Принцип работы и конструкция вакуумных столов
Основополагающим принципом работы вакуумного стола является создание безвоздушного пространства за счет откачивания воздуха из камеры, образованной рабочими камерами и деталью. Фактически на обрабатываемый материал воздействует не сам вакуум, образованный устройством, а атмосферное давление, которое обеспечивает прижимание заготовки к рабочей поверхности.
Сила воздействия различается в зависимости от типа и мощности насоса, установленного в механизм, но она не может превышать показатели давления атмосферы.
Существует несколько типов конструкций вакуумных рабочих поверхностей:
Решетчатые. Камеры здесь образуются продольными и поперечными канавками, нанесенными на рабочую поверхность и образующие при этом замкнутый контур. Если требуется фиксация деталей, которые обладают меньшим размером, чем площадь стола, используется специализированный уплотнитель, которые должен быть уложен в канавки по периметру зоны зажимания.
Желобковые (шлицевые). В таких столах предусматривается наличие только продольных борозд. Столы данного типа могут быть использованы для фиксации деталей небольшого размера с невысокими показателями тангенциальных усилий при обработке, например: сверления отверстий, нанесения гравировки и др. При работе обязательно наличие запирающих контуров.
Пористые. Конструктивной особенностью является наличие микропористых вставок, которые способствуют распределению усилий прижатия по всей площади обрабатываемой детали. Устройства позволяют фиксировать даже самые тонкие материалы (фольгу и др.)
VAC-MAT. Рабочее поле разделено на множество автономно действующих вакуумных камер, что позволяет выполнять сквозное сверление, фрезеровку и т. д. Такие вставки быстро изнашиваются и являются расходным материалом.
FLIP-POD. Конструкция стола предполагает наличие множества присосок с высоким разрежением. Она предназначена для фиксации заготовок, обладающих высокой массой и неровной поверхностью.
Эффективность вакуумной системы станка ЧПУ
 В сравнении с другими способами фиксации заготовок деталей на рабочих столах станков ЧПУ при производстве фасадов МДФ вакуумная система обладает следующими преимуществами:
В сравнении с другими способами фиксации заготовок деталей на рабочих столах станков ЧПУ при производстве фасадов МДФ вакуумная система обладает следующими преимуществами:
- Легкость и быстрота монтажа. Оборудование матричного стола и позиционирование присосок происходит на порядок быстрее, чем при использовании любых других типов зажима;
- Легкость и быстрота смены обрабатываемых заготовок. Например, при использовании педали для включения-выключения подачи вакуума, время смены детали может достигать 10-15 секунд;
- Возможность обрабатывать широкоформатные заготовки и детали с необычной геометрией (при наличии хотя бы одной плоской поверхности на них);
- Беспрепятственный доступ инструмента к свободным от захвата сторонам заготовок;
- Бережливая блокировка хрупких и мягких материалов.
Есть у вакуумной системы фиксации деталей для обработки на станке ЧПУ свои минусы. Основной недостаток – это слабая сила зажима мелких деталей и пористых материалов. Возникает необходимость переключаться на использование других устройств фиксации заготовок, в том числе механических или работающих на сжатом воздухе высокого давления.
Другим существенным недостатком является необходимость постоянного поддержания чистоты на вакуумных элементах рабочего стола. С одной стороны это необходимо, чтобы исключить попадание опилок и стружки в вакуумную систему станка ЧПУ, а с другой, – чтобы обеспечить наиболее плотное прилегание заготовок к поверхности вакуумных зажимов.
Что такое вакуумный стол для ЧПУ и зачем нужен?
Для эффективной работы на лазерных и фрезерных станках с компьютерным управлением с использованием плоских деталей больших размеров крайне необходим вакуумный стол. Такое оборудование имеет высокую стоимость и далеко не всегда отвечает запросам потребителя. Поэтому нередко обладатели станков с ЧПУ конструируют такие столы самостоятельно, с учетом индивидуальных потребностей и размеров заготовок, которые будут на нем обрабатываться.
