Характеристики, которым должна соответствовать лента для шлифовального агрегата
4 варианта сборки точилки своими руками и чертежи Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
- размеры гриндера;
- назначение агрегата.
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани
При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками
Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках
Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности
Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно
Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.
От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.
Склейка ленты – сложное процесс, который не терпит ошибок
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее
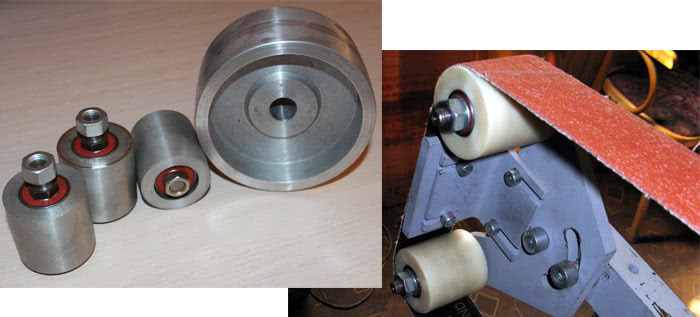
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости
Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин -1 будет составлять не более 1380…1400 мин -1 . С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5
При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин -1 , при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты)
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин -1 . К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание
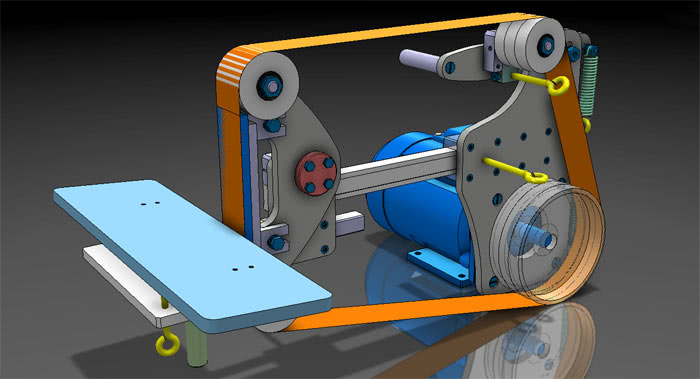
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
Самодельный шкив
Этот элемент конструкции является самым сложным в изготовлении. Готовый шкив для гриндера достаточно дорогостоящая деталь. Для его самостоятельного изготовления необходимы определённые знания в области механики и токарного дела. Получить качественный шкив можно из стали или дюралюминия. В этом случае заготовку необходимо обрабатывать на металлорежущих станках. В упрощённом варианте можно его изготовить из фанеры. Она должна быть ФСФ или ФБ. Толщина выбирается исходя из ширины применяемой ленты.
https://youtube.com/watch?v=x_mzs3PKWZs
Диаметр ведущего вала рассчитывается на основании характеристик выбранного двигателя и требуемой скорости движения ленты. Такой расчёт можно произвести самостоятельно или воспользоваться существующими таблицами.
Как правильно склеить абразивную ленту
Готовые абразивные ленты для бытовых гриндеров и домашних шлифовальных станков можно без проблем купить в магазине или на строительном рынке. Вот только цена вопроса не всегда устраивает. Да и расстояние до пункта назначения может быть приличным.

Поэтому дешевле будет клеить абразивные ленты своими руками. Для самодельных ленточно-шлифовальных машин абразивные ленты из наждачки также в большинстве случаев приходится склеивать самостоятельно, поскольку далеко не всегда удается найти подходящий размер.
Некоторые мастера предпочитают клеить ленту стык в стык, подкладывая снизу подкладку из наждачки. Однако лучше, чтобы шов был сделан внахлест. Как правильно склеить абразивную ленту из наждачной бумаги для гриндера и шлифстанка, читайте дальше.

Клеим абразивную ленту самостоятельно

Первым делом нарезаем наждачную бумагу на полосы нужной ширины. Длину необходимо отмерить немного с запасом, с учетом нахлеста, который составляет 2 см. Еще один важный момент — угол, под которым будут склеиваться части наждачки, должен «дружить» с диаметром установленных роликов.
Перед склейкой одну часть шлифовальной ленты необходимо зачистить от абразива. Для этого смачиваем место склейки ацетоном и оставляем на несколько минут. Потом удаляем «зерна» при помощи пильного полотна ножовки по металлу.

На втором конце наждачки нужно снять небольшую фаску для лучшего сцепления. Также надо зачистить наждачную бумагу с внутренней стороны. Затем можно приступать непосредственно к склейке абразивной полосы для гриндера и ЛШМ.

Края шлифовальной ленты фиксируем зажимами-прищепками, чтобы они не разъезжались в стороны, потом промазываем места соединения столярным клеем ПВА (класс D3).

