Электрокарандаш своими руками
Электрокарандаш своими руками
Если вам нужно писать или рисовать на металлической поверхности, советуем изготовить электрокарандаш, который разработал харьковский радиолюбитель Николай Михайлусь. Этим оригинальным инструментом вы сможете быстро наносить изображения на любое металлическое изделие.
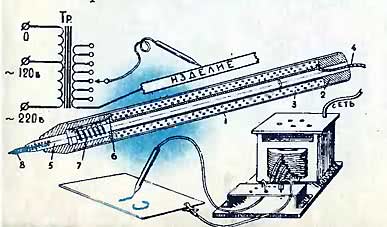
Корпус электрокарандаша 1 изготовьте из пластмассовой, дубовой или буковой трубки. В корпус плотно вставьте каркас катушки 2, изготовленный из любого антимагнитного материала, лучше всего из пластмассы, латуни, бронзы. На каркас до полного заполнения намотайте виток к витку обмотку проводом ПЭЛ 0,8 — 1,1 мм._К началу обмотки катушки припаяйте 1 -1,5 м гибкого изолированного провода, который через отверстие в каркасе выведите наружу. Место спайки тщательно изолируйте. Конец обмотки припаяйте к каркасу катушки, если она латунная, или выведите из каркаса и гибким проводом припаяйте к подвижному стальному якорю 5.
Якорь 5 из мягкой стали или железа должен свободно, без заеданий перемещаться в корпусе электрокарандаша и каркасе катушки. Между подвижным якорем и каркасом на стержень якоря наденьте мягкую пружину 7. В отверстие якоря вставьте заточенный наконечник 8 из медной, латунной, а лучше из молибденовой или вольфрамовой проволоки диаметром 2 мм.
Размеры деталей электрокарандаша могут быть произвольными. Наружный диаметр корпуса не должен превышать 20-24 мм.
Питается электрокарандаш от регулируемого переменного напряжения 2-12 в. Такое напряжение можно получить от специального понижающего трансформатора. Можно использовать трансформаторы или автотрансформаторы, применяемые для холодильников, радиоприемников, телевизоров. В этом случае поверх обмотки трансформатора намотайте проводом ПЭЛ или ПВО диаметром 1,5 — 2 мм дополнительную обмотку с выводами от 2 до 12 в.
Прикасаясь наконечником электрокарандаша к металлической пластинке, на которую наносится надпись, вы замыкаете цепь питания обмотки катушки. Магнитное поле катушки втягивает подвижный сердечник. Наконечник отрывается от металлической пластинки и разрывает цепь питания. Якорь под действием пружины выталкивается, и наконечник вновь касается металлической пластинки и подает питание на обмотку катушки. В момент отрыва наконечника от металлической пластинки проскакивает искра, которая разрушает металл и оставляет след на пластинке.
Регулировка собранного электрокарандаша сводится к подбору возвратной пружины. Подайте на электрокарандаш небольшое напряжение и слегка прикоснитесь острием к металлической пластинке. Если наконечник не вибрирует, а между ним и пластинкой нет искры, переключите провод электрокарандаша на более высокое напряжение. Если вы подали на электрокарандаш уже 12 в и он не работает, поставьте более мягкую пружину и начните снова подбирать напряжение питания. Однажды отрегулированный электрокарандаш служит неограниченно долго, только время от времени надо затачивать наконечник. При полном износе замените наконечник новым.
Поверхность, на которой необходимо писать или рисовать, полезно смочить тонким слоем керосина.
При работе с электрокарандашом помните: чем более гладкая поверхность, на которую наносится рисунок, тем быстрее идет дело и лучше качество изображения.
ЮТ №3 1965, стр. 50
30.01.2013Оценить самоделку, мастер-класс, идею. Комментарии
Урок №3. Гравируем по коже
Кроме стекла и металла, гравировке поддаются кожаные изделия. В любой граверной мастерской предлагают такую услугу, но намного интереснее сделать собственными силами.
