Какие бывают размеры кругов для УШМ Бош, Интерскол и не только
Практически все крупные компании производят болгарки с охватом максимального количества работ — от бытовых до промышленных образцов. Каждому виду соответствует свой размер инструмента. Помимо производства УШМ, такие производители (Бош, Метабо, Интерскол и другие) освоили параллельный выпуск расходного материала. Они подбирают специальный состав и типоразмер расходника с целью максимально обеспечить эффективность работы конкретной производимой ими модели.
Внешний и посадочный диаметр, максимальная и минимальная величина
Наиболее ходовая линейка размеров УШМ состоит из таких величин.
Внешний диаметр. Наиболее предпочтительными являются размеры: 115 мм, 125 мм, 150 мм, 180 мм, 200 мм и 230 мм. В редких случаях для выполнения, например, ювелирных работ с мелкими деталями применяют портативные аккумуляторные УШМ с диаметрами 76 мм или 100 мм.
Минимальный диаметр 115 мм применяется для простых работ в виде обработки труднодоступных поверхностей в домашнем хозяйстве. Большей возможностью в выполнении различных бытовых работ обладают УШМ с кругом диаметром 125 мм.
Диаметр 230 мм используется в профессиональном контексте УШМ для производства солидных объемов работ, например, в строительстве. Круги с диаметром более 230 мм устанавливаются на стационарном оборудовании.
Толщина. Отрезные круги находятся в пределах толщин от 0,8 мм до 5,0 мм. Причем у большего диаметра должен быть круг соответственно с большей толщиной.
Следует знать! Тонким диском легко резать, но он и чаще ломается.
Посадочный диаметр. Стандартный посадочный диаметр у расходников УШМ равен 22,23 мм. В подавляющем большинстве он одинаков для всех типоразмеров дисков. Редко можно встретить посадочные диаметры 10 мм, 13 мм, 16 мм из-за ограниченного применения УШМ с меньшим, чем 100 мм диаметром. Посадочный диаметр 32 мм используется с кругами 300 мм и больше на стационарном оборудовании.
На что обратить внимание при выборе оборудования
Ключевые параметры, влияющие на производительность и качество работ:
- Мощность. Имеет прямую зависимость от производительности. Чем выше данный показатель, тем быстрее будет происходить отделка детали. Мощность бытовых моделей редко превышает 600–700 Вт. Для инструмента среднего качества данный показатель будет равняться 1000–1200 Вт. Следует помнить, что мощные электродвигатели перегреваются гораздо реже.
- Ширина абразивного элемента. Зависит от условий эксплуатации. Для работы с узкими заготовками ширина 60 мм будет более чем достаточной. На больших площадях предпочтительнее использовать полосу шириной 100–110 мм. Для труднодоступных мест существуют специальные напильники, имеющие узкую рабочую зону (15–20 мм). Они регулируются по высоте для доступа к сложным соединениям.
- Длина шлифовальной ленты. Приобретается под имеющуюся модель электрического напильника.
- Количество оборотов. Базовый параметр. Именно от него зависит скорость обработки заготовки. Домашние модели имеют скорость 150–350 м/мин. У промышленных устройств данный показатель регулируется в диапазоне от 150 до 700 м/мин. Ответственные работы лучше проводить на низких оборотах: это не даст снять лишний слой. Помните, что материалы с маленькой плотностью шлифуются гораздо быстрее.
- Габариты и вес. От данных параметров зависит удобство эксплуатации. Вес бюджетных аппаратов составляет 3,5–4 кг. Масса отдельных профессиональных напильников достигает 6–7 кг.
Рассмотрим некоторые модели.
«Энкор» ЛМЭ-4 330 457
Шлифовальная машина «Энкор» ЛМЭ 330 457 – продукт известного российского производителя. Отличается малым весом и компактными размерами. Вес агрегата – 1 кг при мощности двигателя 330 Вт. Подходит для работы с любыми материалами. Максимальная скорость вращения – 520 м/мин. Довольно высокий уровень шума – 92 дБ. Габариты абразивной ленты (длина*ширина) – 457*13. Имеется система пылеулавливания с возможностью подключения пылесоса. Замена расходных элементов не требует дополнительных приспособлений. Отличный ленточный напильник для домашнего пользования.
