Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия
Особенности сварки профильных труб.Электродуговая сварка
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
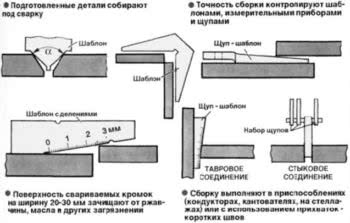
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры. Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
- Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются. С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Сварка оцинкованных труб электродами

Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, который увеличивает срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавейки и по техническим характеристикам им не уступят. Но есть негативный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Какие технологии применяют
Учитывая все выше упомянутые минусы сваривания оцинкованных труб, были разработаны две специальные технологии, в которых процесс сварки проводится так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом – флюсом, который закрывает собою стык и не дает цинку выгорать, то есть, переходить в газообразное состояние.
Он на себя оттягивает часть тепловой энергии, а внутри под флюсом цинк расплавляется и становится вязко-жидким. Этот металл обволакивает собою соединение двух оцинкованных труб, равномерно покрывая их концы. Защитный слой, таким образом, не нарушается.
Во второй технологии используют специальные электроды, которые могут выдерживать ток большой силы. В основе этого метода лежит позиция сокращения времени сварки, в течение которого цинк не успевает испаряться.
То есть, процесс сварки производится настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превращаться в газ.
Эти технологии сегодня используется повсеместно, когда дело касается сварки именно оцинкованных труб. И не только тех, которые собираются в трубопроводы для газа или в несущие конструкции в строительстве.
https://youtube.com/watch?v=po6Q8Vds3dg
В водопроводе под действием проточной воды цинк растворяется и частично выводится наружу. Так что для здоровья человека он опасности не несет.
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.
То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Применение газовой горелки
Соединить две оцинкованные трубы можно с помощью газовой горелки. Все чаще используют технологию под маркировкой «UTP», которую в свое время изобрели немцы.
Для этого они использовали флюс марки «HLS-B», защищающий цинковое покрытие от выгорания. Сегодня предлагаются по этой технологии стержни марки UTP-1 – это медно-цинковый припой в виде прутка толщиною 2 мм. С его помощью можно варить не только изделия из оцинковки, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентично той, которую применяют для сварки оцинкованных труб электродами. Но есть определенные особенности и нормы, которые устанавливают ГОСТы и СНиПы.
Номер грелки выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм.
- Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
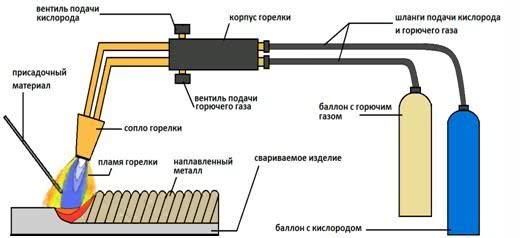
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
https://youtube.com/watch?v=at2kJkWhXU8
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала. электроды для тонкостенного материала

электроды для тонкостенного материала
Метод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.
Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться – это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх – это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу – что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.
Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
https://youtube.com/watch?v=r7BE9jmfQB0
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке:
Общие рекомендации
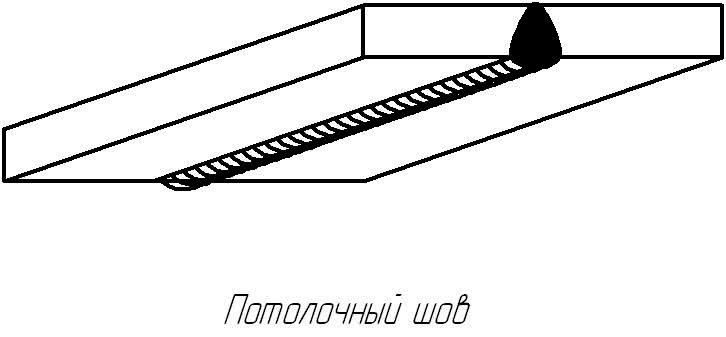
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Способы варки потолочных швов
Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Обратно-поступательный способ
Какими электродами варить профильную трубу 2 мм, советы профессионала
Профильные трубы квадратного или прямоугольного сечения со стенкой 2 мм пользуются хорошим спросом у населения, в быту с их помощью изготавливают различного вида строительные конструкции (беседки, парники), организуют ограждения, делают каркасы для навесов и козырьков. Основным методом их соединения является электродуговая сварка, и если домовладелец приобрел сварочный аппарат и не имеет опыта в проведении сварных работ, перед ним сразу встанет вопрос — какими электродами варить профильную трубу 2 мм.
Помимо выбора подходящих электродов, качество сваривания профильных труб во многом зависит от соблюдения технологии, выбора правильных режимов работы аппарата, знания основных приемов и методов, облегчающих производство электросварочных работ новичком.