Шаг 1. Для гравировки по коже, первым делом, подготавливаем гравер, изделие, с которым будем работать, бумагу для переноса изображения, либо маркер/фломастер, чтобы нарисовать самостоятельно.

Шаг 2. Наносим рисунок. Переносить рисунок на изделие из светлой кожи лучше с помощью иголки и копировальной бумаги. Для темной подойдет маркер
Если на изделие наносится текст или инициалы, обратите внимание, что изображение для переноса должно быть в зеркальной проекции, чтобы надпись правильно читалась. Проще всего сделать перевод в зеркальное отражение в графическом редакторе на компьютере

Шаг 4. Медленными движениями, не сильно нажимая на изделие, заштриховываем контур рисунка. Если линии получились недостаточно широкими, меняем насадку на другую, с большим диаметром, и повторно проходим по линиям рисунка, тем самым увеличивая их ширину.

Шаг 5. После завершения работы протираем изделие мягкой тканью, чтобы удалить пыль и частички кожи.
Лучшие модели. Как выбрать
В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2019 года |
|---|---|---|---|---|---|---|---|
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | Завод «Прогресс» (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |
https://youtube.com/watch?v=RpqlB8AAdH8
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского завода «Прогресс» — электромаркер по металлу «Прогресс — 001».
https://youtube.com/watch?v=URvlM6Wkcno
Электроэрозионная обработка металлических поверхностей
Гравировка электроискровым карандашом – это способ нанесения буквенного или цифрового рисунка на металлическую поверхность путем ее точечного разрушения высокой температурой, возникающей при электрическом разряде. Этот вид обработки называется электроэрозионной.
Строение электроискрового карандаша
электрокарандаш часто собирают в домашних условиях, поскольку принцип сборки достаточно прост при наличии схемы и необходимых деталей. Карандаш маркировочный состоит из:
- стального сердечника;
- каркаса (полой трубки из меди, латуни или бронзы), с обеих сторон покрытого изоляционным материалом (щечки). Длина каркаса составляет – 90мм;
- катушки – формируется путем наматывания проволоки до полного заполнения каркаса. Внешний вывод катушки – медный многожильный изолированный провод, конец которой снабжен однополюсным штекером для подключения к источнику питания;
- пружины, которая одним концом упирается в сердечник, другим – в пробку, завинченную в полость каркаса;
- стального электрода (иглы), укрепленного на конце сердечника.
Принцип работы электромаркера
Перед началом гравировки металлическую поверхность детали очищают от грязи, жира и окисных пленок для повышения проводимости металла. Затем деталь соединяют с одним из выводов трансформатора, а ко второму подключается штекер внешнего вывода катушки электроискрового карандаша. Поверхность гравируемой детали покрывается тонким слоем диэлектрика (керосин или скипидар).
Прикосновением острия иглы цепь замыкается, образовывая искру, которая оставляет след на металле. А благодаря возникшему электромагнитному полю сердечник втягивается внутрь, размыкая цепь. Перемещением иглы по заданной траектории получается надпись или красивый рисунок. Ошибки, которые возникли при работе, в конечном итоге устраняются путем шлифовки металла.
Необходимая величина тока для разных металлов устанавливается в зависимости от их теплопроводности.
Особенности электроискрового карандаша
Электроискровое перо применяется как на производстве, так и в быту, поскольку обладает рядом преимуществ, среди которых:
- компактность;
- малое потребление электроэнергии;
- не искажает и не деформирует поверхность металла, даже при небольшой толщине;
- эффективен при работе с любым теплопроводящим металлом.
Электроискровой карандаш по металлу может стать не только необходимым инструментом для дела, но и возможностью приобрести интересное хобби. Ведь подарок с собственноручной гравировкой наверняка станет одним из самым оригинальным и ценным.
Принцип работы станка
Первичная обработка болванки и снятие основных объемов материала происходит на токарном или фрезерном станке с ЧПУ. Принцип работы электроэрозионного оборудования в том, что металл обрабатывается разрядами тока, появляющимися между заготовкой и инструментом. В качестве резца используется натянутая проволока.
