Что такое печатная платa
Печатная плата внешне представляет собой пластину диэлектрика. На поверхности изделия расположена электросхема. Пластина из диэлектрика необходима для соединения электронных составляющих. Выводы компонентов платы спаивают с частями проводящего рисунка.
Рисунок электросхемы выполняют из фольги на прочной изолирующей поверхности. Для монтирования планарных и выводных элементов в печатной плате проделывают специальные отверстия и площадки. Фольга в плате расположена на нескольких слоях, поэтому электрическое соединение с ней обеспечивают переходные отверстия. Внешняя поверхность платы покрыта защитным слоем (паяльной маской) и метками (дополнительная графика и текст согласно с конструкторскими документами).
Классификация печатных плат согласно количеству слоев фольги с рисунком:
- односторонние;
- двухсторонние;
- многослойные (соединение нескольких пластин с одним или двумя слоями).
ВАЖНО! Количество слоев увеличивают в зависимости от степени сложности монтажа проекта
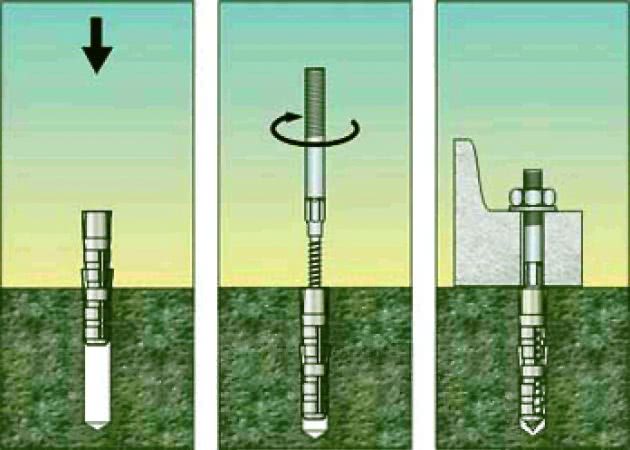
Способ первый (один из самых популярных)
В 250 миллилитров воды необходимо растворить 200 грамм хлорного железа. Данного раствора хватит для травления платы средней площадью около 200 кв.сантиметров. Если под рукой нет хлорного железа, его возможно приготовить самому
Для этого нужно в 200 миллилитров соляной кислоты (очень осторожно!) засыпать примерно 10-15 грамм мелких железных опилок
По завершению химической реакции, раствор еще отстаивают пару дней до возникновения бурой окраски. После этого раствор хлорного железа можно применять. Ориентировочное время травления печатных плат до 200 кв. сантиметров составляет 30 минут.

Способ второй как травить печатную плату в домашних условиях
Печатную плату можно протравить в растворе азотной кислоты (очень осторожно!) с концентрацией менее 20%. По завершению травления, плату хорошо моют раствором пищевой соды. Сода нейтрализует азотную кислоту
При попадании азотной кислоты на кожу или одежду ее необходимо нейтрализовать раствором пищевой соды.
Помимо этого, кислота выделяет неприятный газ бурого цвета — окись азота, в связи с этим все работы при травлении печатных плат выполняют в хорошо проветриваемом месте. Примерное время травления печатных плат площадью 200 кв. сантиметров в растворе азотной кислоты при температуре 20 C 5-10 минут.
Преимущества травления в перекиси водорода и лимонной кислоте
Из полученного опыта можно сделать выводы что этот метод как и другие имеет свои плюсы и минусы, в нем есть как свои преимущества так и свои недостатки.
Основные преимущества:
- Легкодоступность — все компоненты без проблем находятся в ближайшей аптеке и продуктовом магазине.
- Относительная дешевизна — все компоненты для приготовления раствора стоят не дорого, менее 100р. (на момент написания статьи)
- Прозрачный раствор — получинный раствор получается прозрачный, это упрощает наблюдение и контроль за процессом травления.
- Травление происходит достаточно быстро и не требует подогревания
- Не пачкает сантехнику
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.

Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.
