Что представляет собой профильная труба
 Профильные трубы Профильная труба является разновидностью металлопроката, она изготавливается при помощи формовки из круглой трубы. После деформации термическим способом снимается напряжение металла. Материалом для изделия служит углеродистая сталь или нержавейка. Сечение труб колеблется от 10×10 мм до 500×400 мм. Толщина их стенок бывает от 1 до 22 мм. Такие трубы имеют существенные достоинства:
Профильные трубы Профильная труба является разновидностью металлопроката, она изготавливается при помощи формовки из круглой трубы. После деформации термическим способом снимается напряжение металла. Материалом для изделия служит углеродистая сталь или нержавейка. Сечение труб колеблется от 10×10 мм до 500×400 мм. Толщина их стенок бывает от 1 до 22 мм. Такие трубы имеют существенные достоинства:
- Большой выбор размеров позволяет подобрать материал для любой металлоконструкции.
- Стандартные размеры облегчают стыков частей.
- Равномерная толщина трубы позволяет выполнить надежный шов.
- Гладкая поверхность изделия.
- Вес трубы меньше, чем цельнометаллического проката, конструкция из нее получается легче.
Перед тем как сваривать профильную трубу, стоит учесть советы профессионалов по технологии проведения работы. Для сваривания стальных труб применяют известные виды сварки: электродуговую, газовую, контактную и полуавтоматическую. Рассмотрим подробно, как варить профильную трубу каждым из перечисленных способов.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Оцинкованные трубы.
Сварка оцинкованных труб имеет свои нюансы. Во время сварки цинк, который входит в состав трубы, начинает «пениться» — то есть, на поверхности трубы появляются белые хлопья. Чтобы этого не происходило, необходимо тщательно обработать место сварки труб кислотой – соляной или серной.
Вообще, когда речь идет о сварке оцинкованных труб, надо помнить о том, что при нагревании до высоких температур, необходимых для выполнения сварных работ, такие трубы начинают выделять в воздух опасные вещества. Поэтому нужно пользоваться во время сварочного процесса таким средством индивидуальной защиты, как респиратор. Кроме того, само помещение, в котором ведется сварка, должно постоянно проветриваться. Также можно применять и специальные маски сварщика со встроенной принудительной вентиляцией. Первыми признаками отравления подобными вредными веществами являются сладковатый привкус во рту и неприятные ощущения в горле.
Сварка оцинкованных труб чаще всего ведется с применением флюса HLS-B. Это позволяет сохранить неповрежденным покрытие трубы, на которое воздействует высокая температура. Флюс наносится на поверхность трубы толстым слоем на площадь, немного большую, чем площадь шва. При этом горелка должна быть меньше на 2 номера, чем при сварке стальной трубы, а в газовом пламени должно содержаться много кислорода.
Таким образом, сварка тонкостенных труб — это довольно трудоемкий процесс, требующий от сварщика большой аккуратности и терпения. Главное – соблюдать последовательность выполнения всех этапов процесса, и тогда вполне возможно добиться высокого качества выполнения работ, даже если вы не являетесь квалифицированным сварщиком.
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. |
| 2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.

Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.
https://youtube.com/watch?v=gsQEe-lb9Y0
При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства. Ленточнопильный станок Mini Cut от – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами
Ленточнопильный станок Mini Cut от – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Галерея изображений
Фото из
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
https://youtube.com/watch?v=fXxNyHnrZl0
https://youtube.com/watch?v=66V_RoazXug
https://youtube.com/watch?v=WQoChXZgUrg
Используемые инструменты
Несложная я на первый взгляд операция — резка труб на практике обнаруживает немало нюансов и подводных камней. Не так — то просто ровно отрезать тубы:
- Тонкостенные.
- Большого диаметра.
- Со скосом.
Очень важно выбрать подходящий для каждого конкретного случая метод резки и специальное оборудование. Его подразделяют на индивидуальное, бытовое и промышленное
Для индивидуального использования
Применяются в домовладениях, частном строительстве и мелком бизнесе. Имеют дело с малыми и средними диаметрами (до 250 мм), применяемых в системах
- Водоснабжения.