Рис.1 Применение конструкций из профильного проката
Правила сварочных работ при монтаже фермы
При наличии сварочного оборудования и опыта работы с ним, изготовление стропильной системы или боковых усиливающих элементов для каркасного строения хоть и займет немало времени, но большого труда не составит. Кроме того, по сравнению с конструкцией, собранной при помощи фасонных элементов или уголков в сочетании с болтами, сварная прочнее и легче.
Однако необходимо соблюдать правила выполнения сварочных работ:
- Сначала нарезают все элементы будущей фермы в соответствии с чертежами и расчетами, и только после этого приступают к сборке.
- Нарезанные трубы очищают от пыли и мусора, срезы выравнивают и убирают крупные заусенцы.
- Перед началом работ нужно позаботиться о пожарной безопасности рабочего места: приготовить средства пожаротушения, убрать легковоспламеняемые предметы и горючие вещества.
- Нельзя использовать сварочный аппарат без средств защиты: маски или очков, перчаток и одежды из негорючих материалов.
- Так как для возведения даже небольшого козырька или навеса нужны минимум две одинаковых фермы, следует продумать, как добиться их полной идентичности. Есть два способа: изготовление шаблона и нанесение разметки. В качестве шаблона может выступать первая из сваренных конструкций, а разметку можно нанести на земле, асфальте, полу мастерской. После выполнения каждого сварного шва конструкцию прикладывают к шаблону или разметке и сверяют правильность выполнения соединения.
- Готовое изделие не должно иметь перекосов, поэтому в ходе работ взаимное расположение элементов постоянно контролируют при помощи угольника, уровня и отвеса.
- Если после выполнения стыковки элементов обнаружены перекосы, зазоры или иные недочеты, их необходимо исправить сразу, так как сделать это после установки фермы на место эксплуатации будет сложно.
- Готовые фермы складывают стопкой друг на друга и проверяют на идентичность.
Какими должны быть швы?
Электрическая сварка труб.
Трубы варят с соблюдением условий и требований, удобства работы
Важно предусмотреть, каким будет движение дуги, в каком направлении начать работу. Следует сразу определить направление и величину дуги
Если она будет длинной, то металл во время плавления окислится, начнет азотироваться, а по рабочей поверхности разбрызгаются капли. Шов при этом получается не столь хорошего качества, он становится пористым, для водопровода он совершенно не подходит.
При проведении сварочных работ надо учесть, что движение дуги может осуществляться по трем направлениям:
- Движение поступательное по оси электрода. В данном случае дуга сварки поддерживается в оптимальном состоянии, качество шва получается отличное. В пространстве между электродом и сварочной ванной наблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. Электрод во время сварки надо постоянно перемещать вдоль его оси, чтобы расстояние сохранялось одинаковое, а длина дуги была постоянной.
- Если перемещение продольное, то по оси сварочного образующегося шва будет появляться валик нитевидной формы. Толщина образующегося шва будет зависеть от скорости движения электрода. Валик имеет ширину, которая примерно на 2-3 мм больше, чем диаметр используемого электрода. Сам валик является сварным швов, но он узкий, его недостаточно для создания прочного соединения, когда соединяются два отрезка трубы. Чтобы сделать шов более прочным и широким, во время движения необходимо электрод перемещать таким образом, чтобы он двигался еще и по горизонтали, т.е. поперек будущего шва.
- Поперечное движение тоже применяется во время сварки. Требуется выполнять возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая различна, она определяется в индивидуальном порядке. На ширину шага оказывают влияние различные факторы. Это размер, положение будущего шва, характеристика материалов, которые свариваются, требования, которые предъявляются к соединению. Электросварка обычно обеспечивает ширину шва 1,5-5 раз больше, чем диаметр электрода.
Когда выбирается направление движения, необходимо учитывать, что две трубы должны иметь кромки. Они полностью проплавляются, шов должен получиться прочным и надежным, чтобы он смог выдержать планируемые нагрузки.
Удаление шлака
После того как соединение между двумя трубами закончено, необходимо дать шву остыть, потом можно осмотреть его состояние. По большей части требуется его зачистка от образовавшегося шлака. Он образуется в процессе сваривания, когда флюс на электроде сгорает. Проверить это не так сложно, после остывания надо постучать по шву молотком. Если шлак есть, то он отлетит, под ним откроется блестящий и чистый шов, остающийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину в 2-3 см. Если все получается чисто и аккуратно, то можно начинать работы по свариванию трубопровода из металла.
Электросварка не так сложна, как это может показаться, но важно правильно соблюдать все этапы и требования. Следует выбрать только качественное оборудование и прочие инструменты
После этого выбирается тип самой сварки и шва. Не стоит забывать про использование средств защиты рук, лица и глаз.
Выбор фермы, в зависимости от уклона ската
Выбор конструктивного варианта во многом определяется уклоном ската:
- 22-30°. Для формирования скатов со значительным уклоном обычно используются треугольные фермы. Их высоту – длина пролета, разделенная на 5.
- 15-22°. Высота принимается равной длине пролета, разделенной на 7. Для возможности увеличения высоты ферменной конструкции используют варианты с ломаным нижним поясом.
- До 15°. Обычно применяют каркасы трапециевидной формы с решеткой треугольной конфигурации. Высота ферменного блока в таких случаях определяется делением длины пролета на число, находящееся в диапазоне от 7 до 9.
Электродуговая сварка