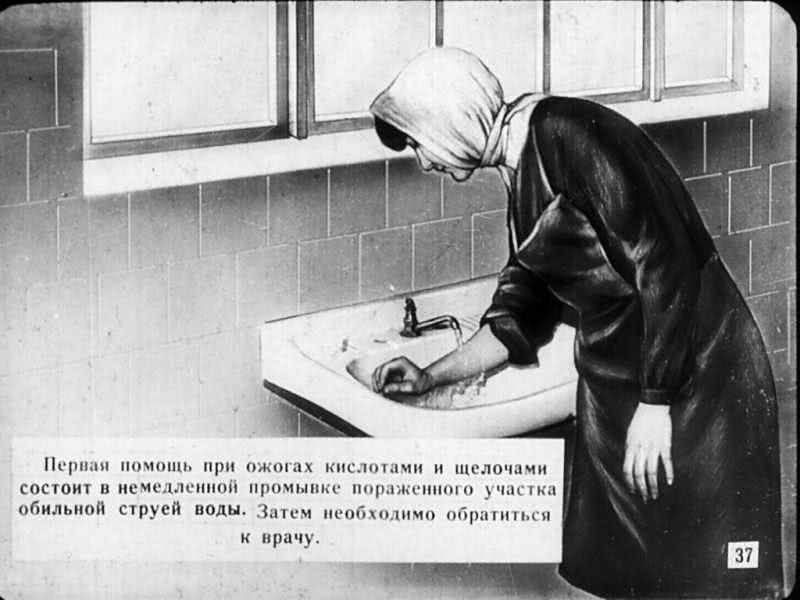
Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Всем привет!
Закупился лимонкой и поехал домой! и вот что у меня вышло:
а это уже мой видос)))
Теперь нужно придумать в какой посудине травить мачете))
До новых встреч))
Советы
- Маркировка
проводников на схеме и печатной плате облегчит монтаж, настройку и поиск
возможных неисправностей. Маркировку на печатную плату наносят вместе с
защитным слоем перед травлением. - Нанесение обозначений на печатную плату,
необходимых при монтаже, настройке и ремонте, можно значительно ускорить и
упростить, если использовать для этой цели пленку с переводимыми знаками
(деколь). Порядок изготовления печатной платы в этом случае обычный:
обезжиривание заготовки, нанесение рисунка и обозначений, травление с
последующей промывкой и просушкой. - Удобный скребок для ретуширования рисунка печатной
платы, нанесенного тушью или нитрокраской, получится, если в зажим
цангового карандаша вставить кусочек лезвия безопасной бритвы.|Хотите
работать слегка изогнутым лезвием — выберите цангу с нечетным числом
губок. - Если при
разработке рисунка печатной платы трудно обойтись без пересечения печатных
проводников, то один из проводников разрывают, а на концах разрыва
предусматривают контактные площадки с отверстиями. После изготовления
печатной платы в отверстия со стороны деталей паяют проволочную
перемычку. - Для
нанесения рисунка на плату можно использовать силикатный клей, который
затем сушат под лампой 4—5 мин. - Вместо краски в качестве защитного слоя при
травлении в азотной иди соляной кислоте можно воспользоваться раствором
канифоли в этиловом спирте. Для высыхания рисунка обычно достаточно
10 мин. - Снять тушь с
кальки можно тампоном, смоченным смесью клея БФ и уксусной кислоты в
соотношении 1 : 5. - Для макетирования схем на интегральных микросхемах
удобно использовать монтажные платы типа “слепыш”. На такой плате имеются
контактные площадки для пайки интегральных микросхем и для пайки
соединительных проводников. Установив микросхемы, с помощью тонкого
монтажного провода выполняют навесной монтаж
соединений. - Для снятия оксидной пленки с фольги и для ее обезжиривания удобно пользоваться
ученической чернильной резинкой. - Отверстия малого диаметра в тонких
платах можно сверлить иглой для швейных машин. При этом у иглы отламывают
ушко и затачивают режущие кромки, как у обычного сверла. Работать таким
«сверлом» следует на повышенных оборотах патрона
дрели. - Травление печатных плат можно производить в полиэтиленовом мешке. Плату помещают в
мешок и заливают раствором хлорного железа. Предварительно острые углы
платы закругляют, чтобы не повредить мешок. Покачивая мешок в процессе
травления, перемешивают раствор. Если необходимо работать при повышенной
температуре раствора, мешок помещают в сосуд с горячей водой, удерживая за
края. - Травление печатной платы в концентрированном растворе азотной кислоты занимает 1—5
мин. Работать нужно на открытом воздухе. Готовую плату тщательно промыть
теплой водой с мылом. - С двусторонней фольгированной заготовки при выполнении одностороннего печатного монтажа целесообразно
снять второй слой фольги (с целью экономии травящего раствора). Для этого
лезвием ножа аккуратно отделяют угол фольги и с помощью пинцета или
плоскогубцев снимают весь слой. - Время травления платы зависит от интенсивности
обмена раствора у поверхности фольги. Поэтому для ускорения травления
сосуд следует периодически покачивать. - Если подходящего сосуда для травления найти не
удается, можно поступить следующим образом. Вырезают заготовку с припуском
6—8 мм по периметру. После нанесения рисунка по краям заготовки со стороны
фольги формируют из пластилина бортик высотой 10—15 мм, В образовавшуюся
“кювету” заливают раствор хлорного железа. Сверлить отверстия для
установки деталей и под проводники в этом случае придется после
травления. - Очистить кювету, в которой многократно проводилось травление, можно с помощью
электролита щелочных аккумуляторов: кювету на несколько часов заливают
раствором, после чего промывают в проточной воде.