Для того чтобы работа на станках с ЧПУ шла с высокой точностью, необходима поверхность, которая способна надежно зафиксировать обрабатываемые материалы. Вакуумный стол может выполнить эту функцию за счет сильного прижатия изделия к поверхности, предотвращая незапланированные оператором перемещения, и делая работу на станке более точной и соответствующей загруженному макету. Кроме того, стол обеспечивает нагрев до необходимой температуры. Такое оборудование более функционально, чем магнитный стол, который подходит лишь для обработки металлических заготовок.

Прижимная сила в таких устройствах создается за счет разницы давлений, которая возникает между разреженной средой (вакуумом), образующимся под деталью, и давлением атмосферного столба, который прижимает деталь к столу. В зависимости от того, насколько большую поверхность имеет такой стол, прижимная сила может быть равна до одного килограмма на 1 квадратный сантиметр поверхности.
Вакуумные столы служат мощным подспорьем в работе на станках с ЧПУ, обеспечивая эффективную фиксацию материала во время обработки, не давая режущим инструментам сдвинуть деталь и исключая необходимость ее ручной фиксации струбцинами или саморезами.
Вакуумные столы эффективны при работе с материалами следующих типов:
- все типы пластика;
- композитные материалы;
- органическое стекло;
- древесина;
- металлы.
Использование удерживающих устройств этого типа позволяет обрабатывать максимально тонкие листы материала, не деформируя их при этом.
Достоинствами вакуумных столов являются:
- Снижение временных затрат на крепление заготовок (более чем на 70 %).
- Снижение риска деформации материала при обработке тонких листов.
- Возможность безвибрационного зажима гнущихся материалов.
- Возможна фиксация неметаллов, в отличие от столов магнитного типа.
- Высокие показатели прижимной силы.

https://youtube.com/watch?v=PRjt5W6Wi2o
https://youtube.com/watch?v=9bH5-XZjxjo
https://youtube.com/watch?v=yW3X_e7VjR0
Важные нюансы
- В качестве источника вакуума можно использовать специальный генератор вакуума. Он выглядит как маленькая коробочка с отверстием для выхода воздуха и для входа вакуума. Также для устройств такого типа должен устанавливаться индикатор для измерения показателей вакуума.
- Эжектор и уровень его производительности зависит от скорости и объемов воздуха, которые пролетают мимо него. Именно поэтому, он мало в чем выигрывает по сравнению с обычным вакуумным насосом. Ведь для создания качественного вакуума следует использовать и качественный компрессор. Дело в том, что для крепления большой детали по всей площади стола хватит и довольно слабого компрессора, но для фиксации небольшой пластинки, надо использовать более мощный агрегат.
- Обычный промышленный пылесос слабо подходит для создания вакуумных фиксаторов, поскольку не слишком приспособлен для работы с полностью закрытым шлангом. Именно поэтому рекомендуется применять специальный вакуумный насос.
Доброго дня мозгоремесленники
! Понадобился как-то нашей команде стол вакуумной формовки для создания разнообразныхсамоделок , но в продаже крупногабаритного стола не оказалось. Недолго думая мы сделали егосами своими руками !
Шаг 1: Коробка стола
Вакуумный стол это, по сути, полая коробка с множеством небольших отверстий, через которые откачивается воздух из рабочего пространства. Для создания этой коробки мы выбрали МДФ, но подойдет любой прочный листовой материал. Итак, из МДФ создаем короб стола и в лицевой панели сверлим маленькие отверстия, можно на станке, а можно как мы обычной мозгодрелью
К коробу крепим ножки, и устанавливаем перегородки с большими отверстиями, около 7.5см. Эти перегородки будут держать плоскость стола, и не будут позволять ей прогибаться.
Шаг 2: Источник тепла
Изначально мы планировали использовать нихромовую проволоку в качестве нагревателя, но это достаточно дорого, да и труднодоступно. Поэтому мы остановились на галогеновых лампах GU10, которые дают мало света, но вот тепла дают достаточно.
В металлическом листе высверливаем отверстия под керамические патроны ламп и устанавливаем эти патроны. Далее для простоты монтажа цепи, чтобы уменьшить количество пайки, создаем из печатных плат токопроводящие дорожки, монтируем их, а уже дорожки спаиваем в цепь. Для этой панели с лампами из МДФ делаем короб со съемной мозгокрышкой
для обслуживания, и соответственно помещаем световую панель в этот короб.