С целью снижения износа резца создаются униполярные электроимпульсы. В зависимости от длины импульса выбирается полярность, так как при небольшой продолжительности быстрее изнашивается отрицательный электрод, при повышенной — изнашивается катод. Фактически при обработке применяются оба принципа создания униполярных электроимпульсов: на болванку подают переменно положительный заряд и отрицательный. Вода уменьшает температуру инструмента (проволоки) и уносит продукты разрушения.
Под воздействием высокочастотных импульсов эрозия проходит равномерно по длине зазора, постепенно расширяя самое узкое место. Постепенно инструмент (проволоку) или деталь продвигают в необходимом направлении, увеличивая площадь воздействия. Обработать по этому принципу можно деталь из любого материала, пропускающего электричество.
Принцип работы
Основные этапы работы ЭМ:
Очистка обрабатываемой поверхности от грязи, жира и оксидной пленки. Это нужно сделать для увеличения проводимости металла и возможности использования сравнительно небольшого рабочего напряжения в пространстве между электродами.
Внимание! Если проводимость металла будет низка (например, из-за загрязнения его поверхности), то потребуется увеличение рабочего напряжения
А это приведет к малой скважности разряда и более грубым следам обработки на металле. Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля
Подключение обрабатываемой металлической детали к ЭМ с помощью зажима и кабеля.
Внимание! Часто в комплект поставки ЭМ входит особая металлическая пластина. На ней удобно размещать деталь и подключать к ней кабель питания. Покрытие поверхности металла однородным слоем минерального масла
Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания
Покрытие поверхности металла однородным слоем минерального масла. Масло, являясь диэлектриком, помогает сконцентрировать выделяемую тепловую энергию и ощутимо снизить прилагаемое усилие для отрыва электрода от поверхности в случае его залипания. Кроме перечисленного масло помогает избежать короткого замыкания.
Внимание! Категорически не рекомендуется использовать вместо минерального масла другие жидкости, например, воду или вовсе электролиты
На приборе выставляются стартовые рабочие характеристики тока: 30 В, 40 мА.
Внимание! Большинство современных ЭМ относится ко второму классу электробезопасности
Необходимо тщательно соблюдать стандартные предосторожности при работе с электрооборудованием. Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Также нельзя работать в помещениях с повышенной влажностью (более 70%)
Регулируется частота колебаний вибратора (согласно инструкциям производителя).
Производится тестовое касание детали рабочей частью ЭМ. В зависимости от необходимых параметров наносимых лунок меняются настройки прибора.
Внимание! На большинстве современных ЭМ присутствует защитный экран — он предотвращает поражение глаз ярким светом электрической искры. Но надеяться только на него не стоит, как и проявлять излишнюю беспечность. Производится собственно нанесение цифровой, буквенной или иной информации на поверхность
При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Производится собственно нанесение цифровой, буквенной или иной информации на поверхность. При этом скорость перемещения рабочей части ЭМ по обрабатываемой поверхности должна колебаться от 1.5 до 10 мм в секунду.
Внимание! Нормальный износ рабочего электрода не должен превышать 0.2 мм за одну обработку среднего объема. При более интенсивном износе электрода нужно изменить рабочие параметры в сторону их уменьшения.. После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали
Ее поверхность очищается от масла.
После завершения работы ЭМ обесточивают и отсоединяют от обрабатывавшейся детали. Ее поверхность очищается от масла.
https://youtube.com/watch?v=mdMUTilhzm4
Далее: Опасный электрический карандаш на 220 вольт
Данное устройство на 220 вольт отличается от предыдущей модификации своей опасностью. Его применение не только опасно, но и не оправдано, так как вполне эффективны электроискровые карандаши с тем же принципом действия, но с понижающим трансформатором с выходным напряжением на 12-20 вольт.
Для наглядности приведем здесь видео с данным устройством
Обратите внимание, что даже сам автор едва не касается незащищенной рукой металлических частей предмета, к которому подведен ток с опасным напряжением 220 вольт. Если делать свою конструкцию такого электроискрового карандаша, то следует обязательно включить в цепь понижающий трансформатор и довести его до напряжения 12-20 вольт
Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год.
