Характеристики омедненных металлов
Медь имеет хорошее сцепление практически со всеми металлами и сплавами, но защитные свойства медного гальванического покрытия без дополнительных слоев невысоки. Под воздействием атмосферных факторов оно достаточно быстро разрушается, и даже в домашних условиях его обычно покрывают лаком. В то же время подслой из меди значительно улучшает характеристики многослойных покрытий в части механической прочности и коррозионной стойкости. Нержавеющие стали обычно защищают от коррозии трехслойным покрытием из хрома, никеля и меди. При этом меднение проводится первым, чтобы при использовании изделия в условиях переменных нагрузок обеспечить пластичность всего составного слоя. Точно такую же роль меднение играет в покрытиях металлопроката и листового железа, из которых изготавливают профильные изделия, эксплуатируемые в условиях морского климата и агрессивных сред. Омедненные провода и контакты из алюминия легко паяются и имеют более низкое сопротивление, особенно на высоких частотах. Технические условия электролиза позволяют при меднении металлов в декоративных целях окрашивать поверхностные слои меди в различные цвета и придавать им дополнительный блеск (на фото ниже – меднение по нержавейке).
Это интересно: Изготовление шнеков — технология и оборудование — процесс, подготовка, способы
Одновременное протекание реакций на электроде. Выделение металла одновременно с газом. Сплавообразование.
Случаи, когда при нанесении гальванического покрытия на электроде протекает только одна реакция довольно редки. Гораздо чаще происходит одновременно две и более реакции. Условием для одновременного протекания двух электрохимических процессов является максимальное сближение потенциалов их разряда. Можно классифицировать ситуации следующим образом:• Восстановление (осаждение) металла одновременно с выделением водорода;• Восстановление (осаждение) металла одновременно с одним или несколькими другими металлами, а также, иногда, неметаллами и органическими веществами.
Также в качестве побочных реакций могут выступать реакции неполного восстановления металла (Fe3+ → Fe2+), реакции восстановления оксидных пленок и т.п.
Как правило, все процессы осаждения металлов в гальванике идут с одновременным восстановлением примесей из раствора (посторонние металлы, сера, органика и т.п.), продукты восстановления которых встраиваются в покрытие и вызывают изменение его физико-механических свойств — положительное или отрицательное. Примером положительно влияющей примеси (можно назвать ее легирующим компонентом) является висмут в сплаве олово-висмут, дающий улучшение коррозионной стойкости, предотвращение эффекта «оловянной чумы», увеличение срока сохранения способности к пайке. Примером сплава с вредной примесью — никелевое покрытие, загрязненное медью (медь дает ухудшение прочности сцепления покрытия с основой, ухудшение внешнего вида — потерю блеска, образование грязно-серого покрытия, ухудшение защитных антикоррозионных свойств).
6.1 Выделение водорода одновременно с осаждением металла на катоде.
Выделение водорода одновременно с покрытием происходит, например, при никелировании, хромировании, цинковании из цинкатного электролита, лужении из кислого электролита и т.д. Выделение водорода усиливается при приближении к предельному диффузионному току.
Рассмотрим рисунок 8, на котором показаны поляризационные кривые одновременного выделения водорода и металла на катоде. При потенциале Е1 доля общего тока, приходящегося на выделение металла составляет примерно 2/3 общего тока, а выделения водорода — 1/3. При более отрицательном потенциале Е2 наоборот, доля тока осаждения металла составит 1/3 общего, а доля тока выделения водорода — 2/3. И чем более отрицательный потенциал мы будем задавать, тем больше будет доля тока выделения водорода в общей величине тока, пропущенного через электролизер.
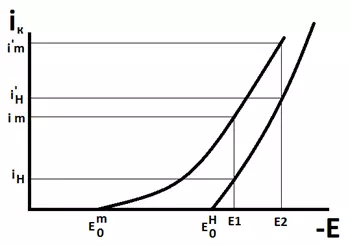
Рисунок 8 — Поляризационные кривые одновременного выделения металла и водорода. Выделение водорода при катодном осаждении металла практически всегда отрицательно сказывается на качестве покрытия. Тому есть несколько причин:• Водород может проникать в покрытие и металлическую основу, вызывая «водородную хрупкость» металлов.• Водород может задерживаться на поверхности металла, вследствие чего покрытие будет расти вокруг пузырька газа. В результате будет образовываться ямочка, иногда доходящая до подложки — «питтинг». Это особенно актуально для никелирования.
