Как восстановить сломанный зуб шестерни
Если уж вы попали в такую ситуацию и у вас сломало пару зубьев шестерни, то выход есть, как восстановить ее простым способом.
Что нам понадобится для восстановления:
- Ненужная зубная щетка
- Моющее средство
- Двухкомпонентный эпоксидный клей, холодная сварка для пластика, поксипол.
Клей холодная сварка должен быть жидкий, в тюбиках. Обязательно смотрите на упаковке, чтобы он подходил для склеивания пластмассовых и пластиковых деталей. Такой двухкомпонентный клей можно купить как в магазине автозапчастей, так и в строительном магазине.
Восстановление пластмассовой шестеренки
Первым делом необходимо подготовить поверхность шестеренки. Промываем ее многократно в теплой воде с моющим средством, активно работая зубной щеткой. Наша задача обезжирить и удалить смазку со всех граней. После того как обезжиривание проведено, высушите ее насухо.
Готовим клей
Теперь подготовим клей. Смешаем на небольшом кусочке картона компоненты в пропорции как в инструкции. Хорошо перемешаем.Вообще, перед открыванием клея, рекомендую тщательно ознакомиться с его инструкцией, особенно с временем полного и частичного затвердевания, так как у разных производителей эти данные могут кардинально отличаться. Если консистенция получилась жидкая — дайте ей немного постоять, пока она начнет отвердевать.
Подготовка к восстановлению зубьев
В моем случае сточено несколько зубьев, ситуация исправима. Мажем клей на то место, которое нужно восстановить. Клей должен быть очень густым, но пластичным.
Делаем такой своеобразный бугорок. Кладем шестеренку на импровизированную подставку, для того чтобы клей ещё больше загустел. Все опять же индивидуально, мне понадобилось лично минут 20, чтобы консистенция заметно загустела.
Ускорить реакцию и уменьшить время загустения можно нагреванием. К примеру взять фен и начать нагревать клей на шестеренке.
Восстановление зубьев
Теперь самый ответственный момент — прокатка зубьев. Узел где эксплуатировалась шестерня, а именно другая шестеренка с которой непосредственно контактировала наша сломанная, нужно обильно смазать смазкой, солидолом или литолом.Устанавливаем сломанную шестерню и прокатываем несколько раз по другой.
В результате другая шестеренка прокатает след на густом клее:
Теперь вы понимаете, что прежде чем прокатывать зубья, эпоксидный клей на шестеренке должен затвердеть до консистенции твердого пластилина. Благодаря смазке клей не прилипнет на другую шестеренку.
Затвердевание
Аккуратно извлекаем восстановленную делать из механизма и оставляем ее для окончательного затвердевания, обычно на сутки. После зубья слегка обточить и выровнять надфилем.
Вот таким несложным способом можно довольно просто восстановить сломанные шестерни.
Чем заменить эпоксидный клей?
Если вы не нашли клей, я могу вам порекомендовать сделать немного похожий состав.Для этого понадобится:
- Эпоксидная смола с отвердителем.
- Цемент сухой.
Покупаем обычную прозрачную или желтоватую эпоксидную смолу с отвердителем. Эти два компонента зачатую продаются вместе.В пропорции указанной в инструкции, спешиваем компоненты для получения нужного количества клея. Добавляем цемент. Только не цементно-песчаную смесь, а именно чистый цемент. Пропорции примерно два к одному. То есть две части клея и одна цемента. И все очень тщательно перемешиваем. Клей готов, а дальше все как по инструкции выше.
Как можно восстановить зубья пластиковой шестерни.
В качестве заготовки для протезов, если так можно сказать, использовали подготовленные отрезки от стоек спиц самого обычного зонтика. Кстати, зонтик ещё времён СССР с соответствующим качеством металлических деталей.
Стойки эти уже имеют профиль, в поперечном разрезе напоминающий эвольвентный профиль зубьев имеющейся шестерни и нам оставалось лишь дополнительно придать им форму идентичную той, которая полностью будет копировать зуб ведущей шестерни по впадинам на ободе между зубьями колеса ведомой шестерни.
При увеличенном радиальном зазоре зубья в передаточном узле будут сдавливать друг друга, появится тугой ход, увеличится диаметр посадочного отверстия под вал, может сорваться головка или ножка зуба, лопнуть сама шестерня и многое другое.
