Приступаем к нанесению рисунка на стальное лезвие кухонного ножа
Для начала нужно найти в сети интернет рисунок, который можно разместить на клинке. В любом графическом редакторе его следует уменьшить до такого размера, чтобы он поместился на лезвии и распечатать. При помощи ножниц необходимо вырезать изображение.
Далее в блюдце наливается небольшое количество спирта, достаточное для того, чтобы распечатанная картинка полностью погрузилась в него. В спирте рисунок должен лежать до тех пор, пока бумага не пропитается. Это будет заметно по изображению, которое проступит на обратной стороне листка. Не стоит бояться передержать его в спирте – ничего плохого с рисунком не произойдёт, даже если он пролежит в блюдце сутки, он не потечёт и не расплывётся.
Использование утюга: здесь потребуется аккуратность
Ту часть клинка, на которое планируется перенести изображение, нужно обильно полить спиртом. После этого аккуратно берём бумажку с изображением и размещаем её на лезвии ножа распечатанным рисунком вниз. В это время его ещё можно поправить, не боясь смазать. Здесь следует учитывать то, что, начав работать нагревательным прибором, ничего подправить уже не удастся.
Когда рисунок уложен так, как нужно, начинаем прогревать его утюгом, включённым на максимальную температуру. При выполнении этой работы следует быть предельно аккуратным, чтобы не сдвинуть листок. Дело в том, что даже чуть нагревшаяся бумага, если её пошевелить, смажет изображение, испортив его.
Прогрев производится в течение 3-4 минут, пока листок не высохнет полностью. При этом лучше переусердствовать, дольше прогревая клинок, чем прекратить работу утюгом, когда бумага ещё полусырая.
Охлаждение клинка и удаление уже ненужной бумаги
Когда спирт полностью испарился, а клинок разогрелся, необходимо как можно быстрее его остудить. Именно для этого у меня и был припасён таз с водой, которая была охлаждена при помощи льда. Клинок ножа опускается в ледяную воду на 20-30 секунд. Необходимо следить за бумагой, ожидая, когда она полностью пропитается, теперь уже обычной водой. После того, как это произошло, начинаем медленно двигать по ней пальцем. Бумага скатывается и отслаивается.
Торопиться в этом случае не стоит – велика вероятность того, что клинок остыл не полностью, и рисунок будет повреждён.
Особенности термообработки алюминиевых сплавов
Алюминий и его сплавы требуют особого подхода к термообработке для достижения определенной прочности и структуры материала. Очень часто применяют несколько методов термообработки. Обычно, после закалки следует старение. Но некоторые типы материалов могут подвергаться старению без закалки.
Такая возможность появляется после отливки, когда компоненты, при повышенной скорости охлаждения, могут придать металлу необходимую структуру и прочность. Это происходит во время литья при температуре около 180 градусов. При такой температуре повышается уровень прочности и твердости, а также снижается степень тягучести.
Отжиг необходим для придания однородной структуры алюминиевому сплаву. С помощью этого метода состав становиться более однородным, активизируется процесс диффузии и выравнивается размер базовых частиц. Также можно добиться снижения напряжения кристаллической решетки. Температура обработки подбирается индивидуально, исходя из особенностей сплава, необходимых конечных характеристик и структуры материала.
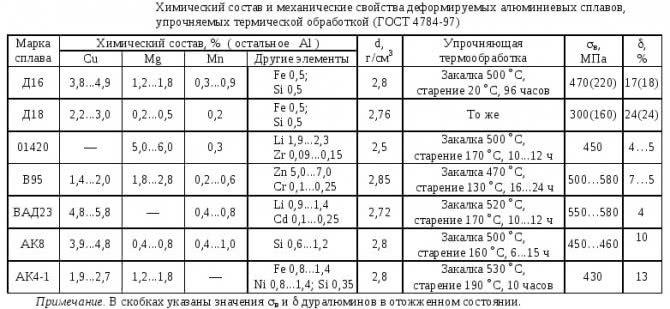
Состав и свойства алюминиевых сплавов, упрочняемых термической обработкой
Важным этапом отжига является охлаждение, которые можно проводить несколькими способами. Обычно проводят охлаждения в печи или на открытом воздухе. Также применяется поэтапное комбинированное охлаждение, сначала в печи, а потом на воздухе.
Закалка требуется для упрочнения материала путем перенасыщения твердого раствора. Этот метод основан на нагреве изделий температурам и быстром охлаждении. Это способствует полноценному растворению составных элементов в алюминии. Используется для обработки деформируемых алюминиевых сплавов.