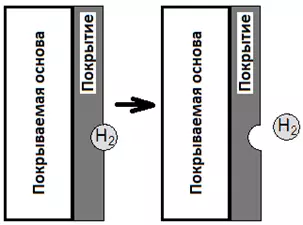
Рисунок 9 — Схема образования питтинга за счет пузырька водорода, прилипшего к покрытию• Водород может создавать «газовые мешки», под которыми покрытия образовываться не будет (рисунок 10).
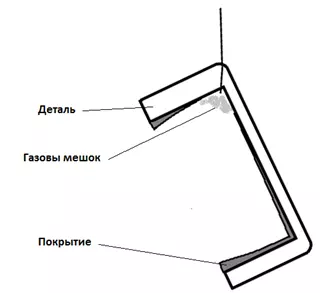
Рисунок 10 — Схема образования газовых мешков.С другой стороны, очень редко водород может играть и положительную роль, например при щелочном цинковании из цинкатного электролита. Обильное выделение водорода в этом процессе позволяет доочистить поверхность покрываемых деталей от загрязнений и несколько улучшить прочность сцепления покрытия с основой в этом случае (здесь речь будет идти об «очищающем» действии электролита). Однако, не следует забывать и о том, что обильное выделение водорода одновременно с этим ухудшит физико-механические свойства покрытия за счет наводораживания и, соответственно, водородной хрупкости. Кроме этого, десорбирующийся из детали водород при сильно напряженном покрытии может вызывать появление отслоений в виде пузырей.
Как сделать домашнюю ванну для гальваники своими руками
В домашних условиях обычно проводятся более простые работы, включающие в себя нанесение на поверхность меди или никеля, поэтому гальваническая ванна с легкостью собирается даже из подручных средств
Но и в этом случае важно соблюдать ряд условий:
- емкость для ванны должна быть жесткой, устойчивой к химическим реагентам, не пропускающей через себя электричество;
- в помещении для гальваники в домашних условиях должна находиться вытяжка;
- требуется постоянный доступ к чистой воде (даже самый легкий процесс потребует как минимум 5 промывок);
Самый популярный вариант, используемый многими мастерами в домашних условиях — сделать ванну из пластиковой канистры. Для этого нужно будет срезать крышку с горловиной, а ее боковины усилить армирующим материалом. На стенки полученной установки по линии среза надеваются уплотнители (для окон или автомобилей). Далее нужно будет закрепить крышку. Финальным этапом будет проделка отверстий для контактных штанг.Сами штанги можно изготовить в домашних условиях из медной шины, диаметр каждой –до 10 мм. В концах с обеих сторон просверливают отверстия, чтобы можно было подключать полюса от источника питания. На расположенные по краям готовой гальванической ванны штанги навешиваются анодные пластины, подключенные к электричеству. На центральную штангу надета катодная деталь, подключенная к отрицательному полюсу. Ток и напряжение определяются, исходя из объема ванны и планируемых к проведению работ.
Как правильно подготовить изделие к процедуре
Восстановление аккумулятора
Предметы, которые подлежат гальванизации, должны иметь очищенную от коррозии и грязи поверхность. Ручной механической очисткой или шлифовальными приборами поверхность зачищается до блеска. Раковины и глубокие необработанные царапины не должны остаться на детали. В противном случае атомы во время гальванизации не смогут образовать хорошей связи и выпадут в осадок. После механической обработки нужно погрузить деталь в сильный щелочной или кислотный раствор. Можно воспользоваться кратковременным изменением полярности на установке. Стальные детали опускают на несколько минут в разогретый до 90 градусов фосфорнокислый натрий. Медь или её сплавы очищают содой или любым моющим средством. Можно также применить фосфорнокислый натрий, но не подогретый.
Материалы, которые чистящие химикаты не могут удалить
Есть некоторые материалы, которые химические средства не могут удалить или делают это с большим трудом, для процесса гальваники. Вот список наиболее распространенных из этих материалов:
- сварной шлак и другие остатки сварочного флюса;
- разбрызгивание и брызги;
- заусенцы (могут включать чрезмерно шероховатые края от резки пламени);
- мельничные покрытия, такие как лаки или лаки, присутствующие на некоторых типах труб;
- эпоксидные, виниловые и асфальтовые;
- песок и другие примеси на отливки;
- масляные краски и маркеры;
- маркеры карандашей;
- очень тяжелые или толстые отложения воска или жира.