В случае уменьшения радиального зазора в том же передаточном узле могут повредиться лишь зубчатые венцы. При неизменном осевом расстоянии шестерен глубина захода уменьшится, при неравномерной нагрузке на редуктор в какой-то момент зубья начнут проскакивать, стираться или обламываться. Последствия в данном случае так же могут быть разными.
Используя зубчатый венец колеса ведомой шестерни, подготовленные заготовки для зубчатого венца восстанавливаемой шестерни подогнули таким образом, что бы сохранился нормальный боковой зазор в сопряжении зубчатых колёс.
Ступица у восстанавливаемой шестерни оказалась широкой, материал, из которой изготовлена шестерня плавится при температуре выше 210 0 С, чего было достаточно для того, что бы воспользоваться горячим паяльником и аккуратно вплавить «протезные» заготовки в тело ступицы и в повреждённый венец восстанавливаемой шестерни.
Вплавлять накладки нужно строго перпендикулярно диску шестерни, что бы плоскость зацепления зубчатой передачи была как можно больше и сохранялась одинаковой в сопряжении зубчатых колёс шестерен.
Проверялась штангенциркулем и величина окружности вершин восстанавливаемого зубчатого венца шестерни, — одним словом, при вплавлении каждой накладки придерживались размеров восстанавливаемого зубчатого венца, близких к первоначальным.
Накладки вплавляли не на всю ширину ступицы шестерни, да бы не обрезать венец со ступицей от диска восстанавливаемой шестерни. Выступающие края наплавленных накладок аккуратно сточили напильником, не перегревая металл.
Не-FDM 3D-печать
Большинство людей, даже убежденные любители, не имеют непосредственного доступа к другим технологиям 3D-печати для изготовления шестеренок. Между тем такие сервисы существуют и могут помочь.
SLA —
отличная технология для профессионального прототипирования шестеренок. Печатаемые слои не видны, в результате процесса можно получать очень мелкие детали. С другой стороны, детали получаются дорогими и несколько хрупкими. Если вы используете этот процесс для прототипирования будущей литой модели, проблем с ее извлечением не возникнет. Делайте деталь сплошной, а то она непременно сломается!
SLS —
очень точный процесс, в результате которого получаются прочные детали. Технология не требует подпорок для нависающих структур. Можно создавать сложные и подробные изделия, лучше со стенками толщиной до четверти дюйма. Слои печати также почти невидимы… НО, шершавая поверхность (потому что технология основана на порошковой печати) крайне склонна к износу. Требуется очень мощная смазка, и многие вообще не рекомендуют SLS-шестеренки для приложений длительного пользования.
Технология BinderJet
хороша для детализированных и точных многоцветных декоративных или не конструкционных
деталей. Подойдет для получения деталей безумных цветов, впрочем, очень хрупких и зернистых, так что это не то, что требуется для функциональных шестеренок.
Для изготовления шестерен используют такие материалы: железо, чугун, бронза, сталь простая углеродистая, специальные составы стали с примесью хрома, никеля, ванадия. Помимо металлов применяют смягчающие материалы: кожу, фибру, бумагу, они смягчают и обесшумливают зацепление. Но и металлические шестерни могут работать бесшумно, если их профиль выполнен с точностью. Для грубых передач производят «силовые» зубчатые колеса, их изготовляют литьем из чугуна и стали без последующей обработки. «Рабочие» зубчатые колеса для быстроходных передач изготовляются на фрезерных или зуборезных станках, с последующей термической обработкой – цементацией, которая предает зубьям твердость и устойчивость к износу. После цементации шестерни подвергаются обработке на шлифовальных станках.
Некоторые типы шестеренок

Внешние и внутренние прямозубые шестерни, параллельные спиральные (косозубые), двойные спиральные, реечные, конические, винтовые, плосковершинные, червячные
Спиральное зубчатое колесо (елочка).
Его обычно можно увидеть в экструдерах принтеров, они сложны в работе, но имеют свои преимущества. Они хороши большим коэффициентом сцепления, самоцентровкой и самовыравниванием. (Самовыравнивание бесит, потому что отражается на работе всей конструкции). Этот тип шестеренок также непрост в изготовлении на обычном оборудовании, вроде любительских принтеров. 3D-печать знает значительно более простые методы.
Червячная шестерня.
Легко моделируется, есть большой соблазн ее использовать. Следует отметить, что передаточное число такой системы равно числу зубцов шестеренки, поделенному на количество проемов червяка. (Надо посмотреть с торца червяка и посчитать количество начинающихся спиралей. В большинстве случаев получается от 1 до 3).
