можно добиться надежной пайки меди и алюминия в случае создания общего трубопровода или других конструкций из химически несовместимых металлов.
Электрохимическая коррозия
Любой электрик подтвердит, что медь с алюминием соединять вместе нельзя, и такое утверждение будет правильным. Что происходит, когда соприкасаются два таких разных проводника? Пока отсутствует влажность, соединение будет надежным. Однако, в воздухе всегда присутствует водяной пар, который становится виновником того, что контакт разрушается.
Протекающий по нему ток разрушает в соединении один из металлов. Самый простой выход – покрыть припоем из смеси олова и свинца медный провод, тогда смело можно допускать его контакт с алюминиевым, причем используя любой вариант соединения! Присоединять к старой алюминиевой проводке медные провода совсем не сложно. Главное в этом процессе – четко соблюдать технологические требования.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
https://youtube.com/watch?v=aMDku0xrMpw
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
https://youtube.com/watch?v=UIxPlva4ED8
Флюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Рекомендуемый флюс для паки при высокой температуре
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.
 При низкотемпературном режиме шов получается ровным и аккуратным
При низкотемпературном режиме шов получается ровным и аккуратным
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка

Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Похожие записи:
 25 очень простых способов сделать журнальный столик своими руками
25 очень простых способов сделать журнальный столик своими руками
 Как сделать оригинальную подставку из пластиковой карты, скрепки или любого другого подручного материала + полезные советы и готовые варианты для воплощения в жизнь
Как сделать оригинальную подставку из пластиковой карты, скрепки или любого другого подручного материала + полезные советы и готовые варианты для воплощения в жизнь
 Ремонт смесителя душевой кабины своими руками
Ремонт смесителя душевой кабины своими руками
 Восстановление аккумулятора шуруповерта
Восстановление аккумулятора шуруповерта
 Изготовление оригинальной ручки для двери
Изготовление оригинальной ручки для двери
 Противоугонка для прицепа: выбираем лучшее устройство
Противоугонка для прицепа: выбираем лучшее устройство