Шаг 3: Управление
Выбранный нами вариант источника тепла позволяет нагревать не только весь стол, но и если нужно, только некоторые его участки при формовании небольших поделок. Конечно подключение ламп при этом становиться более сложным.
Блок управления столом состоит из нескольких элементов:
- Передняя панель на которой установлены буквенно-цифровой ЖК-дисплей, светодиодная индикация каждого нагревательного ряда, ключ включения стола, кнопка аварийной остановки работы стола, и включатели режимов работы стола.
- Плата микроконтроллера ATmega644, который работает с прошивкой, написанной на С. К этой плате подключаются датчик температуры в столе, датчик давления, ЖК-дисплей, включатели режимов с передней панели, а также реле управления мощностью нагревателей (линиями лампочек).
- Плата контроллера переменного тока, которая синхронизирует сигнал от микроконтроллера, симистор и линию переменного тока.
- Плата с реле, которая состоит из 6-ти электромеханических реле, управляемых микроконтроллером. Одна из реле включает вентилятор, а остальные линии нагревателей.
- Плата реле нейтрали, которая состоит из 7 реле, управляемых микроконтроллером и подключающие линии нагревателей к нейтральному проводу, а также датчик температуры в пространстве стола.
- Симистор, состящий из двух оптоизолированных тиристорных твердотельных реле, рассчитанный на 20А, 240В, который регулирует вентилятор и нагрев пространства стола.
Шаг 4: Установка опор
На наш короб стола поделки
, а он, кстати, размером 600х900мм, монтируем опоры для панели нагревателей и устанавливаем саму панель с лампами. Так же делаем рамку для пластика и вставляем ее в опоры на подшипники, места соединения короба стола и рамки уплотняем изоляционной пористой лентой.
Шаг 5: Вакуумный вентилятор
К нижней стороне короба мозгостола
крепим источник вакуума, попросту вентилятор. Для своего вакуумного вентилятора мы сделали дополнительную пластину из МДФ и с ее помощью, а так же с помощью неопреновых прокладок, установили его.
Особенности конструкции и принцип работы
Вакуум – термин, характеризующий область разрежения, которая формируется между вакуумным столом и закрепленной на нем заготовкой. По факту на деталь действует не вакуум, а атмосферное давление. Оно прижимает заготовку к поверхности стола.
Сила вакуума может отличаться в зависимости от мощности установленного насоса, но она никогда не будет больше атмосферного давления. На данный момент существует несколько разновидностей вакуумных столов.
Решетчатый
Это приспособление создает замкнутый контур для рабочей заготовки. Канавки на рабочей стороне выполнены в виде решеток. Подходит для несквозной обработки деталей. Решетчатый стол включает в себя плиту из алюминиевого сплава с решеткой из канавок на рабочей стороне, а также специальное отверстие для откачки воздуха из-под детали и разряжения.

Поворотный для ЧПУ
По принципу работы не отличается от предыдущей модели, но устроен так, что может поворачиваться. Это значительно ускоряет и упрощает рабочий процесс. Вакуумный шланг есть возможность подключить как в центральной части плиты, так и с ее торца.
Это позволяет на обрабатываемой поверхности делать вертикальные, поперечные и продольные движения. Также такая модель плиты может создать нужный угол наклона. это позволяет работать с круглой или спиралевидной болванкой в разных плоскостях.

Шлицевый
Этот стол необходим для работы с мелкими болванками, а также с деталями, которые имеют множество отверстий. Отличается данный стол повышенным коэффициентом трения, что и создает высокое вакуумное усилие. Это позволяет снизить возможность сдвига болванки в процессе работы и повышает точность ее обработки.

С пористыми вставками
Плита данного стола рассчитана на болванку любой формы и размера. Сила закрепления зависит от площади обрабатываемой поверхности. Пористые блоки плиты могут быть изготовлены из алюминия, стали или бронзы и позволяют не использовать в процессе работы фольгу или другой тонкий материал. Также нет необходимости перенастраивать стол при изменении вида работ.