Реечная шестерня.
Преобразует вращательное движение в линейное и наоборот. Здесь речь идет не о вращении, а о расстоянии, которое проходит рейка с каждым поворотом вала шестерни. Тут очень просто вычислять плотность зубцов: надо лишь умножить их плотность на рейке на пи и на диаметр шестерни. (Или умножить количество зубцов на рейке на плотность зубцов на шестерне).
Шаг 3: Определяем размеры
Теперь мы можем определить параметры, чтобы сделать шестерню:
- Насколько большими / маленькими будут зубья шестерни (диаметр) — чем меньше шестерня, тем меньше должны быть зубья.
- Все зубья, которые собираются в сцепление (соединяются), должны быть одинакового размера, поэтому сначала нужно рассчитать меньшую шестерню.
Давайте начнем с зубьев размером 10 мм.
Я хочу шестерню с 5 зубьями, чтобы круг был 10х10 мм (в окружности) = 100 мм.
Чтобы нарисовать этот круг, мне нужно найти диаметр, поэтому я использую математику и калькулятор и делю окружность (100 мм) на Pi = 3,142.
Это дает мне диаметр 31,8 мм, и я могу нарисовать этот круг с помощью циркуля, а затем нарисовать с помощью циркуля на его окружности ровно 10 кругов диаметром 10 мм.
Если у вас есть такая возможность, то проще сделать все с помощью программного обеспечения для рисования. Если вы используете программное обеспечение, вы должны иметь возможность вращать круги зубьев вокруг основного круга, и вам нужно будет знать, как далеко повернуть каждый зуб. Это легко рассчитать: делите 360 градусов на количество кругов. Таким образом, для наших 10 кругов 360/10 = 36 градусов для каждого зуба.
Процесс термической пайки
Он начинается с основательного и равномерного прогрева с помощью газо-ацетиленовой горелки, как места пайки, так и прилегающих частей шестерни. Иначе увеличивается вероятность образования трещин в чугунной детали.
Затем докрасна прогревается место пайки и слегка кремнистый (силиконовый) бронзовый стержень, который после разогрева опускается в емкость с флюсом, состоящий в основном из буры с добавлением небольшого количества магния.
Далее силиконовый бронзовый стержень, покрытый флюсом, помещается над впадиной и плавится с помощью пламени газо-ацетиленовой горелки. Эта операция продолжается до тех пор, пока кремнистый бронзовый припой не заполнит весь объем впадины между смежными целыми зубьями.
В конце этого этапа, чтобы от быстрого охлаждения напайка не потрескалась, накрываем восстанавливаемую деталь сварочным одеялом из стекловолокна и оставляем до медленного остывания в течение необходимого времени.
О важности эвольвенты
Плохой способ изготовления шестеренок
Довольно часто в любительских сообществах можно встретить неправильно спроектированные шестеренки — моделирование шестеренок дело не такое уж и простое. Как нетрудно догадаться, плохо спроектированные шестеренки плохо сцепляются, имеют избыточное трение, давление, отдачу, неравномерную скорость вращения.
Эвольвента (инволюта) — это определенного рода оптимальная кривая, описываемая по какому-либо контуру. В технике эвольвенту окружности используют как профиль зубца для колес зубчатой передачи. Это делается для того, чтобы скорость вращения и угол сцепления оставались постоянными. Хорошо разработанный набор шестеренок должен передавать движение исключительно через вращение, с минимальным проскальзыванием.
Моделирование эвольвентной шестеренки с нуля — дело довольно нудное, так что перед тем, как за него браться, имеет смысл поискать шаблоны. Ссылки на некоторые из них будут даны ниже.
Особенности применения смазки для пластиковых шестерен
Многие считают, что, если зубчатые передачи изготовлены из пластика, они не требуют смазки. К сожалению, это часто приводит к повреждениям и преждевременному износу механизмов. Смазку для пластика стоит использовать практических для всех типов пластиковых шестеренок, так как она обеспечивает следующие функции:
- обеспечивает длительный ресурс работы шестерен из пластика и предупреждает преждевременный износ;
- обеспечивает стабильную работу механизмов без перебоев;
- препятствует возникновению неприятных шумов и скрипов, обеспечивая практически бесшумную работу;
- сохраняет рабочую поверхность трущихся деталей целостной, без шероховатостей и потертостей;
- препятствует деформации рабочих элементов редукторов и возникновению трещин;
- защищает узлы от влияния внешних факторов, особенно высоких и низких температур.