В чем минусы травления в хлорном железе
Раствор хлорного железа всем хорош, его не сложно приготовить и процесс травления бычно проходит живенько. При приготовлении очень легко разобраться с концентрацией, что называется «на глаз». Единожды приготовленного раствора хватает на десятки плат. Но в нем есть минусы которые очень мешают:
- Раствор не прозрачный, что затрудняет контроль за процессом. Приходится постоянно доставать плату из травильного раствора.
- Раствор хлорного железа очень сильно пачкает сантехнику. Каждый сеанс травления плат заканчивается процессом отшаркивания сантехники (раковины, ванны и всего с чем может соприкоснуться раствор ).
- Очень сильно пачкает одежду. При работе с хлорным железом следует одевать одежду которую будет не жалко выбросить, ведь раствор очень сильно въедается в ткань, так сильно что ее почти не возможно потом отстирать.
- Раствор агрессивно влияет на любой металл имеющийся поблизости, даже при хранении в негерметично таре ближайшие металлические предметы могут покрыться ржавчиной. Как-то закрыс банку с хлорным железом металлической крышкой (крышка была окрашена), через пару месяцев эта крышка превратилась в труху.
Как травили платы в прошлом?
Раньше, чтобы сделать печатную плату, требовалось приложить немало усилий. Сначала схема разводилась на бумаге, потом в заготовке проделывали отверстия, после чего переносили дорожки на фольгированный текстолит или гетинакс, используя при этом лакокрасочные изделия. После высыхания покрытия его отдирали, а плату погружали в емкость с лугом для вытравливания.
Труднее всего было травить плату. Так как для этих целей использовали луг на основе хлорного железа. В радиокружке такое средство не было дефицитным, а вот дома приходилось искать альтернативу, в качестве которой чаще всего выступал медный купорос.
Обработка платы несла в себе еще один секрет: плата травилась неравномерно. Некоторые дорожки разъедались, а местами поверхность недотравливалась. Все из-за неопытности умельцев или многократного использования лужного раствора.
Лимонная кислота
Такое воронение защитит металл от коррозии и придаст ему красивый черный цвет. Способ воронения стали с помощью лимонной кислоты используется достаточно давно, но подходит лишь для высокоуглеродистых металлов. Кроме того, следует знать, что воронение ножа в лимонной кислоте лучше проводить тогда, когда нож выполняет чисто декоративные функции, так как такой способ чернения металла не стойкий и при заточке все покрытие очень быстро сойдет.

Для того, чтобы провести чернение ножа с помощью лимонной кислоты, понадобится:
- лимонная кислота – 1 пакетик;
- вода, нагретая до 90 – 95 градусов;
- машинное масло;
- нож.
В стеклянную или нержавеющую посуду налейте горячую воду и растворите в ней лимонную кислоту в пропорциях 1/10, то есть на 1 часть лимонной кислоты 10 частей воды. Поместите в воду нож и оставьте его минут на 50. Периодически двигайте нож, так как образующиеся на его поверхности пузырьки будут препятствовать доступу воздуха и мешать процессу воронения. По истечении 50 минут сталь должна стать черного цвета, это означает, что процесс воронения подошел к концу. Осталось ополоснуть нож в чистой воде, смазать его машинным маслом и протереть насухо.
Такой способ воронения хотя и защищает металл от ржавчины, но носит, скорее, декоративный характер в силу того, что при малейшем воздействии, покрытие сходит и процедуру воронения ножа нужно будет проводить заново.
Механическое удаление ржавчины
С проблемой наличия ржавчины постоянно сталкиваются на заводах металлоконструкций.