Для использования этого способа нужно правильно рассчитать температуру обработки. Чем выше степень, тем меньше времени требуется на закалку. При этом стоит подобрать температуру так, чтобы она превышала значение, необходимое для растворимости компонентов, но была меньше границы расплава металла.
Методом старения достигается увеличение прочности алюминиевого сплава. Причем необязательно подвергать изделия искусственному старению, так как возможен процесс естественного старения.
В зависимости от типа старения изменяется скорость структурных изменений. Поэтому искусственное старение более предпочтительно, так как оно позволяет повысить производительность работ. Подбор температуры и времени обработки зависит от свойств материала и характеристик легирующих компонентов.
Правильное сочетание уровня нагрева и времени выдержки позволяет повысить прочность и пластичность. Такой процесс называется стабилизацией.
Дальнейшие процессы, происходящие при травлении щелочью
Во время данного процесса постепенно количество едкого натра становится меньше. И таким образом уменьшается и скорость самого протекания процесса, но повышается вязкость.
При условии, что в емкость совсем не добавлялось едкого натра, реакция может очень сильно замедлиться. Но в итоге коричневатый или чистый раствор для травления алюминия становится белым.
И с этого момента скорость процесса повышается.
В результате реакции в осадок выпадает гидрат окиси алюминия, который выглядит как суспензия. А также выделяется едкий натр, который также необходим, чтобы процесс травления продолжался.
Виды травления
Представим распространенные способы. Большинство из них можно реализовать в домашних условиях. Но необходимо придерживаться правил безопасности – дело будем иметь с химикатами.
Электролитическое
Второе название – гальваническая обработка. Проще всего применять эту технологию на мелких деталях, когда необходимо срочно очистить поверхность. Суть процедуры следующая: наводится солевой или кислотный электролитический раствор, в него помещается заготовка. Затем подается разряд. В зависимости от того, как он заряжен, различают травление:
Катодное. В среде с добавлением химических элементов на катоде образуется водород в виде газа – с его выделением проходит реакция. Он насыщает жидкость и вступает в реакцию со сплавами, убирая окалину. Следует учесть, что при этом страдает прочность поверхности, она становится более хрупкой, поэтому тонкие стальные листы так лучше не обрабатывать. Подходящие материалы – сталь с высоким уровнем углерода, образцы после термообработки.
Анодное. Применяется чаще. На аноде происходит отрыв оксидной пленки с выделением кислорода. Все «лишние» частицы расплавляются в растворе. Верхний слой приобретает небольшую шероховатость
Есть вероятность потери чрезмерно большого количества металла, важно не передержать изделие в емкости под напряжением.
Химическое
Если предыдущий вариант отлично подходил для стали, особенно для углеродистой, то эта процедура имеет те же цели, но совсем другую публику. К обработке можно приступить, если в руках находится:
- чермет;
- нержавейка;
- титан;
- алюминий.
Подойдут: H2SO4, HCl, HNO3. Длительность погружения в ванночку зависит от концентрированности состава и степени загрязнения заготовки. Интервал достаточно большой – для косметической чистки тонкостенного изделия может понадобиться всего 1 минута, а для толстой чугунной детали – до 2 часов.
Технология проста. Есть металл. На нем образовалась оксидная пленка, которую нужно убрать. Кислоты через поры проникают под окисление и взаимодействуют со стальной поверхностью. В ходе химической реакции с железом выделяется водород. Он отталкивает загрязнение. Но также может повредиться металлическая поверхность. Избежать этого можно, если предварительно обработать деталь специальными ингибиторами ржавчины.
Плазменное
Процедура также происходит в среде химикатов. Но возбуждает химическую реакцию поток плазмы, сгенерированный на основе инертных газов (с содержанием фтора). Они, вступая во взаимодействие с коррозией (или с кремнием), не трогают само железо. Это очень точный метод, но он требует специального оборудования. Степень точности – до 10 наномикрон.
Посмотрим видео на эту тему:
https://youtube.com/watch?v=s4e3stJS2Xg
Гальваническое
Это очень быстрый способ, поэтому он получил популярность, особенно у тех, кто проводит его дома. Скорость – не единственное преимущество. Другие достоинства:
- достаточно четкие границы, контуры;
- не требуются кислоты, поэтому для человека это более экологичный метод.