- Отопительных.
- Канализационных.
- Вентиляционных.
К такому инструменту относятся:
Резаки. Применяются, чтобы ровно отрезать полимерную трубу до 75 мм. Для проведения ровного и аккуратного разреза имеют зубчатый механизм. Заготовка сначала зажимается полочным зажимом, который надежно ее фиксирует и не дает уйти с линии реза.
Дисковый резак. Подходит для вентиляционных и канализационных полимерных труб диаметром до 200 мм. Лезвие не секаторного типа, а в виде диска, катящегося по поверхности заготовки. Разрез осуществляется за несколько оборотов. Не подходит для металлопластикового проката, поскольку может смять тонкий металлический вкладыш.
Гильотина. Плоский косой нож движется в направляющих и позволяет ровно отрезать необходимую длину за один проход. Выпускается как с электроприводом, обеспечивающим большую производительность, так и с ручным.
Ножовка по металлу. Классический слесарный инструмент позволяет ровно отрезать зажатую в тиски заготовку
При использовании важно вести пилу плавно, с постоянным усилием и без перекосов. Образующиеся после работы ножовкой заусенцы следует зачищать напильником.
Угловая шлифмашина, УШМ
В обиходе называется «болгаркой». Этому универсальному инструменту по зубам любые материалов и диаметры. Для того чтобы обрезать трубу болгаркой, используют специальные абразивные отрезные диски.
Электрический лобзик. Весьма популярный среди домашних мастеров инструмент может резать и трубы, но из- за увода гибкого лезвия в сторону о точности придется только мечтать
Сабельная пила. Инструмент пока не получил широкого распространения среди российских мастеров. Регулируемый упор пилы и ее мощное лезвие позволяют отрезать прокат даже на весу и вплотную к стене.
Как ровно отрезать трубу
Чтобы срез от инструмента общего назначения был ровным, следует использовать специальные приспособления для фиксации заготовки. Это могут быть шаблоны, тиски или стусла
Кроме того, очень важно правильно разметить будущий распил и во время работы следить за тем, чтобы линия реза не ушла в сторону
Для промышленного использования
Такое оборудование применяют на производствах, там, где объемы работ велики либо приходится разрезать трубы большого диаметра. Для того чтобы отрезать ровно, используют:
- Токарный станок. Пригоден для высокоточной нарезки заготовок, снятия фасок, выполнения уступов, переходов диаметров и прочих фасонных обработок. Позволяет токарный станок и нарезать резьбу, как внутреннюю, так и внешнюю. Длина детали ограничена вылетом бабки станка. Диаметр — вылетом кулачков патрона.
- Ленточные машинки. Применяются для того, чтобы отрезать трубу большого диаметра без извлечения ее из траншеи или коллекторного пункта. Работают и на деформированных изделиях.
- Дисковые отрезные станки. Высокоавтоматизированная установка с маятниковой пилой и механизмом подачи заготовок. Часто включается в состав производственной линии, применяется для высокопроизводительной нарезки проката на равные куски.
- Ручные дисковые установки. Мобильное оборудование применяется, чтобы отрезать прокат ровно прямо на месте монтажа. Снабжены многофункциональным зажимом, позволяющим надежно фиксировать изделия разных диаметров и ровно отрезать их, не повреждая краев. Поворотный рабочий стол позволяет резать ровно под произвольным углом. Наиболее продвинутые модели оснащены системой орбитальной сварки. Это позволяет не только отрезать, но и соединять отрезки.
ЧИТАТЬ ТАКЖЕ: Станок для вышивания своими руками: чертеж с размерами, как сделать
Станок для резки труб с ЧПУ
Вопросы профессионалам
Стоит отметить, что сваривать профиль не запрещено под любым нужным (удобным) углом. Также для профилированной трубы есть соединение внахлест, стык в стык, тавровым соединением.
Какими электродами лучше варить?