Конструкция фрезерного стола
Именно за основу конструкции принято брать крепкий листовой материал. Это может быть:
- МДФ-плита;
- толстая фанера;
- щит из доски любой толщины.
К каждому типу стола подбирают материал, удобный для обработки. Но логично предположить, что сама рабочая часть (крышка) или же плоскость получает больше всего нагрузки. Поэтому она должна быть из металла. Нержавейка – это идеальный вариант.
Под установку ручного фрезера используют классический верстак или же собирают отдельную конструкцию. Последняя обязана быть максимально устойчивой, поскольку вибрация в процессе работы гарантирована.
Сам инструмент устанавливается снизу стола или верстака, поэтому предусматривают такое положение, чтобы снять, поставить обратно ручной фрезер было просто. Ведь именно стационарные фрезеры все чаще применяют для деревообработки не в промышленном масштабе. В теории ничего сложного: собирают стойку, монтируют электроинструмент (дрель, далеко не новый фрезер). Если постараться, то такая установка не уступит коммерческой версии, ведь мастер готовит приспособление для себя.
Низковакуумный насос
Модификация работает по центробежной схеме, похожа на роторные конструкции. Готовые продукции имеют различные характеристики, самодельный вакуумный насос такого типа изготовить достаточно трудно. При изготовлении не обойтись без услуг токаря, с его помощью производится вал, ровный цилиндрический корпус. Продукт совершает всасывание путем применения лопастной конструкции, при подаче жидкости оно вращается, создается центробежная сила, нагнетающая вакуум.
Низковакуумный насос
Работа устройства невозможна без применения электрического двигателя, установка оси лопастей не по центру, для реализации проталкивания газа в отверстия системы. Основным недостатком является перегрев воды, которую со временем нужно менять. Поделка снабжается отверстиями входа и выхода жидкостей, газов.
Продолжительные действия происходят с системой отвода газа, охлаждения электродвигателя, постоянной подачи жидкости.
Простейший вакуумный насос
Ручная откачка воздуха может понадобится в любой момент при бытовых условиях. Эту функцию способна выдержать вакуумная помпа, изготовленная своими руками из пластиковых бутылок. Для изготовления понадобятся:
- шланг, небольшого диметра, отлично подходит для этих целей велосипедный;
- пластиковые бутылки разного диаметра;
- дрель или другой ручной инструмент резки отверстий.
Подбор бутылок необходимо производить одинаковой формы, одна из них немного меньшего диаметра, выступает видом поршня. Вакуумный насос для откачки воздуха собирается следующим образом:
- срезается верхняя часть большой бутылки;
- по центру бутылки меньшего диаметра, в нижней части, прорезывается отверстие;
- после примерки изготавливается уплотнительное кольцо их скотча или изоленты.
К крышке подсоединяется шланг, происходит опробование действия насоса. При движении малой бутылки создается вакуум, достаточный для бытовых нужд.
Вакуумный нагнетатель из велосипедного насоса
Конструкция велосипедного нагнетателя не отличается от автомобильного насоса
Важно отметить, что необходимо произвести установку дополнительного механизма, иначе изделие будет прорабатывать всего один цикл. Если не имеется специального обратного клапана, подойдет золотник, но необходимо установить герметичное соединение. Вакуумный насос для откачки воздуха действует на разряжение, поэтому клапан или золотник должен устанавливаться противоположным направлением
Вакуумный насос для откачки воздуха действует на разряжение, поэтому клапан или золотник должен устанавливаться противоположным направлением.
Процесс происходит ручным способом, после переделки необходимо тянуть ручку с усилием на себя, что в некоторых ситуациях сделать трудно. Для модификации возможно не переворачивать манжету, а загерметизировать нижние отверстие выходного штуцера, изготовить отвод газа сверху изделия. Таким исполнением механизм будет работать в штатном режиме, но создавая вакуум. Реализация происходит сложнее, однако при наличии определенного инструмента, можно полностью изготовить своими руками.
Как сделать термомодуль своими руками
Это этап работы считается самым легким при сборке вакуумного пресса. Для каркаса термомодуля нам потребуется стальная труба с сечением 20 на 20 мм. К каркасу потребуется приварить корпуса профильных колесных опор и Г-образные ручки для перемещения по рельсам модуля. Колесами могут послужить шариковые подшипники.