Хранение металлопроката на базах происходит на открытом воздухе. Сырье подвергается воздействию влаги и воздуха, ржавый след образуется довольно быстро.
Ручные щетки для удаления ржавчины
При небольших объемах производства используют самые простые щетки с металлическим ворсом. Они различаются по жесткости щетины (проволоки), а также способу крепления в рукоятке.

Некоторые металлические щетки имеют покрытие на поверхности щетины из латуни. При обработке возникает эффект переноса медно-цинкового сплава на обрабатываемую деталь. Образующая пленка в дальнейшем защищает деталь от окисления.

Для безопасного выполнения работы детали фиксируют на верстаках в специальных приспособлениях или в тисках. Обязательно надевают защитные очки или маски. На руки надевают перчатки.
Механические щетки для обработки стальных изделий
При наличии электроинструмента или устройств с пневматическим приводом используют механические щетки. Их изготавливают в радиальном и торцевом исполнении.

Для установки в патрон электродрели или шуруповерта щетки оснащают цилиндрическим хвостовиком. При использовании углошлифовальной машинки (УШМ) на инструменте создается резьба М14. Ее наворачивают на приводной вал.
При кажущейся простоте работать с механическими щетками довольно сложно. Инструмент старается вырваться из рук. Поэтому используют специальные оправки и направляющие, они помогают рабочему удерживать в руках сложное техническое устройство.
При необходимости обрабатывать заготовку со всех сторон приходится ее позиционировать в разных положениях. Специальные фиксаторы позволяют жестко закреплять деталь на рабочем столе. Инструмент подносится к поверхности детали разными способами, что помогает вывести фрагменты ржавой пленки за пределы зоны обработки. Скорость воздействия может достигать нескольких метров в секунду.

Внимание! При механическом удалении ржавчины образуется большое количество металлической пыли. Поэтому необходимо защищать органы дыхания от ее попадания
Подразумевается, что у рабочего защищено лицо и руки.
Пескоструйные установки для удаления загрязнений и ржавчины
В крупносерийном и массовом производстве для обработки большого количества изделий и полуфабрикатов применяют пескоструйные аппараты. В качестве рабочего тела используется песок. Он направляется на поверхность деталей с высокой скоростью мощным воздушным потоком.

Песчинки ударяются о поверхность. Присутствующая ржавчина отлетает небольшими фрагментами. Так как скорость ударного воздействия довольно высокая, то процесс происходит довольно быстро. В течение нескольких секунд очищаются значительные площади. Деталь после подобной обработки приобретает металлический блеск.
Читать также: Устройство для дрели для вертикального сверления
Отработавший песок собирается в емкость. В нем присутствуют сбитые частицы ржавчины, они тоже используются в последующих процессах очищения стальных деталей.
Обработка в грохотах для очистки заготовок от ржавчины
На многих предприятиях очистку изделий и заготовки от ржавчины производят в грохотах. Это специальные машины (чаще всего ротационного типа), в них детали контактируют с абразивом (песком). В результате с поверхности оттирается ржавчина.

Обрабатываемые детали находятся внутри сетчатых вращающихся цилиндров. При вращении происходит скатывание деталей по поверхности. Высота падения зависит от диаметра, и угловой скорости вращения.
Производительность грохотов измеряется десятками тонн заготовок в течение часа. В домашних условиях изготавливают вибрационные столы. На них детали и абразив взаимодействуют между собой. Производительность ниже, но для условий домашнего производства достаточная.

Преимущества травления в перекиси водорода и лимонной кислоте
Из полученного опыта можно сделать выводы что этот метод как и другие имеет свои плюсы и минусы, в нем есть как свои преимущества так и свои недостатки.
- Легкодоступность — все компоненты без проблем находятся в ближайшей аптеке и продуктовом магазине.
- Относительная дешевизна — все компоненты для приготовления раствора стоят не дорого, менее 100р. (на момент написания статьи)
- Прозрачный раствор — получинный раствор получается прозрачный, это упрощает наблюдение и контроль за процессом травления.
- Травление происходит достаточно быстро и не требует подогревания
- Не пачкает сантехнику
Способы воронения
Существует три способа воронения стали:
- Холодное – когда изделие, подвергающееся воронению не испытывает на себе термического воздействия.
- Горячее – в процессе воронения изделие подвергается какой-либо термической обработке.