Сперва определимся с составом жидкости для погружения, она зависит от материала заготовки:
| Вещество | Протрава |
| Сталь, железо | Смесь нашатыря и железный купорос |
| Медь, бронза, латунь | Раствор медного купороса |
| Цинк | Цинковый купорос |
Погружная ванночка обязательно должна быть из диэлектрика. Например, стеклянная банка для мелких деталей.
Кладем элемент в емкость, наливаем средство с хорошими проводящими качествами. Анод прикрепляем к изделию. Обязательно понадобится источник энергии. Процедура занимает не более 2 минут, затем следуем промыть образец под водой.
Художественное
Процедура подходит для травления ножа в домашних условиях. Процесс очень распространен среди реставраторов и ценителей оружия. С его помощью можно сделать гравировку, набить инициалы владельца или добавить живописные узоры.
Операция очень проста. Можно использовать любой из вышеперечисленных методов, но быстрее и безопаснее всего – гальванический. На поверхности металла следует оставить трафарет из скотча. Сделать его просто с помощью хорошего струйного принтера. Когда необходимые участки защищены (следите, чтобы под лентой не оставалось следов воздуха), можно проводить классическое травление.
Посмотрим на фото:
https://youtube.com/watch?v=CdfOn_iTw-4
https://youtube.com/watch?v=eJA8AlczmsQ
https://youtube.com/watch?v=WFM20LdZhCw
Особенности способа
Подготовка рисунка (надписи)
Все, что требуется, несложно найти в интернете и скопировать. Для тех, кто владеет компьютерной графикой – вообще не проблема. Главное, чтобы под рукой был принтер для распечатки.
- Придется делать зеркальное преобразование изображения. Для такой технологии принтер можно использовать только лазерный. Другой тип устройства не подходит. Бумага понадобится не обычная, а тонкая глянцевая. Как вариант – пленка самоклеющаяся. В этом случае заправлять нужно так, чтобы оттиск пришелся на подложку. Можно ее закрепить и на стандартной (офисной) бумаге кусочками этой пленки. Режим «яркость» принтера – на максимум.
После распечатки изображение аккуратно вырезается.
Внимание! Работу следует проводить в перчатках, чтобы исключить контакт пальцев с рисунком
Термообработка
Заключается в проглаживании трафарета утюгом. Сложность в том, что и время, и температуру нагрева придется подбирать экспериментально. Общая рекомендация – не более 2-х минут при максимальном разогреве утюга.
Охлаждение
После того, как температура металла опустится до комнатной, трафарет снимается.
Далее – травление металла. Один из вариантов этой технологии описан выше.
Остается лишь добавить, что методик гравировки своими руками достаточно много – и с помощью растворов, и без них. Ведь разговор шел о металлах, без указания, каких конкретно – сталь это, латунь или иное. Приведенные выше способы – одни из наиболее распространенных и доступных для реализации своими руками. Как правило, они используются для нанесения гравировки на стальные изделия. Кто захочет освоить буквально все практикующиеся в домашних условиях технологии, без труда найдет соответствующую информацию.
Тысячи лет назад человечество освоило способ рисунка на металле. Способ основывался, как снятие верхнего слоя поверхности вещества подручными способами. Появление в обиходе человека металла, появилась необходимость освоении нового ремесла – гравировки.
Новейшее оборудование и технологический процесс позволяют создавать красивые, уникальные вещи. Станочный способ предполагает работу в автоматическом режиме, что существенно экономит время. Для домашнего вида работ, достаточно освоить способы художественного дела. Перенос рисунка возможно произвести лазером или специальной машинкой.

Приступаем к нанесению рисунка на стальное лезвие кухонного ножа
Для начала нужно найти в сети интернет рисунок, который можно разместить на клинке. В любом графическом редакторе его следует уменьшить до такого размера, чтобы он поместился на лезвии и распечатать. При помощи ножниц необходимо вырезать изображение.
Далее в блюдце наливается небольшое количество спирта, достаточное для того, чтобы распечатанная картинка полностью погрузилась в него. В спирте рисунок должен лежать до тех пор, пока бумага не пропитается. Это будет заметно по изображению, которое проступит на обратной стороне листка. Не стоит бояться передержать его в спирте – ничего плохого с рисунком не произойдёт, даже если он пролежит в блюдце сутки, он не потечёт и не расплывётся.