Эти материалы должны быть удалены с поверхности до его доставки на завод по гальванизации или в случае домашних условий.

Поверхность до и после зачистки и нанесения гальваники
Существуют различные общепринятые стандарты для абразивоструйной очистки, очистки руками и очистки электроинструментом, эффективные при удалении этих материалов. Абразивоструйная обработка обычно необходима для отливок, для удаления песка и других примесей из процесса литья. В качестве альтернативы можно использовать различные продукты, которые совместимы с процессом гальваники, чтобы уменьшить необходимость в струйной обработке или чистке электроинструментом. Использование непокрытых электродов позволяет избежать проблемы осаждения флюса во время сварки вредные при операции. Доступны маркеры, которые легко растворяются в ваннах, используемых в процессе гальванизации.
Никелирование
Покрытие металла слоем никеля в домашних условиях могут выполнять в качестве финишной обработки или перед хромированием. Такой процесс получил название «гальваностегия», так как наносимый на поверхность изделия слой никеля повышает ее устойчивость к негативным факторам внешней среды. Кроме высоких защитных свойств, никелевый слой отличается и декоративной привлекательностью.
Температура электролита при выполнении никелирования не превышает 25°, а плотность тока находится в пределах 1,2 А/дм2. Электролит, кислотность которого должна находиться в пределах 4–5 pH, представляет собой водный раствор, в состав которого входят такие химические элементы, как сульфат никеля, магний, натрий, пищевая соль, борная кислота.
https://youtube.com/watch?v=KFcaPxjW_ik
Процесс изготовления
Берем примерно 20-сантиметровый отрезок многожильного кабеля и извлекаем из него проволоку. Защищаем изоляцию по обеим сторонам проволочки, один ее конец сгибаем под углом 90 градусов и приклеиваем к пластиковой детали мгновенным клеем. Причем клей БФ не подойдет, так как его растворит бронзовая краска.
Когда предметы высохнут, осуществляем их обезжиривание с помощью средства бытовой химии (например, стирального порошка). Далее промываем изделие в проточной воде или обрабатываем его ацетоном.
Детали достаточно крепко зафиксированы на проволоке. Теперь их можно по одной окунать в заранее подготовленную бронзовую краску или же наносить этот материал кистью. Вся поверхность должна быть равномерно окрашена. Рекомендуется использовать изолированную проволоку от кабеля, иначе медь будет попадать на голый провод, что приведет к дополнительному расходу анода.
После часового высушивания поверхности высушенные концы проводов скручиваем между собой. Детали не должны соприкасаться друг с другом. Далее присоединяем изделия к плюсовому контакту и погружаем их в ванну. Спустя несколько секунд после погружения начнется заметный невооруженным взглядом процесс омеднения.
Толщина медного покрытия может колебаться в зависимости от обстоятельств, но для мелких предметов она составит примерно 0,05 миллиметра. В ванне детали находятся в течение 15 часов. Регулировку тока осуществляем перемещением контакта по нихромовому реостату в рамках 0,8-1,0 Ампер. После омеднения повышаем ток до 2 Ампер. Когда срок выдержки деталей истечет, промываем предметы в проточной воде, высушиваем их, а проволоку отрезаем. Зачищаем проволоку и подготавливаем ее к следующей процедуре.
Металлизация завершена. Далее берем серную мазь (можно приобрести в аптеке), наносим ее на поверхность и проносим деталь на огнем газовой плиты. При этом медь сразу потемнеет.
Следующий этап — полировка. Для этого пригодится двигатель, оснащенный металлической круглой щеткой. Эта работа требует определенного умения. В результате у нас должна получиться поверхность, выглядящая как черненая бронза с отдельными блестящими участками. Если сразу не удалось добиться нужного результата, снова наносим серную мазь, нагреваем изделие над огнем и полируем.