- Обработка окислителем – наиболее сложный для домашнего использования способ, так как необходимо не только использование химикатов, но и нагрев до высоких температур.
Теперь давайте рассмотрим подробней, какие же приемы по воронению ножа можно использовать в домашних условиях. Перед применением любого из способов необходимо обезжирить сталь спиртом и протереть насухо фланелью.
Записки программиста
Традиционно платы травят хлорным железом, как это ранее было описано в статье про лазерно-утюжную технологию. Однако хлорное железо имеет ряд недостатков. В частности, оно оставляет несмываемые пятна на одежде и мебели. Плюс к этому хлорное железо продается только в специализированных магазинах и стоит сравнительно дорого. Поэтому сегодня мы рассмотрим альтернативный и лишенный названных недостатков подход, заключающийся в использовании перекиси водорода, лимонной кислоты и поваренной соли.
Ничего из описанного далее я не придумывал сам, лишь отважно нашел через Google. Первоисточником, насколько я смог выяснить, является статья Безопасный общедоступный состав для травления меди в домашних условиях на сайте radiokot.ru, которую написал некто под ником Murlock в 2012 году
Впрочем, не исключаю, что такой способ травления плат мог быть независимо переоткрыт несколькими людьми. Статья классная и всячески рекомендуется к прочтению, здесь же я всего лишь привожу краткую выжимку.
Итак, нам понадобятся:
- 3%-ый раствор перекиси водорода. Баночка со 100 мл раствора была куплена в ближайшей аптеке за 12 рублей (0.21$);
- Лимонная кислота. Пакетик с 50 г лимонной кислоты обошелся мне в ближайшем продуктовом магазине в 35 рублей (0.60$);
- Поваренная соль. Есть в любой солонке и эффективно ничего не стоит;
Fun fact! Перекись водорода имеет срок годности, по истечении которого она перестает работать. Я проверял.
Эти компоненты смешиваются в стеклянной или пластиковой посуде в соотношении чайная ложка лимонной кислоты (это около 7.5 г) на 25 мл перекиси водорода, плюс чайная ложка соли. Количество соли не зависит от количества двух других реагентов, так как соль здесь выступает в качестве катализатора. Как следует перемешиваем и можно травить:

Раствор имеет приятный медицинский такой запах. Изначально раствор прозрачный, а в ходе реакции он становится голубым, при этом раствор может немного пузыриться. Медь растворяется полностью, без выпадения в виде осадка. По скорости реакция идет сравнимо со скоростью свежего раствора хлорного железа. Вытравить плату у меня занимало от 10 до 25 минут, в зависимости от количества меди, которую нужно вытравить. То есть, реакцию можно ускорить, предусмотрев в дизайне платы заполненные области.
Если вдруг вам интересно, что же такое я травил на приведенном выше фото — это была небольшая плата для прототипирования с DE9-портом:
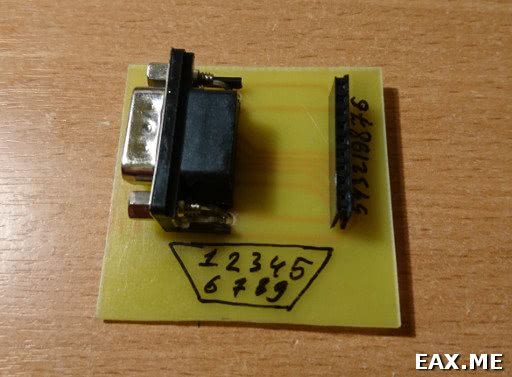
Плата была спроектирована в KiCad и перенесена на фольгированный стеклотекстолит с помощью фоторезиста. Естественно, на eBay по запросу в стиле «Breakout DE9 Male» можно найти и готовую плату.
Субъективно такой метод травления в разы приятнее, чем в случае с хлорным железом. Раствор не пачкается, реактивы всегда доступны рядом с домом и стоят копейки, реакция протекает быстро. В общем, теперь только так и травлю.
Дополнение: Есть, правда, и недостаток — раствор не хранится. Я проверил этот же раствор спустя неделю после приготовления, и он уже ничего не травит. Что же касается вытравленной платы, пример ее использования можно найти в посте Используем джойстик от Sega Genesis в проектах на Arduino.
А чем вы предпочитаете травить платы?
Метки: Электроника.