Далее каркас нужно обшить листовой сталью и закрепить алюминиевыми вытяжными заклепками. Сбоку в обшивке нужно прорезать проемы прямоугольной формы для смотровых окон и вставить туда силикатные стекла, предварительно затемнив их тонирующей пленкой. Прорежьте по одному круглому отверстию на 50 мм рядом с каждым окном, это будет контрольным окном с целью измерения температуры пленки, также их нужно оснастить сдвигающимися заслонками. А чтобы улучшить отражающую способность, изнутри термомодуль нужно оснастить алюминиевой фольгой.
Для создания термомодуля нам будут нужны:
- заклепочник вытяжной;
- ножницы по металлу;
- гаечные ключи;
- пресс-клещи;
- прибор для удаления изоляции.
Теперь нужно установить нагревательные элементы. Для этого подойдут линейные лампы КГТ (кварцевые галогенные тепловые). Они имеют ряд преимуществ:
- доступная цена;
- высокий ресурс;
- эффективная передача тепловой энергии посредством излучения.
Соединение ламп по электросхеме – заключительный этап сборки вакуумного пресса. Схема подключения ламп учитывает требования в плане симметрии трехфазной нагрузки и возможное зональное управление группами ламп в зависимости от уровня удаления от центра стола.
Теперь вы имеете представление о самостоятельном изготовлении вакуумного пресса. Если вы решили взяться за эту работу, то не забывайте применять средства индивидуально защиты, поскольку она не только сложная, но и опасная при несоблюдении правил безопасности.
https://youtube.com/watch?v=SxW0Ut2gKdM
Важные нюансы
- В качестве источника вакуума можно использовать специальный генератор вакуума. Он выглядит как маленькая коробочка с отверстием для выхода воздуха и для входа вакуума. Также для устройств такого типа должен устанавливаться индикатор для измерения показателей вакуума.
- Эжектор и уровень его производительности зависит от скорости и объемов воздуха, которые пролетают мимо него. Именно поэтому, он мало в чем выигрывает по сравнению с обычным вакуумным насосом. Ведь для создания качественного вакуума следует использовать и качественный компрессор. Дело в том, что для крепления большой детали по всей площади стола хватит и довольно слабого компрессора, но для фиксации небольшой пластинки, надо использовать более мощный агрегат.
- Обычный промышленный пылесос слабо подходит для создания вакуумных фиксаторов, поскольку не слишком приспособлен для работы с полностью закрытым шлангом. Именно поэтому рекомендуется применять специальный вакуумный насос.
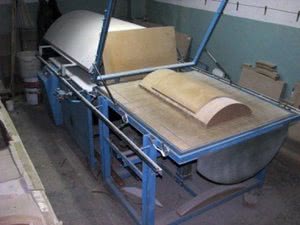
Вакуумный стол позволяет значительно упростить и ускорить установку на стол фрезерного станка с ЧПУ листовых материалов. Это могут быть и листы МДФ, и акрила… При этом, если лист выгнут, то вакуумное крепление позволяет его выровнять на время работы. Если на станке регулярно обрабатывается МДФ, то наверняка станок оснащен мощной вытяжкой (пылесосом для сбора стружки и древесной пыли — см. фото ниже). Такая вытяжка, мощностью 2,2 кВт способна не только удалять опилки из зоны резания, но и обеспечивать работу вакуумного стола.
ВНИМАНИЕ!
Безопасность работы гарантирована только при определенных условиях: размер фрез должен быть не более допустимого усилием прижима заготовки, режим резания — только опробированный с имеющимся вакуумным столом. Иначе возможен отрыв заготовки в процессе обработки, что чревато травмами с тяжестью вплоть до фатального исхода.