Для тех, кто сомневается в эффективности описанной выше процедуры, предлагаем сделать пробу. Для этого понадобится емкость для электролита, куда нужно опустить немного меди. Одну деталь окрасьте из пульверизатора 2-3 слоями в бронзовый цвет. Далее нужно подсоединиться к батарейке без использования реостата. Также подойдет адаптер от плеера.
https://youtube.com/watch?v=NPgnaeZuMNc
Помимо меди, на неметаллическую поверхность можно наносить и другие металлы, в том числе золото или серебро. Серебряная гальванопластика может осуществляться одним из двух способов: химическим или электрохимическим. Химическое серебрение производится путем погружения изделия в прокипяченный раствор с серебром. Электрохимический процесс дает более надежный результат, так как покрытие получается более прочным в результате воздействия электротока. Серебряная гальванопластика широко применяется при производстве ювелирных изделий.
Итак, гальванопластика дома вполне возможна. Процесс достаточно трудоемкий и требует определенных навыков, однако конечный результат того стоит.
Другое оборудование для гальваники
К ванночке необходимо подключить источник постоянного тока, которые будет активировать электролитическую реакцию. Нужно купить стабилизированный блок питания, в состав которого входит выпрямитель электрического тока и регулятор напряжения (оптимальное напряжение — от 1 до 2,5 вольт). К ванночке от источника тока также необходимо подключить два провода, которые будут выполнять роль катода и анода. К аноду следует прикрепить анодные металлические пластины, проводящие ток. Провод-катод напрямую подключается к обрабатываемой детали.
После подключения электрических элементов в ванночку заливается жидкий электролит. Он представляет собой раствор, способный проводить электрический ток за счет диссоциации вещества на электроактивные ионы. В качестве электролита обычно используются нестабильные кислоты, щелочи или соли. Электролитический раствор можно приготовить самому, однако проще всего будет купить его в любом магазине электрических товаров или машинного оборудования. Перед гальванизацией электролит часто придется нагревать (часто его можно нагреть прямо в ванночке). Конкретный состав электролита зависит от типа операции — скажем, для хромирования в качестве электролита Вам понадобится хромовая кислота.
Вспомогательное оборудование
Помимо ванночки, проводов и электролита Вам рекомендуется иметь при себе вспомогательное оборудование:
Механические или электрические весы. Они будут нужны для взвешивания отдельных гальванических компонентов, что поможет Вам подсчитать оптимальный уровень электролита в ванночки. Также они пригодятся для приготовления обезжиривающего раствора.
Плитка для нагрева электролита (ванночку можно поставить прямо на плитку). Предпочтение рекомендуется отдать электрическим плиткам, поскольку в случае сгорания газа образуются вещества, которые могут вступить в реакцию с ванночкой и осесть в электролите, что плохо влияет на качество электролитического раствора
Обратите внимание, что электроплитка должна иметь регулятор температуры нагрева.
Вытяжка для удаления вредных испарений. Во время гальванизации в атмосферу будет выделяться множество газообразных веществ, которые представлять опасность
К тому же они неприятно пахнут, а в случае их оседания на стенах или мебели удалить эти вещества будет весьма непросто. В качестве вытяжки рекомендуется использовать вытяжной вентилятор или похожее оборудование.

Особенности процесса
Для получения качественного покрытия нужно правильно подобрать силу тока и напряжение. При слишком слабом токе металл осаждается слишком долго. В случае превышения нормативных параметров по току и напряжению, металл осаждается хлопьями. Еще один момент – приобретение жидкости для электролита. Проще использовать раствор для аккумулятора машины, а специализированные химикаты, например, серную кислоту, сложно приобрести обычному человеку. Чаще всего данный способ обработки предполагает омеднение изделий. Но можно посеребрить или позолотить заготовку при наличии драгметалла.

Золочение с помощью листиков сусального золота выглядит красиво, но его себестоимость гораздо выше, чем у позолоченных изделий в розничной продаже. Чем крупнее деталь, тем большего размера требуется пластина электрода и подаваемый ток. Поэтому в быту крупные вещи не подвергают гальванопластике.
Процесс гальванопластики начинается со сборки аппарата. Плюс от источника тока подается на пластину, а минус – на изделие. Чтобы провода не начали реагировать при гальванизации, место их соединения с пластиной залепляют пластилином. Площадь с положительным зарядом должна быть больше площади заготовки желательно не менее, чем в два раза. Чтобы выставить оптимальный ток на приборе, пользуются простой формулой. Площадь пластины умножают на плотность тока. Обычно берут значение плотности 1-2 А на каждый квадратный дециметр.