Рисунок нужно хорошенько вымочить в спирте, прежде чем приступать к его переносу на клинок
Использование утюга: здесь потребуется аккуратность
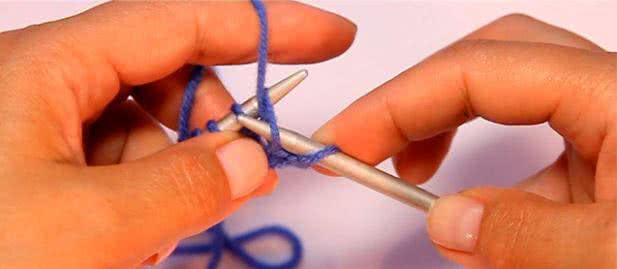
Ту часть клинка, на которое планируется перенести изображение, нужно обильно полить спиртом. После этого аккуратно берём бумажку с изображением и размещаем её на лезвии ножа распечатанным рисунком вниз. В это время его ещё можно поправить, не боясь смазать. Здесь следует учитывать то, что, начав работать нагревательным прибором, ничего подправить уже не удастся.
Размещаем рисунок в нужном месте клинка, поправляем его положение
Когда рисунок уложен так, как нужно, начинаем прогревать его утюгом, включённым на максимальную температуру. При выполнении этой работы следует быть предельно аккуратным, чтобы не сдвинуть листок. Дело в том, что даже чуть нагревшаяся бумага, если её пошевелить, смажет изображение, испортив его.
Прогрев производится в течение 3-4 минут, пока листок не высохнет полностью. При этом лучше переусердствовать, дольше прогревая клинок, чем прекратить работу утюгом, когда бумага ещё полусырая.
Прогреваем рисунок утюгом до полного высыхания спирта
Охлаждение клинка и удаление уже ненужной бумаги
Когда спирт полностью испарился, а клинок разогрелся, необходимо как можно быстрее его остудить. Именно для этого у меня и был припасён таз с водой, которая была охлаждена при помощи льда. Клинок ножа опускается в ледяную воду на 20-30 секунд. Необходимо следить за бумагой, ожидая, когда она полностью пропитается, теперь уже обычной водой. После того, как это произошло, начинаем медленно двигать по ней пальцем. Бумага скатывается и отслаивается.
Торопиться в этом случае не стоит – велика вероятность того, что клинок остыл не полностью, и рисунок будет повреждён.
Клинок охлаждается в ледяной воде, после чего с него аккуратно удаляется бумага
Гальванический метод
Второй способ травления – гальванический. Он более простой и по времени происходит намного быстрее. А в результате получается очень качественная поверхность изделия, четкие контуры рисунка (при художественном способе, как разновидности гальванического).
Особенность данного метода заключается в том, что в нем применяют источник электрической энергии (4-5 В).
Также понадобится ванна такого размера, чтобы в нее поместилось изделие из алюминия. Материал, из которого изготовлена ванна, должен быть диэлектриком. Состав ванны для травления алюминия – это раствор медного купороса и поваренной соли.
Перед началом процесса заготовку необходимо очистить, а также обезжирить. Далее припаять оловом к изделию медную проволоку и опустить ее в раствор едкого натра, а потом – в раствор серной кислоты. Через 2 минуты достать и промыть под потоком горячей воды. Запрещено в этот момент изделие трогать руками.
Если некоторые участки заготовки травить не нужно, на них наносится мастика. После этого можно начинать сам процесс.
В данном методе применяются две так называемые опоры, которые необходимо присоединить к аноду (положительный заряд) и катоду (отрицательный) источника электроэнергии
Важно, чтобы эти опоры располагались поперек ванны. На опору с анодом крепится заготовка из алюминия, а на вторую – заготовка из другого металла
Все это опускается в ванну и выдерживается определенное количество времени. После этого промывается скипидаром и дообрабатывается шлифованием и полированием.
Техника безопасности при травлении
При проведении травления металла домашних условиях требуется соблюдать правила техники безопасности. Таким образом можно защитить свой организм от возможного негативного влияние химикатов. Правила и рекомендации:
- Проводить работы нужно в помещении с хорошей вентиляцией.
- Нельзя лить воду в кислоту. Можно наливать кислоту в воду.
- Если для травления используется гальванический метод, требуется проверить оборудование для обработки на наличие поломок и неизолированных участков.
- Чтобы не получить ожогов, необходимо использовать респиратор, защитные перчатки и очки.
- В мастерской должен присутствовать огнетушитель.
При попадании кислоты на кожу, поражённый участок требуется промыть раствором соды. Щелочи смываются разбавленным уксусом.
https://youtube.com/watch?v=0TFidI4B0lg
Травление металла применяется на производстве и в домашних условиях. Это процесс позволяет создавать разнообразные рисунки на металлических и стеклянных поверхностях
Однако при работе с кислотами и щелочами требуется уделять особое внимание безопасности организма
Методы отжига алюминиевых листов
Отжиг алюминиевых сплавов не является обязательным к применению. Но в некоторых случаях без этого способа термообработки невозможно достичь желаемых характеристик материала.