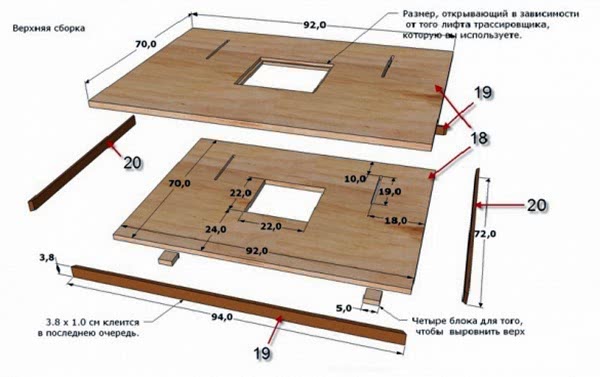
Вакуумный стол выполнен из двух слоев МДФ толщиной 20мм. Верхний слой — лицевой — нужен для присасывания листов обрабатываемого материала. Каналы на нем разделены на шесть зон (см. фото ниже), которые за необходимостью можно по одной заглушить в зависимости от размера и конфигурации обрабатываемой заготовки. Сечение каналов выбрано таким, чтобы при необходимости каждую зону можно было уплотнить по контуру с помощью бытовой уплотнительной резиновой ленты D-образного сечения (лента для уплотнения окон и дверей). Лента снабжена самоклеящимся слоем и хорошо фиксируется в каналах. Глубина каналов подобрана так, чтобы заготовка при включении вакуумного стола легла на поверхность стола, придавив уплонительную ленту.
Нижний слой вакуумного стола служит для подвода разрежения поотдельности к каждой зоне верхнего слоя стола. В каналах верхнего слоя выполнены вертикальные отверстия для перепуска разрежения из каналов нижнего слоя в каналы верхнего. Таких отверстий по 4 шт. на каждую зону. Впрочем чем больше их количество — тем лучше.
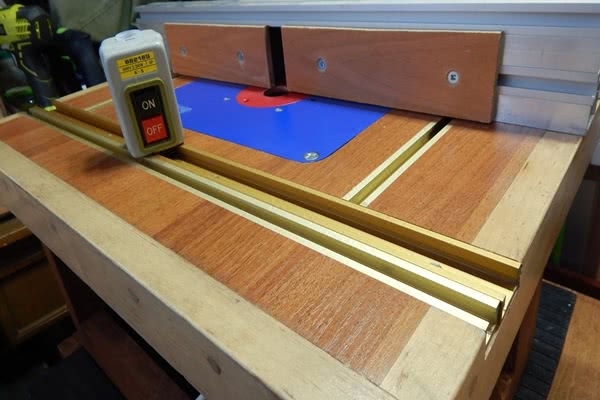
Подключить вакуумный стол к пылесосу проще всего с помощью повсеместно распространенного трубопровода, например канализационного (см. фото ниже). Это и дешевле, и технологично. На фото видно, что для подвода разрежения к станку использована труба канализационная диаметром 110 мм. Непосредственно к станку разрежение подводится шестью гофрошлангами диаметром 50 мм. Каждый гофрошланг пристыкован к вакуумному столу посредством вкрученного в стол штуцера. Все соединения герметично уплотнены либо стандартными уплотнениями, либо хомутами (желательно с применением герметика).
Перед сборкой стола все его каналы следует обработать клеем ПВА или грунтовкой, чтобы обеспечить непроницаемость МДФ для воздуха (МДФ действительно обладает неплохой воздухопрницаемостью). Верхний слой вакуумного стола прикручен к нижнему саморезами. Чтобы шляпки саморезов не мешали работе со столом, в его поверхности выполнены отверстия, в которые шляпки утапливаются. После сборки стола его поверхность следует обработать фрезой, чтобы обеспечить плоскостность поверхности.
Порядок изготовления
Чтобы сделать работоспособный вакуумный стол своими руками, потребуется только найти заготовку соответствующего размера. Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.
Проектирование и выбор заготовки
Чтобы сделать вакуумный стол для ЧПУ своими руками, чертежи придется разрабатывать самостоятельно, производитель станка вряд ли поделится ими. Однако основные размеры все же можно взять из каталогов. За образец можно взять любой из продуктов компании Witte Barskamp KG, которая изготавливает вакуумные столы для фрезерных станков с ЧПУ.