После выполнения расчетов приступают к обработке. Обезжиренную заготовку с помощью клея и медной проволоки прикрепляют к минусовому контакту. Если материал не токопроводящий, необходима обработка изделия графитовым спреем. Если будущее украшение имитирует ювелирное, нужно все камушки и стекла заклеить пластилином. Этот материал не позволит измениться цвету камня. Желательно брать для создания украшений стекло или устойчивые к агрессивным средам камни.

Полученный в течение двух часов слой отличается от слоя, выработанного за сутки большей толщины и прочностью
Важно учитывать, что ванна с электролитом и изделиями должна стоять неподвижно на протяжении многих часов для качественного результата. Готовое изделие не кажется железом, оно будет сверкать розоватым медным блеском
Такой результат свидетельствует о том, что процесс прошел успешно.
Дизайн интерьера и архитектура
Гальванопластика — это специальный метод образования изделия определенной формы из цветного металла путем осаждения его в расплавленном состоянии на предварительно заготовленной матрице. Данный процесс происходит под воздействием электрического тока. Таким образом, путем процедуры классического электролиза можно получать металлические копии различных предметов.

Гальванопластика ( электроформинг). Брошь ( медь).
Толщина металлического осадка, наносимого на матрицу в процессе гальванопластики, составляет от 0,25 мм до 2 мм. Можно заметить, что этот слой металла получается достаточно тонким, однако он позволяет в полной мере передать в мельчайших деталях форму будущего изделия.

Изделия, созданные методом гальванопластики.
Гальванопластика — это эффективная технология создания копий рельефных оригиналов путем электролитического копирования. На сегодняшний день гальванопластика продолжает оставаться наиболее популярным и востребованным способом получения точнейших образцов небольших художественных предметов, несмотря на появление новейших технологий трехмерного сканирования и 3D — печати.

Изделия в технике гальванопластики
Технология гальванопластики
Технология создания точной копии предмета или художественного изделия методом гальванопластики состоит из нескольких этапов:
- Изготовление слепка рельефного предмета из воска или другого пластичного материала. При этом необходимо учитывать тот фактор, что поверхность копируемого изделия должна обладать свойством проводить электрический ток. Если же модель изготовлена из непроводящих материалов, то на нее различными способами наносят любое электропроводное покрытие. Зачастую выполняется втирание измельченной гранитной пыли в восковой подслой или применяется метод химического восстановления металлов на поверхности оригинала.
- Помещение слепка в электролит — готовую модель помещают в специальную емкость с раствором электролита.
- Проведение процедуры электролиза, в процессе которой во время пропускания тока через расплавленный металлический раствор на поверхности слепка наращивается достаточно толстый слой металла, который равномерно заполняет все неровности слепка.
- Отделение слепка от слоя металла после окончания процесса электролиза. Копию отделяют от оригинала по заранее нанесенному барьерному слою или путем химического растворения ( расплавления) оригинала.
Виды металлов для гальванопластики
Для изготовления точных копий предметов или покрытия их тонким металлическим слоем используются следующие виды металлов:
- Медь
- Никель
- Хром
- Серебро
- Золото
- Железо
- Олово
- Родий
К этому можно добавить, что медь чаще всего используется в качестве промежуточного слоя в процессе никелирования, хромирования, серебрения и золочения. Кроме этого, именно медь зачастую выступает единственным и основным слоем металла в процессе гальванопластики.
Сфера применения
Метод гальванопластики применяют для изготовления металлических деталей сложнейшей конфигурации. Такие детали трудно или даже невозможно создать с помощью механической обработки металла или обычного литья. Поэтому в подобных случаях гальванопластический способ является единственным выходом.