1Подготовка проектапечатной платы
Готовим проект печатной платы. Я пользуюсь программой DipTrace: удобно, быстро, качественно. Разработана нашими соотечественниками. Очень удобный и приятный пользовательский интерфейс, в отличие от общепризнанного PCAD. Бесплатна для небольших проектов. Библиотеки корпусов радиоэлектронных компонентов, в том числе и 3D модели. Есть экспорт в формат PCAD PCB, Gerber, в вектрный фаормат DXF, а также некоторые другие. Многие фирмы по производству печатных плат уже принимают проекты в формате DipTrace.
Проект печатной платы
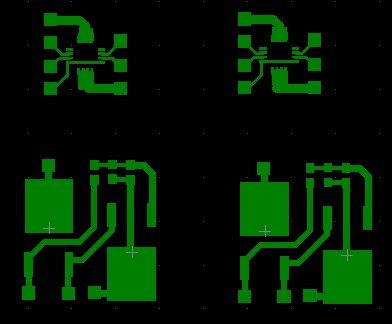
В программе DipTrace есть возможность увидеть будущее творение в объёме, что удобно и наглядно. Вот что должно получиться у меня (платы показаны в разных масштабах):
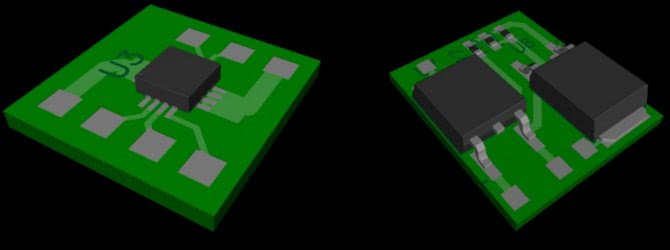
Трёхмерное изображение печатной платы
Почему появляется ржавчина
Любой металл рано или поздно покрывается ржавчиной Изначально в природе металлы добываются не в чистом виде, а в виде химических соединений: карбонатов, оксидов, сульфидов, гидроксидов. Это соединения содержат углерод, кислород, серу, воду и прочие компоненты.
Если бы металлы были изначально чистыми, ржавчина была бы им не страшна. Но таких ископаемых раз, два и обчелся – это золото, серебро, платина. Они не стремятся к созданию соединений, поэтому практически не взаимодействуют с окружающей средой, она не имеет на них большого влияния. Остальные металлы рано или поздно подвергаются коррозии, с которой приходится бороться.
https://youtube.com/watch?v=T4q8q_GQkcE
https://youtube.com/watch?v=L-eneNWgCd8
Способы удаления ржавчины с поверхности металла
Удалить ржавчину металла можно разными способами:
- Механическим путем очистить ржавчину стараются, используя щетки или абразивные материалы. Сравнительно невысокое сцепление окислов со сталью позволяет довольно эффективно их устранять с поверхности разных изделий.
- Химическими реагентами растворяют окислы. В результате взаимодействия Fe₂O₃ и FeO с кислотами образуются соли железа. Таким способом легко избавиться от окисной пленки.
- Термической обработкой добиваются нагрева всего изделия. Коэффициент теплового расширения металла и окислов различны, поэтому происходит отслоение поверхностного слоя ржавчины. Охлаждая металлическое изделие в потоке жидкости или воздуха, добиваются разрушения окисляющих покрытий. Они сами осыпаются вниз.
Реализуются способы с помощью разных устройств и реагентов.
Сквозная металлизация
Когда вы делаете двухстороннюю плату, возникает проблема объединения элементов на верхней стороне платы. Некоторые компоненты (резистор, поверхностные интегральные схемы) намного легче припаять, чем другие (например конденсатор со штыревыми выводами), поэтому возникает мысль: сделать поверхностное соединение только «легких» компонентов. А для DIP-компонентов использовать штифты, причем предпочтительнее использовать модель с толстым штифтом, а не с разъемом.
Немного приподнимите DIP-компонент над поверхностью платы и спаяйте пару штырьков со стороны припоя, сделав на конце небольшую шляпку. Затем надо припаять требуемые компоненты к верхней стороне с помощью повторного нагрева, причем при пайке дождитесь, пока припой заполнит пространство вокруг штырька (см. рисунок). Для плат с очень плотным расположением элементов необходимо хорошо продумать компоновку, чтобы облегчить пайку DIP-компонентов. После того, как вы закончили сборку платы, необходимо произвести двухсторонний контроль качества монтажа.