Учитывая марку стали, чтобы электродами варить профильную трубу удачно, отдаем предпочтение:
- AHO-4. Одни из самых распространенных за счет своей универсальности. Не нужно прокаливать, подходят для разного типа оборудования.
- MP-3С. Для идеально по качеству и внешнему виду шва.
- УОНИ-13/55. Для профессиональных сварщиков.
- ОЗС-12. Оптимальный соединительный шов. Недостаток в устойчивости к влажной погоде.
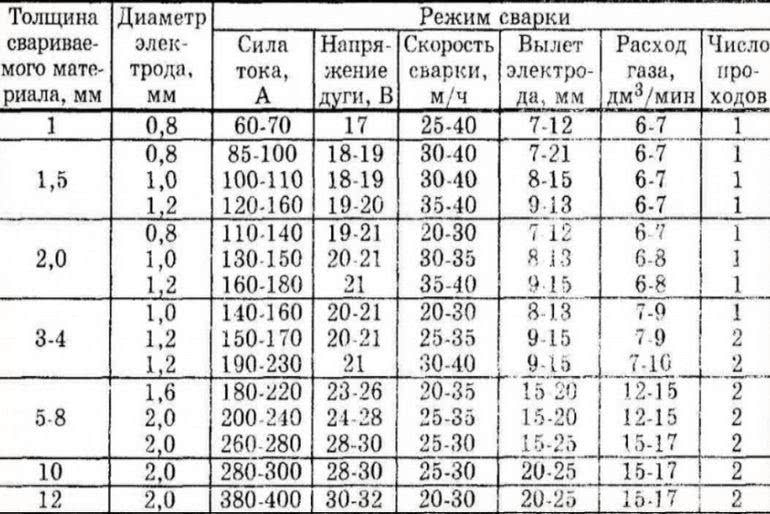
Какой режим использовать?
Изучаем сварочный процесс. Выставляя режим, для ручной сварной техники, ориентируемся на силу тока. Это важнейший показатель. Он строго соответствует диаметрам электродов. А электрод (толщина электрода), в свою очередь, подбирается под толщину стенки профиля.
Таблица с показателями, чтобы выбрать диаметр электрода:
Сварка встык
Иначе именуется тавровым. Простой на вид, но для исполнения необходимо набивать руку. Сварка встык требует:
- Выполнения прихватов по каждому углу сечения. Затем нужно обязательно поправить стыковку сечения, обварка по всей плоскости каркаса.
- Тонкий профиль варят в один заход, толстый потребует несколько этапов.
- Дуга подается так, чтобы не было просадки металла. Чтобы кромки успевали оплавляться.
- Завершать следует с ориентиром на край. Он обязательно совпадает с первоначальным, который внахслет.
Сварка тонкой профильной трубы
Тонкую трубу варить трудно. Для тонкой профильной трубы (ее стенки в 2-3 мм) правильнее подобрать аналогичный по толщине электрод диаметром 2 3 мм. Если нет опыта, то портить материал не желательно.
Правильнее доверить квалифицированному сварщику. Он выставит нужную силу тока, возьмет подходящие электроды (АНО21 или МР3С).
Как сварить профильные трубы под 90 градусов?
Перед работой читаем правила:
- Обрезаем заготовки.
- Работаем на ровной плоскости (бетонной).
- Временно фиксируем угол. Сгодятся магниты, косынки.
- Варим сталь по этапам. С самого начала черновая приварка, затем проверка геометрии. Потом уже финишный качественный шов.
При сварке поджигает трубу, что делать?
Чтобы выполнить работу без этого казуса, следуем правилам:
- Точечная сварка по коротким участкам.
- Чтобы избежать перегрева, можно вставить массивный металлический брусок с сечением. Он должен подгоняться под внутренние размеры заготовки трубок.
- Уменьшить расстояние между каждой кромкой.
- Выставить режим самого низкого выходного тока.