Как известно, стержень карандаша состоит из графита. Графит, пропускает ток. Это свойство можно применить для для рисования на любых токопроводящих поверхностях под электрическим током. Рисунок получается очень качественный и его невозможно удалить простыми способами.
Для эксперимента потребуется простой карандаш, два кусочка провода, на конце которого находится крокодильчик, кусок провода с вилкой, простая лампочка с патроном, резиновые перчатки, любая поверхность из металла, на которую будет выполнен рисунок.
Для того, чтобы превратить простой карандаш в электрический, нам потребуется на другом его конце подсоединить провод к графитовому стержню. Для этого нужно снять ластик и просверлить его по центру. Далее пропускаем провод через отверстие в ластике, вставляем ластик с проводом обратно. Провод, который идет от карандаша подсоединяем к одному выводу лампочки. Провод от вилки подсоединяем к другому выводу лампочки. Провод, на который крепится крокодил, подсоединяем к другому проводу вилки. Теперь можно цеплять крокодил к нашей металлической заготовке и наносить рисунок карандашом. Чтобы не испортить заготовку, можно нанести рисунок сначала простым карандашом, а потом уже работать электрическим. Не следует забывать о безопасности, надевать резиновые перчатки
Внимание! Применение выше описанного устройства на 220 вольт опасно! Используйте схемы с безопасным напряжением и током
В заключение для полной картины приведем промышленный образец электроискрового инструмента для гравировки
https://youtube.com/watch?v=LMQgLu6n0Yg
Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.
Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
- Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки.
- Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.
- Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений.
- При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение.
- Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
https://youtube.com/watch?v=iiN7rQsivKs
Еще один способ травления изображения
Метод, при котором применяется ватный тампон, зачастую используется для мелких символов, если же надпись располагается по всей длине лезвия, или нужно более глубоко вытравить рисунок, применяется конструкция в виде ванны. Емкость не должна быть металлической, это уменьшит риск поражения током. Можно использовать полиэтиленовую 2-х литровую бутылку от любого напитка, отрезав сверху часть емкости
Важной деталью является источник тока. Им может быть зарядное устройство для телефона или автомобильного аккумулятора
Для травки используется поваренная соль. Для раствора необходимо размешать в горячей воде 5 больших ложек соли. В качестве катодов берутся полоски тонкой стали, которые располагаются в ванной с двух сторон гравируемого изделия. Если же изображение с одной стороны, то достаточно разместить один электрод, который должен быть больше вытравливаемой площади. Пластины нужно прочно прикрепить к проводникам тока, иначе катод отключится, и рисунок некачественно протравится. Проводник-анод следует прикрепить к ножу и поместить изделие в емкость с электролитом между пластинами. Затем включить питание и подождать 25-30 минут. В связи с большим объемом рисунка силу тока нужно увеличивать. Время проведения процедуры зависит от желаемой глубины изображения. Процедура требует внимания и терпения.
Гравировка на ножах — это отличное украшение любой коллекции ценителей клинков. Каждый мужчина будет рад обладать оружием, имеющим свой характер и боевой дух.
Электроискровой карандаш своими руками
Для этого способа потребуется источник переменного тока напряжением 18-20 В, желательно регулируемый, и держатель электрода — электроискровой карандаш.
В качестве источника тока можно применить трансформатор мощностью порядка 200 Вт. Один из выводов вторичной обмотки трансформатора при помощи зажима типа «крокодил» соединяют с заготовкой или деталью, на которую требуется нанести надпись. Другой вывод соединяют с электродом, зажатым в электроискровом карандаше. Соединения выполняют изолированным многожильным проводом сечением не менее 1,5 мм2, обеспечивающим работу с токами более 10 А. Схема соединений приведена на рис. 1.