Причиной применения отжига может стать особое состояние сплава, которое может выражаться в понижении пластичности материала.
Применение отжига рекомендуется при наблюдении трех типов состояний:
- Свойственное литым изделиям неравновесное состояние связано с разницей температурных режимов. Скорость охлаждения литых изделий значительно превышает рекомендуемую, при которой достигается эффект равновесной кристаллизации.
- Пластическая деформация. Такое состояние может быть вызвано технологическими требованиями к характеристикам и форме готового изделия.
- Неоднородная структура материала, вызванная иными методами термообработки, в том числе закалкой и старением. В таком случае происходит выделение одного из легирующих компонентов в интерметаллидную фазу, сопровождающуюся перенасыщением компонентов.
Вышеуказанные проблемы могут устранятся методом отжига. Нормализация структуры и состояния алюминиевого сплава сопровождается повышением пластичности. В зависимости от типа неравновесного состояния подбираются различные методы отжига.
На сегодняшний день выделяют три режима отжига:
- Гомогенизация. Предназначен для обработки литых слитков. В процессе термической обработки слитков при высоких температурах достигается равномерная структура. Это позволяет упростить процесс проката с уменьшением количества производственных расходов. В некоторых случаях может применяться для повышения качества деформированных изделий. Температура отжига соблюдается в пределах 500 градусов с последующей выдержкой. Охлаждение можно проводить несколькими способами.
- Рекристаллизация. Применяется для восстановления деформированных деталей. При этом требуется предварительная обработка прессом. Температура отжига варьируется в диапазоне от 350 до 500 градусов. Время выдержки не превышает 2-х часов. Скорость и способ охлаждения не имеет особых рамок.
- Гетерогенизация. Дополнительная отжиг после других методов термообработки. Этот метод необходим для разупрочнения алюминиевых сплавов. Данный метод обработки позволяет понизить степень прочность с одновременным повышением уровня пластичности. Отжиг производится примерно при 400 градусах Цельсия. Выдержка обычно составляет 1-2 часа. Этот тип отжига значительно улучшает эксплуатационные характеристики металла и повышают степень сопротивления коррозии.
Применение аэрографии в дизайне ландшафта территории

Веселая картинка, невозможно не улыбнуться
Нанесение краски методом распыления при помощи специального прибора – аэрографа, носит название аэрография. Что в переводе дословно означает — воздушная кисть. Прибор позволяет выполнить рисунок на заборе из любого материала, так как краска распыляется сжатым воздухом, под давлением.
Этот метод позволяет декорировать материалы, не поддающиеся окраске обычной кистью или валиком.
Рисунки, выполненные методом аэрографии чрезвычайно реалистичны и эффектны. Метод позволяет выполнять самые тонкие градации тона и ретуши, которых не позволяет достичь никакая другая техника живописи.
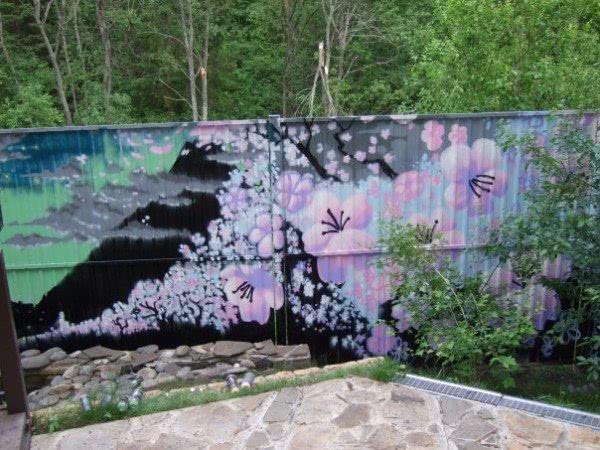
Нежная палитра весенних красок
Конечно, цена на такое оформление ограждений довольно высокая. Но это оправдано эксклюзивностью и красотой оформления. Методика довольно новая и берет начало в молодежном искусстве улиц – граффити.
Но благодаря работе профессиональных художников простые рисунки превращаются в удивительно реалистичные и стильные картины.
Совет. Самостоятельно такие рисунки, как на фото,воспроизвести вряд ли получится. Поэтому лучше обратиться к профессионалам.