Они делают решетчатые плиты с шагом сетки 12,5 мм, шириной канавки 4 мм, толщиной 32,5, 38 и 48 мм. Ширина от края плиты до оси первой канавки составляет полшага (6,25 мм). Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Производитель предлагает модульные плиты, однако владельцы фрезерных станков предпочитают делать цельные конструкции с несколькими вакуумными зонами (замкнутыми контурами).
В качестве самых бюджетных материалов используется фанера 16-20 мм или ламинированные листы ДСП. Если нет финансовых ограничений, можно приобрести текстолитовую или дюралевую плиту (Д16Т, Д16АТ) 8-12 мм.
Выравнивание заготовки
Первоначально заготовку для вакуумного стола ЧПУ необходимо сделать идеально плоской, чтобы впоследствии обрабатываемые детали не копировали неровности при зажатии. Для этого по обеим поверхностям нужно сделать 1-2 прохода чистовой спиральной фрезой диаметром 20 мм до полного касания.
Нарезка канавок
Канавки фрезеруют в соответствии с выбранной схемой. Ширина канавки должна соответствовать диаметру уплотняющего шнура, поэтому его лучше заказать заранее. Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Нужно добиться, чтобы в рабочем состоянии шнур не выступал над рабочей поверхностью, при этом не было потерь вакуума.
Изготовление трассы
Для изготовления вакуумной трассы подойдет ПВХ-труба диаметром 25 или 32 мм, и если в штатном столе предусмотрены сквозные отверстия, патрубки подводятся через них снизу (к каждому контуру). Если рабочий стол сплошной, то вакуумную плиту придется делать из двух частей (в виде бутерброда), герметизировать стык и подавать трассу с торца.
На каждую ветвь вакуум-провода стоит установить шаровой вентиль, чтобы задействовать только те зоны, на которые попадает заготовка. Трасса соединяется в единый коллектор и подключается к вакуумному насосу.
Сверление отверстий
В плите необходимо сделать отверстия следующего назначения:
- Для подвода вакуума по 1 для каждой зоны — на пересечении канавок.
- Для крепления к штатному столу — по центрам выступающих квадратов. Количество отверстий нужно выбирать исходя из жесткости вакуумной плиты. Если она дюралевая, можно обойтись без сверления, а крепить только края. Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью.
- Для фиксации заготовки с торцов — по центрам квадратов. В эти отверстия нужно запрессовать гайки (снизу). В дюралевом столе просто нарезают резьбу. При обработке заготовки небольшой площади усилия прижатия часто бывает недостаточно для надежного удержания. Чтобы предотвратить сдвиг, ее фиксируют планками с пазовыми отверстиями.
Посмотреть конструкции дополнительного крепежа можно на сайтах производителей оснастки для станков.
Выбор насоса
Чтобы сделанный своими руками вакуумный стол работал не хуже «заводского», этому вопросу нужно уделить максимум внимания. Если сетка в плите сделана точно по образцу, достаточно посмотреть, какой насос рекомендует производитель «оригинала». В противном случае придется экспериментировать или заказывать расчет.
При выборе исполнения насоса стоит обратить внимание на вихревые воздуходувки. Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов
Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Один из важных этапов конструирования, который не был упомянут в статье, — это составление сметы расходов. Однако именно по окончании работы над сметой можно точно решить, попробовать собрать вакуумный стол для ЧПУ своими руками или же проще и выгоднее выйдет заказать готовое изделие.
Похожие записи:
 Чайно-гибридные розы: описание с фото 25 лучших сортов
Чайно-гибридные розы: описание с фото 25 лучших сортов
 Самодельный электромагнит на 220в. как сделать сильный магнит своими руками в домашних условиях? изготавливаем более мощный магнит
Самодельный электромагнит на 220в. как сделать сильный магнит своими руками в домашних условиях? изготавливаем более мощный магнит
 Как сделать фоторамку своими руками
Как сделать фоторамку своими руками
 Сало в банке в рассоле 7 домашних вкусных рецептов
Сало в банке в рассоле 7 домашних вкусных рецептов
 Нашли внешний аккумулятор с розеткой. обзор interstep 150pd на 40000 мач
Нашли внешний аккумулятор с розеткой. обзор interstep 150pd на 40000 мач
 Чем заменить гелий для шариков?
Чем заменить гелий для шариков?