Makita 9031
Ленточный напильник «Макита» относится к профессиональным агрегатам. Мощность двигателя составляет 550 Вт. Скорость плавно регулируется в диапазоне от 200 до 1000 м/мин. Габариты абразивной ленты (длина*ширина) – 533*30. Вес – 2,1 кг. Имеет кнопку для непрерывной работы. Идеально подходит для тщательной обработки плоскости в условиях ограниченного пространства. Возможно изменение угла наклона направляющей до 100º.
✨22. Циркулярные диски на УШМ
Эти диски предназначены для резки материалов из древесины при помощи УШМ и считаются самыми опасными и травмоопасными, так как имеют жёсткую редукторную передачу, в отличие от циркулярных станков с ременной передачей.
Конечно же при умелом использовании и соблюдении техники безопасности работать с циркулярными дисками 125 диаметра можно, так как любой взрослый человек способен удержать такую болгарку в руках при любом ударе, а более безопасно использовать для этих целей аккумуляторные болгарки, в которых уже встроена защита от заклинивания или удара.
Чего не скажу об использовании больших циркулярных дисках используемыех на мощных УШМ.
При использовании циркулярных дисков 125 диаметра на УШМ, обязательно используйте индивидуальные защитные средства: спец.одежду, перчатки, защитные очки или маску.
Диски изготовлены из высокопрочного металла, термостойкие и не деформируются март перегреве, зубья пилы очень острые, их конструкция позволяет делать рез гладким.
У меня имеется пару подобных дисков на болгарку 125, давно уже применяю их в работе по надобности.
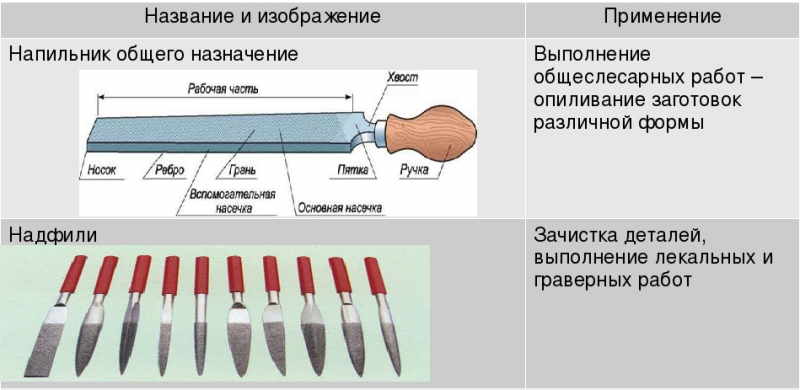
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
ГОСТ 1513-77 Надфили. Технические условия
1 файл 275.88 KB Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.
Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.
Виды напильников и их назначение
По этому признаку выделяют:
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.
Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.
Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.
№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.
Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.
Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Как сделать электронапильник из болгарки
В специализированных магазинах можно приобрести заводскую насадку на болгарку. Устройство стоит довольно дорого, поэтому имеет смысл изготовить его самостоятельно. Наиболее распространенными материалами для электронапильников, сделанных своими руками, являются:
- листовой металл;
- профильная труба;
- фанера.
Рассмотрим особенности их использования подробнее.
Листовой металл
Работы по сборке электронапильника из данного материала предусматривают использование сварочного аппарата и токарных работ. Готовое изделие отличается высокими характеристиками, не уступающими заводским моделям.
Самостоятельная работа не всегда приводит к желаемому результату. На многих интернет-ресурсах можно найти готовые чертежи устройств с расчетом затрат материалов и прочими данными. Процесс изготовления выглядит следующим образом:
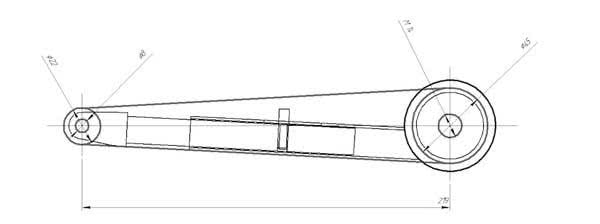
Разметка станины
Особое внимание следует уделить посадочному отверстию, диаметр которого может отличаться в зависимости от модели УШМ. На чертеже он показан красной стрелкой
Рекомендуем сделать переходную пластину из стали толщиной не менее 3 мм.