Даже универсальные составы не могут гарантировать высокую эффективности. Воздействие обычных смесей на пластмассы может иметь следующие последствия:
- Под воздействием обычной смазки пластик теряет прочность, и на его поверхности возникают маленькие трещины. Это быстро приводит к повреждению зубьев шестерен, что становиться причиной выхода из строя всего механизма. Потом сделать восстановление зубчатых пар с помощью смазки не получится.
- Некоторые типы могут стать причиной набухания поверхности пластиковых деталей. Это приводит к заклиниванию шестерен, что может привести к поломке зубьев и всего узла в целом.
- Пластиковые поверхности обладают плохой адгезии. Из-за этого классическая смазка не держится на шестернях и разлетается в стороны во время быстрого вращения.
- Некоторые типы, например, солидол, выступают в качестве абразива. Во время работы зубья шестерен могут на глазах стереться. Это обычно приводит детали к полной непригодности.
- Классические смазки не могут обеспечить необходимую теплоотдачу. Пластиковые редукторы отличаются от металлических тем, что сильно нагреваются во время работы. Обычное масло тает и теряет нужную консистенцию, что приводит к перегреву пластика и изменения его формы и физических свойств.
На сегодняшний день пластиковые шестеренки используются в различных сферах:
- компьютерная техника, в особенности серверы;
- офисное оборудование, в том числе принтеры и сканеры.
- мультимедийное оборудование, работа которых основана на вращательных механизмах;
- типографическое оборудование, копировальная техника и устройства для широкоформатной печати;
- в некоторых узлах автомобилей;
- кассовые аппараты;
- пищевое оборудование, в том числе конвейеры, смесительное и перевалочное оборудование.
- кухонная техника;
- медицинское оборудование;
- детские игрушки, радиоуправляемые модельки самолетов и автомобилей.
Особое внимание требуют смазки для пластиковых шестерен, предназначенные для медицинского и пищевого оборудования, так как к ним выставляются не только механические требования, но и гигиенические
Как сделать шестерню своими руками

Привет. Хочу поделиться опытом быстрого создания шестерёнок. Кратко расскажу как проектировать шестерни и как изготавливать.

Постарался изложить максимально простым языком.
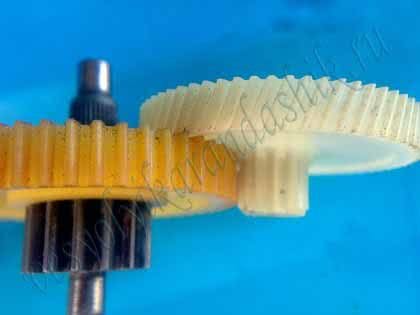
Недавно друг, который занимался продажей шоколадных фонтанов в Питере обратился с необычным предложением. Ему вернули фонтан, где не крутился винт, поднимающий шоколад. Я люблю подобные задачи, когда мало кто может (или хочет браться) за починку единичных вещей и нужно поломать немного голову как изготовить редкие запчасти своими руками.
После разборки стало ясно, что дело в редукторе. Одна шестерня буквально расплавилась на валу (качество компонентов было просто на высоте. Скорей всего шестерня проскальзывала долгое время, потом нагрелась. Фонтан выключили, шестерня снова прилипла к валу со смещенным центром. Потом его снова включили и несколько зубъев, не выдержав нагрузки, отломилось). Точно такую же шестерёнку не найти, поэтому из оказавшегося под боком оборудования решил изготовить новую.
Вариантов создания шестерёнок очень много, я расскажу лишь про один из них. На мой взгляд он самый простой и эффективный.
Шаг 1. Разработка чертежа шестерни
Вам понадобится:
- любой векторный редактор
- штангенциркуль
- генератор шестеренок (я использовал этот онлайн сервис)
Итак, считаем количество зубцов поломавшейся шестерни. Вводим все параметры, проводим замеры.
Качаем файл чертёж. Внутреннюю звёздочку я чертил сам в кореле, т.к. нужного параметра не нашел.