- Перемещать сам электрод быстрее.
https://youtube.com/watch?v=J8echY9vgLk
https://youtube.com/watch?v=s7bMzthUg4Y
https://youtube.com/watch?v=CgKr9C_rC6Y
Двухслойные стальные дымовые трубы
На российском рынке предлагают фирмы Schiedel, Jeremias, Raab и Rosinox (Германия), Fineline (Венгрия), Camin Wierer (Италия) и другие. Из российских изготовителей аналогичной продукции можно упомянуть и «Элитс».
Для поквартирного теплоснабжения в многоэтажных домах ведущие производители дымоходов рекомендуют систему LAS (воздух-газ). В данном случае дымовые газы удаляются по внутренней трубе, а воздух, необходимый для горения топлива, подается к котлу по каналу между ней и стенками шахты. Применение LAS делает возможной эксплуатацию газовых отопительных агрегатов в режиме, независимом от воздухообмена в помещении, то есть такой подход в наибольшей степени соответствует требованиям СНиП 41-01-2003 (п. 6.2.2), которые предписывают устанавливать в квартирах генераторы тепла исключительно с закрытыми камерами сгорания. Данную продукцию, выпускаемую из полимерных материалов, на российском рынке предлагает, в частности, компания Viessmann.
Становящиеся все более популярными конденсационные котлы полезно используют скрытую теплоту дымовых газов, температура которых в результате понижается до такой степени, что нельзя исключать выпадения конденсата в дымоходе даже при хорошей теплоизоляции последнего. В качестве средства борьбы с коррозией внутренних стенок дымоходных труб компания Fineline рекомедует применять полимерный вкладыш Furanflex, имеющий цельнокроеную структуру. Это приспособление подходит для защиты кирпичных и стальных каналов любой длины, а его монтаж осуществляется без разламывания стены. В то же время полимеры не выдерживают высоких температур, из-за чего не могут использоваться для отвода дымовых газов от печных и каминных топок.
При монтаже стального дымохода на выходе конструкции из стены необходимо установить дополнительное крепление, причем колена и отводы не являются опорными элементами, их нельзя прижимать к внешним поверхностям здания
Устойчивость к воздействию влажности и химически агрессивной среды — главное преимущество современных керамических дымоходных систем, которые пригодны для работы с любыми разновидностями отопительного оборудования. Изготовленная из высококачественной технической керамики дымовая труба невосприимчива к влаге, кислотам и перепадам температур, выдерживая до 1250°C. Такие дымоходы монтируются из керамических блоков, а надежное газоплотное соединение обеспечивается самой конструкцией канала в сочетании со специальным герметиком. Недостатками подобных систем являются их относительно большая масса, объем, а также высокая стоимость.
Разметка угла бумажным листом
Разметка бумажным листом является одним из простейших способов выполнения задачи. Необходим квадратный лист. Он складывается ровно по диагонали. Полученный шаблон для резки труб необходимо обернуть вокруг изделия таким образом, чтобы длинная сторона шла параллельно его сечению.
Тогда на меньшей стороне образуется угол в 45 градусов. Остается разметить линию разреза с помощью строительного карандаша или маркера по листу бумаги.
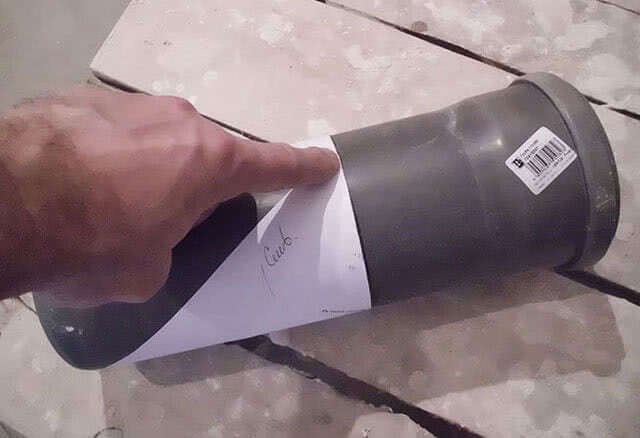
Рекомендуется замотать участок разметки узким скотчем, чтобы нечаянно ее не стереть. Данный метод отлично подходит для длинных крупных труб с местом разреза примерно посередине изделия.