Подготовка натяжной планки и роликов. Для изготовления роликов нужен токарь. Натяжная планка – работа своими силами.
Сборка электронапильника.
Приводом готового устройства может служить не только УШМ, но и любой электродвигатель достаточной мощности.
Профильная труба
Сборка электронапильника своими руками из профильной трубы также требует проведения сварочных работ. Этапы изготовления:
- Сварка каркаса. Готовое изделие должно напоминать букву У.
- Крепление роликов на концах каркаса.
- Монтируем ведущий вал на болгарку.
- Натягиваем абразивную ленту.
- Электронапильник готов к работе.
Учитывая надежность конструкции, можно найти агрегату множество применений:
- финишная обработка поверхности после сварки;
- шлифовка деревянных деталей;
- устранение перепадов бетонных стен.
Фанера
Это самый доступный материал для изготовления электронапильника своими руками. Основой конструкции служит толстостенная фанера – недорогой экологически чистый материал. Основная сложность сборки заключается в изготовлении роликов электронапильника. Без фрезерного станка процесс создания роликов займет не один час. Готовые ролики поддаются шлифовке, после чего выполняют запрессовку подшипников.
Материалом для основания также является фанера. В ней вырезают посадочное отверстие под болгарку и места крепления роликов. Для увеличения срока эксплуатации электронапильника, собранного своими руками, можно лакировать готовое изделие.
Электронапильник, собранный своими руками, – незаменимый помощник домашнего мастера. Однако следует помнить, что данное устройство является источником повышенной опасности. В процессе эксплуатации не забывайте пользоваться средствами индивидуальной защиты: очками, респиратором и перчатками. Если у вас дома есть электронапильник, сделанный своими руками, разместите в блоке комментариев схему его строения – этим вы поможете всем тем, кто только планирует его собрать.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.

Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента. Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Описание устройства
Ленточный напильник простейшей конструкции состоит из следующих узлов:
- Приводной механизм. Он передает крутящий момент на ведущий ролик, который вращает шлифовальную полосу.
- Консоль. Представляет собой планку с несколькими роликами. Один из них является ведущим, а прочие выполняют функцию направления движения ленты электрического напильника. Крепится к приводному механизму с помощью кронштейна. На продвинутых моделях консоли крепятся на быстроразъемные соединения, а ведущий ролик является частью кронштейна.
- Замкнутая абразивная лента. Рабочий элемент напильника. Существует множество моделей в зависимости от области применения и степени обработки.
Наиболее распространенный тип привода – электрический, однако на многих промышленных предприятиях широко используются пневматические модели, работающие от сжатого воздуха. Конструкция напоминает обычную болгарку. Это послужило толчком к самодельному изготовлению ленточных напильников из угловых шлифовальных машин.
Вышеописанная конструкция справедлива в отношении бытовых электрических напильников. Бюджетные модели обладают только одним неоспоримым преимуществом – доступной ценой. Обычно они комплектуются маломощным двигателем, который требует охлаждения уже через 15 минут работы со средней нагрузкой. Профессиональные модели рассчитаны на длительный рабочий цикл. Встроенные функции плавного включения, регулировки скорости движения, а также быстрого монтажа абразивных элементов позволяют производить работы в комфортном режиме. А функция сбора пыли существенно продлевает срок эксплуатации устройств.
https://youtube.com/watch?v=0W3odsvqYNM
https://youtube.com/watch?v=gv1qfWVBOH0
Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.

https://youtube.com/watch?v=bXbZDS70s3I
Подготовка к работе
Заводской шлифовальный станок – довольно дорогое оборудование, которое не всем по карману. Кроме того, он отличается большими габаритами, что помешает эксплуатации в условиях ограниченного пространства. Конструкция не отличается технологической сложностью, что позволяет произвести сборку своими руками.
Этап подготовки к сборке включает в себя две стадии:
- Создание чертежа. Он должен содержать исчерпывающую информацию о будущем гриндере: конструкция, необходимые материалы и инструмент для сборки электронапильника своими силами.
- Подбор инструмента. Для работы необходимы болгарка, дрель и электрический лобзик. Расходные материалы должны соответствовать рабочему материла – большинство элементов станка металлические.