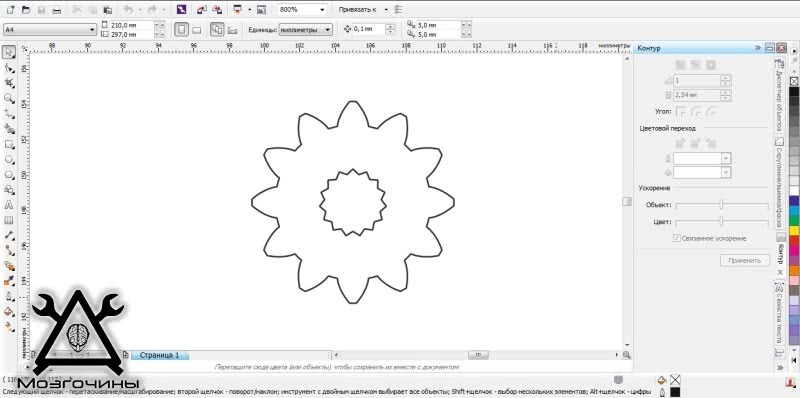
Рассчитывая внутренний диаметр шестерёнки нужно соблюсти тонкий баланс между прокручиванием и растрескиванием от сильного натяга.
Шаг 2. Изготовление шестерни
Материал новой шестерни — прозрачное оргстекло. Просто ищете в поисковике лазерную резку в вашем городе и отправляетесь туда. Лучше нарезать несколько с разными параметрами сразу. Думаю, одна порезка как у меня не должна выйти более $ 6.
Шаг 3. Запуск и тест фонтана
Вообще соседние шестерни принято делать из материалов немного разной плотности. Так они дольше прослужат. Скорей всего производитель просто пренебрег этим.

Удачи в вашем труде!
Метки
Тонкости моделирования зубца. Угол давления, и Как сделать прочные зубцы

Угол давления 15, угол давления 35
Угол давления?
Зачем мне это знать?
Это угол между нормалью к поверхности зубца и диаметром окружности. Зубцы с большим углом давления (более треугольные) прочнее, но хуже сцепляются. Их проще печатать, но при работе они создают высокую радиальную нагрузку на несущую ось, издают больше шума и склонны к отдаче и проскальзыванию.
Для 3D-печати хорошим вариантом является 25 градусов, что обеспечивает плавную и эффективную передачу в шестернях размером с ладонь.
Что еще можно сделать для укрепления зубцов?
Просто сделайте шестерню толще — это, очевидно, укрепит и зубцы. Удвоение толщины дает удвоение прочности. Хорошее общее правило гласит: толщина должна быть от трех до пяти раз больше шага зацепления шестеренки.
Прочность зубца шестеренки можно приблизительно оценить, если рассматривать его как небольшую консольную балку. При таком подходе ясно, что добавление перекрывающей сплошной стенки для уменьшение неподдерживаемой площади значительно укрепляет прочность зубцов шестеренок. В зависимости от применения, такая техника расчетов может быть использована также для уменьшения числа точек зацепления.
Особые преимущества послойной печати и примеры использования шестеренок
Итак, в чем же преимущество 3D-печати шестеренок перед традиционными методами их изготовления, и насколько прочными получаются шестеренки?
Напечатанные пластиковые шестеренки дешевы, процесс быстр, можно без труда получить специализированный результат. Сложные шестеренки и 3D-вариации печатаются без проблем. Процесс прототипирования и создания проходит быстро и чисто. Самое главное то, что 3D-принтеры достаточно распространены, так что набор STL-файлов из интернета может обеспечить тысячи людей.
Конечно, печатать шестеренки распространенным пластиком — это компромисс по качеству поверхности и износостойкости, если сравнивать с литыми или обработанными пластиковыми шестернями. Но если правильно все спроектировать, напечатанные шестеренки могут оказаться достаточно эффективным и разумным вариантом, а для некоторых решений — идеальным.
Большинство рабочих приложений выглядят наподобие редуктора
, как правило, для небольших электродвигателей, ручек и заводных ключей. Это потому, что электродвигатели отлично работают на высоких скоростях, но у них возникают проблемы с резким снижением оборотов, и обойтись без шестереночной передачи в таком случае проблематично. Вот примеры:

Формирование профиля зуба
Закрепляем державку фрезы в шпинделе фрезерного станка и протачиваем стержень под размер отверстия в фрезе, периодически измеряя диаметр микрометром. В конце шлифуем место проточки наждачной бумагой и протираем ветошью.