Но существуют и другие, более простые методики, которые позволяют выполнить рисунки на заборах своими руками.
Особенности гравировки на обручальных кольцах
С давних времен отличительной особенностью обручальных колец является гравировка. Подход к надписи либо рисунку происходит индивидуально, согласно предпочтению заказчика. Наиболее распространенными способами являются углубленный либо рифленый метод. Наиболее распространена работа ручным способом на ювелирных изделиях. Ювелирами предлагается множество вариантов написания текста, а также способов отображения. Сложность работы оценивается индивидуально с каждым заказчиком.

Гравировка на обручальных кольцах
Распространенным способом также является лазерная гравировка. Лучом выжигается верхний слой металла, скрепляется лаком
Важно помнить, что подгонка по размеру уже готового изделия практически невозможна, необходимо заранее определиться размером и типом продукта
Принцип работы
Основные этапы работы ЭМ:
Очистка обрабатываемой поверхности от грязи, жира и оксидной пленки. Это нужно сделать для увеличения проводимости металла и возможности использования сравнительно небольшого рабочего напряжения в пространстве между электродами.
Внимание! Если проводимость металла будет низка (например, из-за загрязнения его поверхности), то потребуется увеличение рабочего напряжения
А это приведет к малой скважности разряда и более грубым следам обработки на металле. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля
Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля.
Внимание! Часто в комплект поставки ЭМ входит особая металлическая пластина. На ней удобно размещать деталь и подключать к ней кабель питания. Покрытие поверхности металла однородным слоем минерального масла
Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания
Покрытие поверхности металла однородным слоем минерального масла. Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания.
Внимание! Категорически не рекомендуется использовать вместо минерального масла другие жидкости, например, воду или вовсе электролиты
На приборе выставляются стартовые рабочие характеристики тока: 30 В, 40 мА.
Внимание! Большинство современных ЭМ относится ко второму классу электробезопасности
Необходимо тщательно соблюдать стандартные предосторожности при работе с электрооборудованием. Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Регулируется частота колебаний вибратора (согласно инструкциям производителя).
Производится тестовое касание детали рабочей частью ЭМ. В зависимости от необходимых параметров наносимых лунок меняются настройки прибора.
Внимание! На большинстве современных ЭМ присутствует защитный экран — он предотвращает поражение глаз ярким светом электрической искры. Но надеяться только на него не стоит, как и проявлять излишнюю беспечность. Производится собственно нанесение цифровой, буквенной или иной информации на поверхность
При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность. При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Внимание! Нормальный износ рабочего электрода не должен превышать 0.2 мм за одну обработку среднего объема. При более интенсивном износе электрода нужно изменить рабочие параметры в сторону их уменьшения.. После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали
Ее поверхность очищается от масла.
После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали. Ее поверхность очищается от масла.
https://youtube.com/watch?v=mdMUTilhzm4
Основные виды гравировки на металле
Ремесло под названием гравировка появилось множество столетий назад. Предметы и украшения, выполнение с индивидуальной гравировкой передаются поколениями. Гравировка на металле позволяет придать изделию индивидуальный вид и уникальность. На практике имеется несколько видов гравировки.
Ручная гравировка появилась самой первой, пользуется спросом при выполнении ювелирных украшение по сей день. Детали, имеющие неровную поверхность обработать машиной практически невозможно. Нанесение надписей на кольцах и других украшениях выполняется в основном ручным способом. Инструментом для работы служит штихель, небольшая стамеска с заостренным концом. Гравировка ручным способом делает приятным внешний вид, добавляет стоимости. Минусами данного способа стоит отметить высокую цену, выполнение работ требует необходимых профессиональных навыков и мастерства.
При механическом способе применяется специальный станок, используемый инструмент спец фреза, которая снимает часть верхнего слоя с поверхности изделия. Простая работа, а также невысокая ее стоимость сделали данный способ практически самым распространенным. Поверхность изделия должна быть максимально ровной и соответствовать размерам станины при оборудовании. Материалы повышенной прочности обрабатываются инструментом с алмазным напылением.
Лазерная гравировка на металле более новый способ обработки изделий. Быстрота работ, доступность технологий сделали метод наиболее используемым видом. Изделие принимает необходимый рисунок или надпись путем выжигания при гравировке лазером.
Данный вид имеет несколько минусов, одним из них является то, что надпись или рисунок быстро стираются с продукта. На ювелирных изделиях лазерная гравировка смотрится эстетично, качество работы зависит от инструмента и квалификации мастера.
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук
Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.

Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.