Рис.1 Схема соединения электроискрового карандаша к сети 220 вольт
Электроискровой карандаш представляет собой простейший зажим для электрода, в качестве основы которого можно использовать обычный цанговый карандаш (рис. 2). Однако, из-за высокой степени нагрева во время гравировки, его пластмассовый корпус требуется заменить другим, изготовленным из термостойкого изоляционного материала, например, из текстолита или эбонита. Провод, идущий от трансформатора, пропускают через отверстие в корпусе и припаивают к цанге.
Рис. 2 Электроискровой карандаш на базе обычного цангового карандаша
Электродом может служить заостренный металлический стержень, диаметром 02-3 мм, желательно из тугоплавкого металла, например, вольфрама. Но можно применять стержни из других материалов, скажем, из менее дефицитного графита. Гравирующий конец стержня представляет собой конус с углом при вершине около 30°.
При включении трансформатора в сеть по приведенной схеме на электроде появляется напряжение. Касание концом электрода металлической поверхности вызывает появление искрового разряда, который, оплавляя поверхность металла, оставляет на ней заметный след.
Опыт показывает, что наиболее качественные надписи получаются при рабочем напряжении для вольфрамового электрода- 8-1 0 В, для графитового- 16-18 В. Перед нанесением надписи поверхность металла необходимо очистить от загрязнений и обезжирить. Надписи и рисунки наносят отдельными точками, касательными движениями.
‘При желании, в электрическую цепь «электроискрового карандаша» можно ввести электромагнитный прерыватель, последовательно включенный в разрываемую им же цепь, а карандаш снабдить соленоидом (в сердечнике которого закрепляют цангу) и пружиной, возвращающей цангу с электродом в исходное состояние после размыкания цепи. Это несколько упростит процесс гравировки, но усложнит конструкцию электрокарандаша.
При эксплуатации описанного устройства необходимо соблюдать меры электробезопасности, особенно при использовании в качестве источника напряжения ЛАТР. Для предохранения глаз надо обязательно применять защитные очки. Не допускайте перегрева трансформатора, делайте перерывы во время работы.
С. ИВАНОВ, г. Курск
Лучшие электрические точилки с питанием от сети
Точилка электрическая KW-trio 3172 для карандашей диаметром 7-12мм
Рейтинг: 4.9

Лидером в этой категории становится прибор, предназначенный для профессионального применения в образовательных и научно-исследовательских учреждениях. Он подходит для цветных и чернографитных карандашей от 7 до 12 мм в диаметре. Высококачественный режущий механизм за несколько секунд делает грифель острым, а деревянную оправу – идеально гладкой. Благодаря исключению ломкости, изделия могут служить в два раза дольше, чем при затачивании механическими точилками.
Конструкция устойчива. Во время процесса не двигается из-за прорезиненного дна. В случае переворачивания прибор автоматически отключается. Контейнер для стружки прозрачный и достаточно вместительный. Точилка изготовлена из надежных материалов премиального качества. Корпус выполнен из металла с применением прочного безопасного пластика.
Прибор отлично очищается, быстро разбирается/собирается. Повышенный ресурс работы обеспечивается мощным мотором и самозатачивающимся лезвием. Несмотря на достаточно высокую цену, точилку приобретают и для домашнего использования, в дальнейшем получая экономию времени, сил и денежных средств при более длительном применении уже имеющихся наборов для творчества.
Достоинства
- широкий диапазон использования;
- профессиональная серия;
- не тупящийся острый нож;
- самоотключение при перевертывании;
- длинный сетевой шнур.
Приводы подач станка
Лишь с недавнего времени начался выпуск электроискровых станков, а именно с совершенно новыми линейными двигателями. В данном выпуске были совершены и исправлены работы над регулированием скорости и ускорении, равномерным движением, реверсом, легкостью обслуживания и др.
Линейный двигатель в данном выпуске станков имеет двигатель, содержащий всего несколько элементов: электромагнитный статор и плоский ротор, которые содержат между собой только зазор из воздуха. Также имеется еще один немаловажный элемент и это оптическая измерительная линейка с высокой дискретностью (0.1 мкм). Без этого измерительного прибора система управления не сможет распознать координаты.