Дополнительная информация. Некоторые элементы конструкции невозможно изготовить своими руками – необходимо найти токаря.
https://youtube.com/watch?v=LTC1qJrGXnM
https://youtube.com/watch?v=dG0_rgviwb0
https://youtube.com/watch?v=5h_x0-Xzsjk
Возможности и назначение электронапильника
Электрический напильник относится к универсальным приспособлениям, поскольку область его применения достаточно широка. Рассмотрим основные возможности:
- Обработка цилиндрических элементов. В основном, данную группу представляют трубы различного диаметра. Данные работы следует выполнять электрическим напильником со свободным провисанием ленты – это позволит увеличить площадь качания, сокращая время работы. Применение провисающей ленты допустимо для любых поверхностей с плавными изгибами.
- Механическая шлифовка сварочного соединения. Технология выполнения зачистки швов также предполагает использование провисающей ленты, что позволяет обрабатывать любые швы независимо от формы.
Работа с соединениями может регулироваться за счет давления контактным колесом на обрабатываемую поверхность. Данный метод позволяет сузить контактную площадь зачистки, что обеспечивает доступ к сложным конструкциям.
- Подготовка металлических кромок. Финишная зачистка листовых деталей подразумевает удаление заусенцев и полировку поверхности. Использование ленточного напильника повышает качество обработки и сокращает время. Для достижения наилучшего результата следует поэкспериментировать с формой консоли: возможно, изогнутый элемент справится с задачей лучше. Метод не подходит для подготовки сварочных кромок: с данной работой УШМ справится лучше.
- Зачистка внутренней поверхности. По завершении разделочных работ на внутренней поверхности проката остаются заусенцы, которые необходимо удалить. Тонкостенные материалы требуют деликатного обращения: мягкая абразивная полоса или электронадфиль будут полностью соответствовать необходимым условиям.
- Заточка. В некоторых ситуациях характеристики ленточного напильника не уступают небольшому шлифовальному станку. С его помощью можно заточить множество приспособлений: от кухонных ножей до рыболовного ледоруба.
Самодельный электронапильник
Часто те, кто не имеет возможности иметь мастерскую с большим набором инструментов делают приспособления, позволяющие использовать один прибор взамен нескольких. Самодельный напильник, или гриндер, или ленточно-шлифовальный станок на базе болгарки одно из таких решений.
Имея такой напильник, можно легко и быстро убирать разные дефекты на твердых поверхностях. С его помощью снимают заусеницы на выступах стекла, штамповки, литья, коррозийный слой перед покраской. Гриндером можно убрать последствия лазерной или плазменной резки, лишний слой металла, сварочные дефекты.
Гриндер имеет простую конструкцию, потому изготовить его не составит труда для большинства людей. Вначале проводят подготовительные работы. Набрасывают чертежи, в которых отображают особенности конструкции. Определяются с материалами, инструментами, без которых не обойтись при реализации поделки.
Основой конструкции будет болгарка. Не обойтись в работе без дрели, электролобзика. Некоторые детали можно приобрести в магазинах, на рынке. Но есть такие, которые может помочь выточить только токарь.

На этом этапе решают вопрос как будет самодельный напильник производить шлифовку: только в горизонтальной плоскости или вертикальной, или придать ему возможность работать и обеих.
Для деталей, которые будут работать под нагрузкой используют листовой металл, имеющий толщину от 10 мм. Для изготовления основания применяют более толстый материал. Полученные элементы соединяют сваркой, болтами, винтами. Последние требуют сверления отверстий под них.

Особо сложным является узел, который обеспечивает работу поворотного механизма, позволяющего напильнику работать в разных плоскостях. Пазы, обеспечивающие повороты, делают на фрезерном станке или используют дрель и напильник.
Упростить конструкцию можно применением швеллеров. Их и отрезки труб крепят к основанию, снабжают полученную конструкцию четырьмя роликами. Два из них, имеющих обычно небольшой диаметр и ширину 7 см, являются направляющими, удерживающими наждачную ленту в определенном положении. Один (ширина 15 см) приводит ее в движение, второй (10) – натягивает.