Для переходных отверстий используют быстромонтируемые связующие штыри диаметром 0.8 мм (см. рисунок).
Это самый доступный способ электрического соединения. Вам потребуется всего лишь точно ввести конец прибора в отверстие на всю длину, повторить тоже с другими отверстиями.Если вам необходимо произвести сквозную металлизацию, например, чтобы соединить недоступные элементы, или для DIP- компонентов (связующих штырей), вам понадобится система «Copperset». Эта установка очень удобна, но дорогостоящая (350$). Она использует «пластинчатые бруски» (см. рисунок), которые состоят из бруска припоя с медной втулкой металлизированной с наружной стороны. На втулке нарезаны засечки с интервалом 1.6 мм, соответствующие толщине платы. Брусок вводится в отверстие с помощью специального аппликатора. Затем отверстие пробивают керном, который вызывает перекос металлизированной втулки, и также выталкивает втулку из отверстия. Контактные площадки напаиваются с каждой стороны платы для присоединения втулки к контактным площадкам, затем припой удаляется вместе с оплеткой.
К счастью, эту систему возможно использовать для металлизации стандартных отверстий 0.8 мм без приобретения полного комплекта. В качестве аппликатора можно использовать любой автоматический карандаш диаметром 0.8 мм, модель которого имеет наконечник похожий на изображенный на рисунке, работающий намного лучше, чем настоящий аппликатор.Металлизацию отверстий надо производить до начала монтажа, пока поверхность платы совершенно плоская. Отверстия должны быть просверлены диаметром 0.85 мм, т.к. после металлизации их диаметры уменьшаются.
Заметим, что если ваша программа чертила контактные площадки таким же размером, что и размер сверла, то отверстия могут выходить за их пределы, приводя к неисправностям платы. Идеально, чтобы контактная площадка выходила за пределы отверстия на 0.5 мм.
Какие растворы для травления существуют
Для травления печатных плат существует множество различных растворов, среди которых есть популярные травильные смеси а есть и не особо популярные.
На мой взгляд наиболее популярный травильный раствор в радиолюбительской среде это хлорное железо. Почему это так я не знаю, может быть это сговор продавцов радиомагазинов которые специально предлагают хлорное железо и тактично умалчивают о альтернативах. А альтернативы есть :
- Травление медным купоросом с солью
- Травление персульфатом аммония
- Травление персульфатом натрия
- Травление перекисью водорода и соляной кислотой
- Травление перекисью водорода и лимонной кислотой
Горячий способ воронения
Помимо вышеперечисленных, в домашних условиях используют и способы воронения ножа при помощи прокаливания. Перед тем, как заворонить нож таким способом, его необходимо обмазать льняным маслом, животным жиром или воском. После чего нож нужно хорошо прокалить на огне. Некоторые делают это в обычной кухонной сковороде, но следует учитывать, что посуда после этого будет испорчена.

Перед применением такого способа, можно предварительно погрузить нож в раствор медного купороса и нашатырного спирта: 100 граммов купороса и 10 граммов нашатырного спирта разводят в одном литре чистой дистиллированной или отстоянной воды. Погружение и каление ножа необходимо производить несколько раз до тех пор, пока вы не получите необходимый цвет металла.
Заключение
Как при оценке существующего процесса травления, так и при выборе нового, важно осознавать, что отклонение ширины стравленного проводника отражает отклонения всего процесса в целом, а не только работы установки травления. В дополнение к отклонениям, возникшим в результате травления, отклонения ширины стравленного проводника включают отклонения из-за используемых типов фольги и базового материала, качества подготовки поверхности, типа используемого резиста, типа фотоматериалов, качества экспонирования и проявления
Необходима оптимизация всех этих процессов для получения правдивой картины характеристик травления.
Если все стадии процесса оптимизированы и работают правильно, 70–80% величины отклонения ширины стравленного проводника вызваны именно процессом травления. Если же остальные операции не выполняются соответствующим образом, всего 30–40% отклонений могут быть вызваны процессом травления, что осложняет достижение надлежащего качества травления. Сама по себе установка травления не может достичь результатов лучше, чем те, что получены для первичных материалов, попадающих в установку.
Фактор подтравливания — величина, главным образом зависящая от природы травителя и установленных режимов травления. Равномерность травления обеспечивается конструкцией, простотой обслуживания и надежностью оборудования. Несомненно, дешевые и простые травильные установки являются плохим объектом инвестиций, если качество травления оставляет желать лучшего.