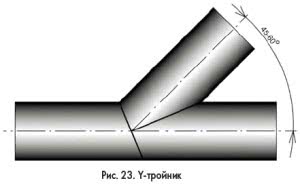
Как отрезать трубу под углом 45 градусов
При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос — как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.
Справиться с проблемой при углах обрезаемой кромки в 45 или 90 градусов можно при владении соответствующими знаниями и приемами, которые помогут сэкономить не только время, но и материалы при проведении работ. При других углах разворота решить задачу с помощью линейки и листа бумаги невозможно — на помощь придется вызывать компьютерную технику.
Рис.1 Как режут трубу под углом 45 градусов
Резка труб под углом: плюсы и минусы разных способов
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. Обычным делом в процессе монтажа является ситуация, когда трубы необходимо стыковать под углом. Однако не совсем обычной видится технология производства таких работ.
Чтобы создать подобную конфигурацию соединения, требуется резка труб под углом. Рассмотрим, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром.
Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных или иных труб под углом 45º. Выясним, какие приспособления можно использовать для реза под этим и другим углом.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги.
Например, удачно подходит для создания лекала бумага принтерная формата А4. Предварительно лист размечается под квадрат с помощью линейки.
Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза.
Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Чем и как не стоит резать полипропилен
Лёгкость отрезания полипропиленовых труб создаёт иллюзию того, что особых хитростей при разделении такого пластика не требуется. Но это не так. Практически используют следующие виды инструментов:
- Труборезы с ротационными ножами.
- Труборезы с храповым механизмом.
- Ручная ножовка.
- Электрическая торцовочная пила.
На последнее место по качеству реза следует поставить ручную ножовку. Мало того, что после неё остаётся наибольшее количество стружки (которую, кстати, довольно трудно убирать), так ещё в конце разделения вы получите грубый заусенец, пилить который придётся драчовым напильником (не пробовали чистить такой напильник после работ с пластмассой?).
Торцовочная пила работает быстро. Даже слишком быстро, чтобы вовремя остановить инструмент после того, как разделение заготовки состоялось. Чуть прозевали – и травма неизбежна.
Поэтому использовать данный вид оборудования стоит только когда нужно отрезать/торцевать полипропиленовые трубы большого диаметра и с толстыми стенками.
Труборез с трещоткой обеспечит вам наилучшее качество реза… и артроз, поскольку к ручкам резака необходимо постоянно прилагать значительное усилие. Поэтому труборезы с храповиком хороши при единично выполняемых резах.
Что же остаётся? Правильно, труборез с вращающимися ножами.
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.

https://youtube.com/watch?v=Zr5z7N6twxE
https://youtube.com/watch?v=zL63cs_UhsE
https://youtube.com/watch?v=GhO2lbGVngc
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:
Секторная сборка отвода
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
Показания к применению

Газовая сварка труб
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Угловое сопряжение со скосом кромок и разделом предполагает стыковку труб с толщиной стенок от 6 до 60 миллиметров. При этом ширина раздела колеблется в пределах от 18 до 48 миллиметров. Разумеется, такие габариты предполагают особую технику заполнения сварочной ванны.
https://youtube.com/watch?v=hfPiOirjN2g
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
https://youtube.com/watch?v=R5uTxdbNrrI
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Похожие записи:
 Охота на жучка. какими бывают шпионские устройства и как их искать
Охота на жучка. какими бывают шпионские устройства и как их искать
 Пиньята своими руками в домашних условиях
Пиньята своими руками в домашних условиях
 Станок для гибки арматуры: назначение, описание, виды
Станок для гибки арматуры: назначение, описание, виды
 Пылесос на перфоратор своими руками
Пылесос на перфоратор своими руками
 Опасны ли магниты для смартфонов, ssd, usb-флешек и жестких дисков на компьютерах?
Опасны ли магниты для смартфонов, ssd, usb-флешек и жестких дисков на компьютерах?
 Удаление царапин на кузове автомобиля без покраски
Удаление царапин на кузове автомобиля без покраски