Сварка профильных труб таким способом считается самым удобным и потому востребованным. Особенностью электродуговой сварки является возможность работы сварочного аппарата и электрода в труднодоступных местах.
Для выполнения работ потребуется сварочный аппарат и электроды. Оборудование можно взять напрокат в специализированном магазине или на производстве. Помимо инструмента и электродов стоит запастись защитной одеждой (включая маску) и специальными фиксаторами для профилей.
Дуговую сварку можно выполнять при помощи различных способов:
- Соединение встык;
- Шов внахлест;
- Соединение тавровое;
- Шов под удобным углом.
Выбираем электроды для дуговой сварки

Те, кто не знают, как варить профильную трубу, должны понимать, что качество сварного шва полностью зависит от правильности выбора электрода. При этом стоит помнить, что сечение электрода играет немаловажную роль в сварке туб того или иного диаметра. Так, слишком тонкий электрод будет прерывать горение, а электрод большого сечения способен прожечь тонкостенную трубу.
Диаметр электрода зависит от толщины стенок трубы:
- Для тубы сечением до 2 мм — электрод 1,5 мм диаметром;
- Для тубы сечением 2-3 мм — электрод 2 мм;
- Трубы с сечением 4-6 мм — электрод толщиной 4 мм.
При этом стоит знать, что электроды бывают плавящимися и неплавящимися. С последними необходимо обязательно использовать специальные присадки, выполненные из сплавов олова, латуни и других мягких металлов с примесями фосфатов.
Технология сварки оцинкованной трубы
Выполняем дуговую сварку

Сварка профильных туб выполняется в специальном помещении. Предварительно необходимо зачистить и обезжирить концы свариваемых труб. Если толщина стенок тубы превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Такая кромка позволит сформировать шов в несколько слоёв, что сделает стык более крепким и надёжным.
- Детали закрепляют на специальном столе.
- Если сечение труб более 10х10 мм, то рекомендуется нанести точечные прихватки в нескольких местах и только после этого варить трубы.
- Сварку выполняют со скоростью, которая позволяет плавить металл, но не допускает протекание его во внутренний просвет труб. При этом электрод можно двигать елочкой или слева-направо и справа-налево.
Достоинства и недостатки профилированных труб
Среди главных преимуществ профильных изделий, используемых в производстве ворот, эксперты выделяют:
- невысокую цену;
- высокую прочность при легком весе;
- возможность самостоятельного монтажа (металлопрофиль легко режется, сваривается и соединяется самонарезающими шурупами).
На участке
К недостаткам профильных изделий относят:
- подверженность ржавлению при взаимодействии с атмосферными осадками, обусловливающими образование коррозии;
- неудобство в грунтовании и окрашивании поверхности трубопроката, что влечет за собой увеличение временных затрат на установку труб.
Фигурный металлоштакетник