Но также ближе рассмотрим статор и ротор. Оба выполнены в виде плоских и легко снимаемых блоков. Но крепится статор к станине или колонне станка, а ротор – к рабочему органу.
В конструкции ротор совершенно прост. Он состоит из прямоугольных сильных постоянных магнитов. А магниты на тонкой плите из специальной высокопрочной керамики, коэффициент температурного расширения которой в два раза меньше чем у гранита.
Множество проблем линейного привода решились, так как стали использовать керамику одновременно с системой охлаждения. Соответственно «ушли» и проблемы с температурными факторами, с жесткостью конструкции, с наличием сильных магнитных полей и т.д.
Разновидности точилок и правило ухода за карандашами
Различают два вида точилок по способу снятия стружки с карандаша: механические и электрические. Первые самые простые и ими часто пользуются школьники на уроках. Такие изделия бывают переносными и компактными, а также стационарными. Ручные точилки маленькие и часто с небольшим резервуаром для скопления стружки. Их удобно носить с собой или положить в пенал.
А вот механические (роторные) большого размера размещают на столах. Карандаш устанавливается в отверстие. При прокручивании ручки внутри работает механизм, который и проводит заточку.
По названию “Электрическая” уже можно понять способ снятия стружки. Здесь Вы не прилагаете своих усилий, а весь процесс проходит автоматически: вставил пишущие средство в отверстие и машинка его подготовила к письму. Такого рода оборудование часто работает от батареек, но есть модели со шнуром для подключения в сеть.
Удобно, если у точилки есть специальный контейнер для сбора стружки, особенно когда он объёмный. В таком случае не нужно искать, над чем проводить стружение.
А вообще, хорошая заточка позволит долгое время писать и рисовать без подтачивания. Секрет заключается в том, чтобы оставить заточенного дерева около 2-4 см, а грифеля 8-10 мм. В этом случае будет проходить самозатачивание, а добиться этого можно только при использовании канцелярского ножа. Правда, способ небезопасный, но именно им любят пользоваться профессиональные художники.
Как сделать электроискровой карандаш
Для работы данного устройства также понадобится понижающий трансформатор на 10-12 Вольт. Смысл устройства заключается в том, что при прикосновении стальной иглы с металлом возникает искра, которая и оставляет след на поверхности металла.
Чтобы сделать электроискровой карандаш своими руками будут нужны:
- Понижающий трансформатор;
- Медная или латунная трубка;
- Пружина;
- Медная проволока для намотки катушки;
- Стальная игла для изготовления электрода.
Корпусом устройства служит латунная трубка, в которую вставляется сердечник с медной обмоткой. Один из выводов катушки припаивается к электроду, а другой, во избежание повреждения, спаивается с более толстым проводом для его подключения к понижающему трансформатору.
В схеме также присутствует пружина, которая все время отталкивает электрод, когда тот убирается от поверхности металла. Пружина изготавливается из стальной проволоки и устанавливается между электродом и катушкой. Для соединения с выводом катушки следует предусмотреть пластину, которая бы замыкала контакт.
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
https://www.youtube.com/watch?v=MaYN4QDtHs8
Похожие записи:
 Как своими руками правильно сделать перегородку из гипсокартона с дверью или нишами, купе в стене или стену с проемом
Как своими руками правильно сделать перегородку из гипсокартона с дверью или нишами, купе в стене или стену с проемом
 Габаритные размеры плит пеноплекса в зависимости от его марки
Габаритные размеры плит пеноплекса в зависимости от его марки
 Линолеум для пола: описание видов и правила укладки
Линолеум для пола: описание видов и правила укладки
 Бетонный пол в гараже своими руками
Бетонный пол в гараже своими руками
 Подключение амперметра и вольтметра в сети постоянного и переменного тока
Подключение амперметра и вольтметра в сети постоянного и переменного тока
 Не включается приставка цифрового тв: что дальше?
Не включается приставка цифрового тв: что дальше?