Надеваем на державку фрезу и закрепляем на торце крепежным болтом вначале от руки, а в конце специальным ключом с воротком. Устанавливаем на рабочий стол фрезерного станка делительную головку и заднюю бабку. Зажимая между ними идеально ровный стальной стрежень, выставляем эти узлы для обеспечения максимальной соосности в вертикальной и горизонтальной плоскостях. Для этого используем измерительные головки и регулируем положение задней бабки относительно делительной головки. После выставления, данные узлы надежно закрепляем на столе фрезерного станка.
Самая важная операция – это точное выставление фрезы относительно восстанавливаемой шестерни. Для этого используем штангенциркуль, микрометр, металлическую линейку.
Делим характеристику головки на число зубьев и получаем количество оборотов рукоятки на 1 зуб. Обычно получается дробное число. Затем это значение находится на круге делителя.
Теперь можно включить шпиндель фрезерного станка и приступить к формированию одной из впадин восстанавливаемого зуба. Это лучше сделать за 2-3 прохода, чтобы не повредить наплавку. При формировании зуба необходимо удалять с фрезы частицы срезаемого материала и смазывать инструмент. Далее отводим фрезу и поворачиваем шестерню строго на шаг делительной головкой и вновь повторяем предыдущую операцию.
Метод обката
Метод обката самый распространённый вариант изготовления шестерен, так как этот способ наиболее технологичный. В этом способе изготовления применяются такие инструменты: долбяк, червячная фреза, гребенка.
Метод обката с использованием долбяка
Для изготовления шестерен используется зубодолбёжный станок со специальным долбяком (шестерня оснащенная режущими кромками). Процедура изготовления шестерен происходит в несколько этапов, так как срезать за один раз весь лишний слой металла не возможно. При обработке заготовки, долбяк выполняет возвратно-поступательное движение и после каждого двойного хода, заготовка и долбяк проворачиваются на один шаг, как бы «обкатываются» друг по другу. Когда заготовка шестеренки сделает полный оборот, долбяк выполняет движение подачи к заготовке. Этот цикл производства выполняется, пока не будет удалён весь необходимый слой металла.
Метод обката с использованием гребёнки
Гребенка — режущий инструмент, его форма аналогична зубчатой рейки, но одна сторона зубьев гребенки заточена. Заготовка изготавливаемой шестерни производит вращательное движение вокруг оси. А гребёнка выполняет поступательное движение перпендикулярно оси шестерни и возвратно-поступательное движение параллельного оси колеса (шестеренки). Таким образом гребенка снимает лишний слой по всей ширине обода шестерни. Возможен другой вариант движения режущего инструмента и заготовки шестерни относительно друг друга, например, заготовка выполняет сложное прерывистое движение, скоординированное с движением гребенки, как будто совершается зацепление профиля нарезаемых зубьев с контуром режущего инструмента.
Этот метод позволяет изготовить шестерню при помощи червячной фрезы. Режущим инструментом в данном методе служит червячная фреза, которая совместно с заготовкой зубчатого колеса производят червячное зацепление.
Одна впадина шестеренки нарезается дисковой или пальцевой фрезой. Режущая часть фрезы, выполненная в виде формы этой впадины, нарезает шестерню. А при содействии делительного устройства нарезаемая шестеренка поворачивается на один угловой шаг и процесс нарезания повторяется. Этот способ изготовления шестерен использовался еще в начале ХХ века, он является не точным, впадины произведенного зубчатого колеса получаются разными, не идентичными.
Восстанавливаем пластмассовую шестерню сами
Пластиковые шестерни в малых редукторах находят всё большее использование не только из-за своей дешевизны в производстве и облегчённого веса всей конструкции, а их применение оправдано многими улучшенными техническими и эксплуатационными свойствами относительно шестерен, изготовленных из металла для редукторов малой бытовой техники или домашнего электрического инструмента.
Но не всегда техническое новшество принимается нами с полным пониманием того, что любое усовершенствование механического редуктора мясорубки, кухонного миксера или соковыжемалки, ещё и на много удешевляет ремонт всего устройства. Любой редуктор с пластиковыми шестернями со сломанными или стёртыми зубьями потребует меньших затрат на своё восстановление, нежели ремонт электропривода, повреждённого заклиниванием редуктора с металлическими шестернями. Это моё мнение и любой, уважаемый мною читатель, может его оспорить.