Для изготовления роликов лучше применять титан или дюралюминий. Для насадки на болгарку – сталь. Можно для роликов использовать муфты труб из полипропилена 46-миллиметрового диаметра, которые садятся на подшипники 203. Ленту в этом варианте натягивают с помощью газлифта.
Ролики в конструкции гриндера располагают в одной плоскости. Это обеспечит невозможность соскакивания ленты при движении. Скорость передвижения наждачной полосы меняют регулятором оборотов, который имеется на болгарке.
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.
Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
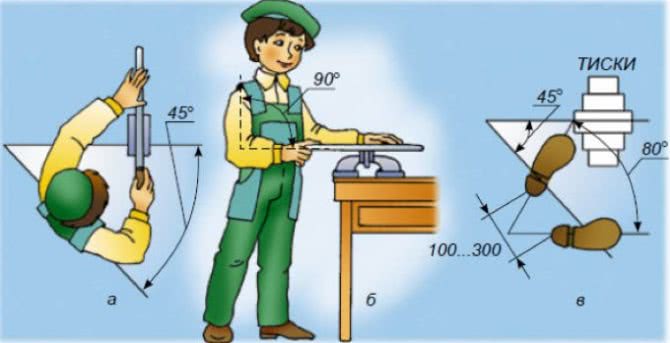
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Нету электронапильника? Не проблема, сделаем из болгарки!
Сегодня мы рассмотрим, как сделать простой ленточный шлифовальный станок из болгарки. Этот станок имеет не очень широкую шлифовальную ленту, а предназначен в основном для ручной работы. Впрочем, вам никто не запрещает его закрепить и использовать как стационарный.
Что касается сверлильного станка, то тут сложнее, автор с помощью него изготавливает крепежный кронштейн, а также вырезает ведущее колесо из дерева.
Материалы и инструменты, которые использовал автор для самоделки:
Список материалов:
— толстая стальная пластина; — три подшипника; — стальная ось; — стальная пластина; — стальные трубки (одна должна заходить в другую); — пружина (для натяжения ремня); — фанера; — винты; — длинная гайка (с резьбой как на валу болгарки); — краска; — эпоксидный клей.
Список инструментов:
— болгарка; — митральная пила; — плоскогубцы; — сварка ; — сверлильный станок ; — метчик; — дремель ; — рашпиль; — наждачная бумага; — токарный станок; — тиски.
Процесс изготовления приспособления:
Шаг первый. Делаем крепежный кронштейн
Одним из самых сложных задач в этом деле является крепежного кронштейна, который удерживает всю конструкцию на болгарке. Он устанавливается вместо передней ручки болгарки. Впрочем, если у вас есть весь необходимый инструмент, то ничего сложного в этом нет. Вы можете пойти более простым путем при изготовлении этого кронштейна. К примеру, его можно сделать из обычной стальной пластины, согнув ее под размер, а потом к ней можно приварить еще одну пластину для крепления все конструкции. В общем, решений масса, рассмотрим, как это сделал автор.
Снова обращаемся к помощи сверлильного станка и сверлим отверстие под стягивающий болт. После этого зажимаем заготовку в тиски и нарезаем метчиком резьбу под болт. В принципе, можно просто просверлить сквозное отверстие, а потом стянуть болтом с гайкой.
Шаг второй. Делаем ведущее колесо
Ведущее колесо делается из фанеры, если она недостаточно толстая, можно использовать штук. Вырежьте нужно количество кругляков на сверлильном станке, а потом склейте и стяните винтами с обеих сторон для верности.
Теперь можно переходить к шлифовке колеса. Зажимаем в токарном станке болт, а на него накручиваем колесо. Включаем станок и формируем профиль колеса. По центру оно должно быть большего диаметра, чем по краям. Благодаря этому условия шлифовальный ремень при работе не слетает с приспособления. Завершите работы с помощью наждачной бумаги.
Шаг третий. Носовая ось
В носовой части приспособления тоже находится колесо, то есть ведомое колесо. Оно сделано из трех подшипников. Под них вам нужно найти ось. Чтобы закрепить все это дело, берем пластину и сверлим в ней два отверстия чуть меньшего диаметра, чем выбранная ось. Смысл в том, чтобы потом напрессовать эти пластины на ось. Вырежьте две детали из пластины и обточите их, как сделал автор.