Однако наибольшее распространение технология гальванопластики получила при изготовлении следующих видов изделий:
- Художественные копии скульптур
- Копии барельефов и горельефов
- Фигурная посуда
- Ювелирные украшения
- Грампластинки
- Печатные валы
- Металлические изделия с микронными параметрами
- Мемориальные доски
- Памятные таблички
- Фирменные знаки
- Монеты
- Гербы
- Медали
- Эмблемы
- Логотипы
- Декоративная символика
- Бюсты
- Портреты
- Картины из металла
- Декоративные панно
- Иконы
- Оклады для икон
- Венцы для икон
- Вставки для мебели
- Цветочные горшки
- Вазы для цветов
- Ажурные и декоративные элементы, орнаменты и узоры
Метод гальванопластики широко применяется в реставрационных работах или для создания предметов интерьера.

Гальванопластика
Материалы и оборудование
Для приготовления раствора для гальванопластики в домашних условиях понадобится следующее:
- Блок питания – источник постоянного тока.
- Электролиты от аккумулятора машины или серная кислота, в зависимости от того, что проще купить.
- Медный купорос – непосредственно из этого вещества медь будет осаждаться на предметах.
- Дистиллированная вода для правильной концентрации раствора.
- Медицинский спирт – улучшает качество раствора.
- Графитовый спрей – им покрывают изделия, не обладающие электропроводностью.
- Пластилин – понадобится и присоединении пластины к проводу и для изоляции частей изделия, которые не должны покрываться слоем металла.
- Медная пластина – для непосредственного электролиза.

Классический рецепт предполагает использование серной кислоты, но она продается только для химических лабораторий, и не каждый имеет возможность ее достать. Для приготовления раствора электролита для гальванопластики в домашних условиях потребуется:
- 250 грамм купороса;
- 60 грамм серой кислоты;
- 1 литр воды.
Медный купорос разводят в 500 мл воды. Когда компоненты смешаются, серную кислоту медленно наливают в воду. Если сделать наоборот, едкая кислота разбрызгается. После смешивания постепенно доливают воду, чтобы получить нужный объем. В домашних условиях приготовление раствора электролита станет безошибочным после нескольких попыток.
Можно использовать готовый электролит из аккумулятора. В этом случае на такое же количество медного купороса требуется взять 15 мл спирта и 145 мл раствора электролита.
Общие сведения
 Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
Покрытие гальваникой бывает технологическим или декоративно-защитным. Это тонкий металлический тонкий слой, который в зависимости от гальванических элементов может выполнять эстетические функции. Гальванопластика не увеличивает прочность изделия, поскольку в этом случае требуются большие производственные мощности, но для красоты и придания «свежести» вполне подойдет.
Гальванические реакции происходят с помощью постоянного электрического тока. В специальную емкость-диэлектрик наливают раствор — электролит, в который погружают два анода. Аноды должны быть изготовлены из металла, который будет осаждаться на покрываемом изделии.
https://youtube.com/watch?v=uwZ-ObeJ-s4
Обрабатываемая деталь присоединяется к минусовому выводу и помещается между анодами. Она выполняет роль катода. Аноды, в свою очередь, присоединяются к плюсовому контакту источника питания. Они становятся частью цепи, проводя ток в электролит и отдавая ему свои металлические элементы. Электролит передает необходимые частицы обрабатываемой детали, они постепенно обволакивают её тонким слоем. Аноды по площади должны превышать в несколько раз размер заготовки.
Другими словами, гальванизация представляет собой перенос молекул металла раствора на изделие в момент протекания через них электротока.
Любой гальванический процесс можно разбить на общие этапы:
- Сборка гальванической установки.
- Подготовка электролитного раствора.
- Обработка и подготовка образца.
- Запуск гальванического процесса.

Суть процесса
Перед тем как вдаваться в подробности, следует выяснить суть этой электрохимической процедуры. Гальваническая обработка состоит из нескольких важных стадий:
- изготовление раствора электролита (состав подбирается индивидуально для каждой ситуации);
- помещение пары анодов от «плюса» источника электротока в электролит;
- погружение в гальванический состав обрабатываемой детали, помещение ее между парой анодов и последующее подключение к «минусу» источника электротока (то есть обрабатываемый элемент становится своеобразным катодом);
- замыкание созданной электроцепи.
Сам процесс гальванизации базируется на том, что положительные частицы металлического сплава, присутствующие в составе электролита, под влиянием электротока стремятся к катоду-элементу, который заряжен отрицательно. Затем этот состав оседает на поверхности обрабатываемой детали и создает на ее поверхности тоненькую пленку из металла.
https://youtube.com/watch?v=51GucXrZUp8