В домашних условиях, имея минимум оборудования и немного подходящего инструмента, можно восстановить повреждённую пластиковую шестерню с незначительным повреждением, либо заменить её копией из иного, подходящего для этого материала.
Кто пользуется 3D принтером или фрезерным станком с ЧПУ, для того подобный ремонт и быстрый и менее затратный; но, как и телевизоров в 60-х годах, 3D принтеры и станки с ЧПУ не в каждом доме имеются и не каждому всё это нужно для одной-то шестерни.

Существуют способы восстановления пластмассовой шестерни редуктора в домашних условиях литьём, наращиванием пластиком, металлом или клеем, обклеиванием эпоксидной смолой или полимерным клеем, клеем с гидрокарбонатом натрия, накатом или обкатом на станке фрезой .
Кто-то вообще не заморачивается и ремонтирует редуктор заменой шестерни из бронзы, латуни или вырезает из текстолитовой заготовки по изготовленному шаблону. Кому как выходит и кто на что горазд. Здесь спорить и доказывать кому-то ничего не нужно, каждый рассчитывает на свои силы, сбережения и материальную базу.

При открытой крышке молочной ванны, длинный вращающийся вал с лопатками на конце, в положении близком к горизонтальному, создаёт повышенные нагрузки на вращающиеся шестерни редуктора. В передаточном узле между шестернями возникают неравномерные нагрузки, из-за которых зубья ведущей шестерни проскакивают и стираются по всему венцу.
Случается такое часто, так как многие ещё не привыкли к тому, что кроме своих интересов нужно ещё и следить за техникой, с которой непосредственно связан технический процесс.
Это не вечная шестерня, но всё же её ресурс рассчитан на долгое время при соответствующей, предписанной производителем эксплуатации всего механизма мотор-редуктора, срок жизни которого всё-таки укорачивается нашими же руками.
Как выбрать?
Перед покупкой масла нужно изучить все разновидности, определить для чего она нужна и убедиться, что она соответствует следующим требованиям:
- Инертности к полимерам (смазка не должна вступать в реакцию с пластиком, чтобы не навредить движущим деталям, даже универсальные смеси могут повредить пластиковую поверхность).
- Стабильность состава (смазка для пластмассовых шестеренок должна хорошо удерживаться на пластиковой поверхности и не менять вязкость и густоту при низких и высоких температурах).
- Универсальность (очень часто в движущих механизмах используются элементы не только из пластмассы, но и металла с резиной, поэтому средство должно подходить к разным материалам).
- Совместимость с фторопластом (из этого материала изготавливается большинство пластиковых шестеренчатых механизмов, поэтому если нет информации о материале, такая смазка практически точно подойдет).
- Неподверженность к воспламенению (пластиковые редукторы сильно греются, поэтому смазка не должна самовоспламеняться от высокой температуры).
- Экологичность (она должна быть безопасной для человека, так как пластиковые пары трения часто встречаются в кухонной и другой технике, с которой человек вступает в непосредственный контакт).
- Противодействие влаги (она должна защищать механизм от воды и не смываться ей).
- Хорошая сцепляемость (пластиковая поверхность очень гладка, поэтому обычные масла плохо удерживаются на деталях).
https://youtube.com/watch?v=uwEPmupK1ac
При выборе смазки важно учитывать тип рабочих механизмов и условия, при которых они работают. Учитывая это, можно выделить несколько типов:
- Для механизмов с пластиковыми и металлическими деталями (смазка должна отлично удерживаться на поверхности различных материалов, защищать металл от коррозии и хорошо отводить тепло).
- Для механизмов, работающих при высоких температурах (смазка должна сохранять свои свойства и структура при экстремальных температурах)
- Для механизмов, которые эксплуатируются при низких температурах (обычные масла зимой или холодильном оборудовании застывают, потому следует подбирать смазку способную сохранять базовую вязкость, не зависимо от температуры).
- Для шестеренных передач, работающих при повышенных нагрузках (обычная смазка под высокой нагрузкой выдавливается из рабочей зоны, вследствие чего разрушается защитная пленка и срок эксплуатации механизмов значительно уменьшается).
- Для оборудования пищевой промышленности и для пластиковых деталей бытовой техники (производство пищевых продуктов предусматривает непосредственный контакт рабочих механизмов с едой, поэтому обычные смазки не подходят для таких целей, потому что содержат вредные для человека вещества).
https://youtube.com/watch?v=l-4N3-hCSFk
Шаг 5: Получите шестерёнку
Поскольку такие полукруглые шестеренки легко вырезать, вы можете сделать их с помощью подручного инструмента и лобзика или пилы.
Раньше я делал шаблон из 9 или 10 зубьев на фанере и использовал его в качестве ориентира для моего ручного фрезера и без проблем вырезал шестерни.
Если у вас есть доступ к лазерному резцу, они могут быть вырезаны из акрила 3 или 5 мм толщины и быть очень маленьких размеров.
Данный материал есть общее руководство по проектированию и печати на послойном 3D-принтере пластиковых шестеренок.
Выключатель света на шестеренках — хитрый пример того, что можно будет спроектировать самостоятельно после прочтения этой статьи.
Специфические проблемы послойной печати
- Напечатанные шестеренки перед использованием обычно требуют небольшой постобработки. Будьте готовы к «червоточинам» и к тому, что зубцы нужно будет обработать лезвием.
Уменьшение диаметра центрального отверстия — очень распространенная беда даже на дорогих принтерах. Это результат множества факторов. Отчасти это — температурное сжатие охлаждающегося пластика, отчасти — потому что отверстия проектируются в виде многоугольников с большим числом углов, которые стягиваются по периметру отверстия. (Всегда экспортируйте STL-файлы шестеренок с большим числом сегментов).
Слайсеры тоже вносят свой вклад, поскольку некоторые из этих программ могут выбирать разные точки для обхода отверстий. Если внутренний край отверстия будет рисовать внутренний край экструдируемого пластика, то реальный диаметр отверстия будет иметь небольшую усадку, и чтобы в это отверстие потом что-нибудь вставить, может понадобиться определенное усилие. Так что слайсер может вполне намеренно делать отверстия меньше.
Кроме того, любое расхождение слоев или расхождение по ширине предполагаемого и реального экструдирования могут оказывать довольно заметный эффект, «уплотняя» отверстие. Бороться с этим можно, например, моделируя отверстия диаметром примерно на 0,005 см больше. По аналогичным причинам, и чтобы напечатанные шестеренки помещались друг рядом с другом и могли работать, рекомендуется оставлять в модели зазор между зубцами примерно в 0,4 мм. Это некоторый компромисс, зато напечатанные шестеренки не будут застревать.
- Другая распространенная проблема — получить сплошное заполнение, что довольно трудно для маленьких шестеренок. Щели между маленькими зубчиками — довольно обычное явление, даже если в слайсере выставлено заполнение 100%.
Некоторые программы относительно успешно справляются с этим в автоматическом режиме, а вручную решить эту проблему можно, увеличив перекрытие слоев. Эта задача отлично задокументирована на RichRap, и в блоге приведены различные ее решения.
- Тонкостенные детали получаются хрупкими, нависающие части нуждаются в подпорках, прочность детали значительно меньше по оси Z. Рекомендуемые для печати шестеренок настройки не отличаются от обычных. На основе уже проведенных тестов можно порекомендовать прямоугольное заполнение и не менее 3 периметров. Желательно также печатать как можно более тонким слоем — насколько позволяет оборудование и терпение, потому что тогда зубцы получаются более гладкими.
-
Однако же,
пластик недорог, а время дорого. Если проблема критична или нужно заменить огромную сломавшуюся шестерню, можно печатать и сплошным заполнением, чтобы не оставить шанса на какую-нибудь другую засаду, кроме износа.
Похожие записи:
 25 очень простых способов сделать журнальный столик своими руками
25 очень простых способов сделать журнальный столик своими руками
 Как сделать оригинальную подставку из пластиковой карты, скрепки или любого другого подручного материала + полезные советы и готовые варианты для воплощения в жизнь
Как сделать оригинальную подставку из пластиковой карты, скрепки или любого другого подручного материала + полезные советы и готовые варианты для воплощения в жизнь
 Ремонт смесителя душевой кабины своими руками
Ремонт смесителя душевой кабины своими руками
 Массажер для ног своими руками: из камней, для детей из комбинированных материалов
Массажер для ног своими руками: из камней, для детей из комбинированных материалов
 Как сделать складной стул из фанеры своими руками: пошаговая инструкция изготовления
Как сделать складной стул из фанеры своими руками: пошаговая инструкция изготовления
 Схемы и способы подключения солнечных батарей: как правильно провести монтаж солнечной панели
Схемы и способы подключения солнечных батарей: как правильно провести монтаж солнечной панели