Снизу и сверху шва подкладываем кусочки газеты и придавливаем дощечками. После этого зажимаем струбцинами и оставляем на сутки. Подробнее о том, как правильно склеить абразивную ленту, смотрите в данном видеоролике.
Оцените запись
Классификация лент для гриндера
Наиболее качественные образцы гриндерных лент позволяют обрабатывать поверхности без использования полировочных паст до 11 класса чистоты.
Существующая классификация, в соответствии с которой ленты для гриндера подразделяются на группы, учитывает следующие показатели:
- геометрические характеристики изделия;
- тип использованного абразива;
- зернистость;
- вид основы;
- механическую стойкость;
- влагоустойчивость.
Ленты для гриндера показывают тем большую эффективность в работе, чем плотнее и тяжелее ткань основы. Наибольшая плотность основы имеется у гриндерных лент, предназначенных для использования в станках, осуществляющих при обработке давление прессования. Многие современные модели особо качественных лент покрываются еще и охлаждающим слоем.
Основные этапы работ
На следующем этапе из оставшихся кругов фанеры автор собирает ведущий ролик. По центру нужно просверлить отверстие под вал двигателя (или вал болгарки, если она используется как привод).
Далее обрабатываем ведущий ролик, придавая ему необходимую форму. Сверху наносим клей 88 для влагостойкости и шероховатости.
После этого приступаем уже непосредственно к изготовлению ведомых роликов для гриндера. Вставляем подшипники в отрезки круглой трубы, потом завариваем шов и шлифуем.
Подробно о том, как сделать ролики для гриндера без токарного станка, можно посмотреть на видео ниже. Данный обзор подготовлен на основе видеоролика, опубликованного на YouTube канале «Самоделкин 37 rus».
https://youtube.com/watch?v=SOoDcaw1Xog
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны. Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками. Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Запрессовываем обточенные моноблоки с подшипниками по концам в куски пластиковых труб, используя механизм подачи инструмента сверлильного станка в качестве пресса. Если процесс идет туго, слегка подрабатываем боковую поверхность моноблока наждачной бумагой.
Удаляем болты и наш натяжной и ведомые диски практически готовы. Еще раз контролируем запрессовку подшипников и при необходимости осаживаем их. Торцы роликов обрабатываем на гриндере.
Как сделать ролики для гриндера своими руками
Подготовка роликов для гриндера – один из самых трудоёмких этапов работы. Чаще всего для шлифовальной машинки делают четыре ролика с разными размерами − от 70 до 150 мм. Чаще всего в работу идет металл, в первом случае используют сталь, лучше всего подойдёт титан или дюралюминий. Причём ширина роликов зависит от размера шлифованной ленты.Многие мастера используют как металлические конструкции, так и деревянные, главное обеспечить качество крепления «бочонка» к рабочей поверхности.
При создании чертежа для изготовления роликов запомните, что ролики должны быть бочкообразной формы, это всё обеспечит удержание ленты. Чертёж – обязательное условие работы, ведь, скорее всего, вам придётся обращаться к токарям. Если вы хотите, чтобы ваше устройство работало качественно, стоит не экономить на этом, кроме того, следует выбирать подшипники 6 класса и выше.
Шкив для гриндера своими руками
Шкив для гриндера после собственно мотора − один из самых затратных элементов шлифовального станка. Готовая деталь стоит не менее 2 000 рублей.
Видео о том, как можно сделать шкив для гриндера, можно посмотреть тут:
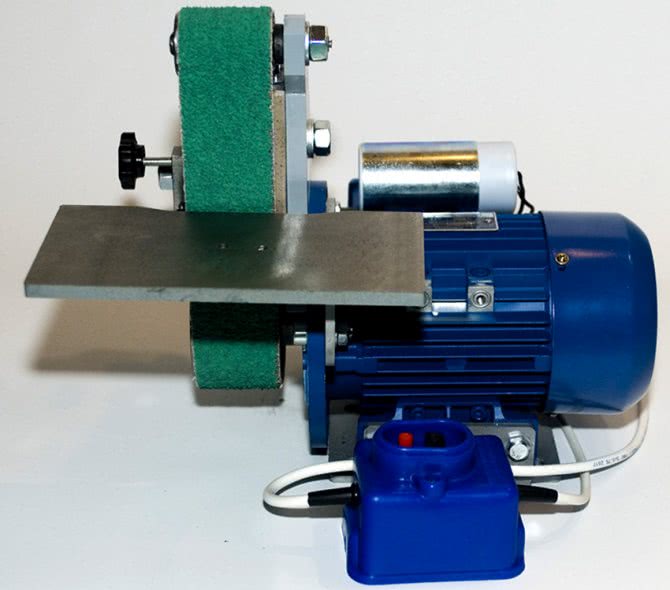
Ленточный гриндер: главные преимущества и недостатки
Любое оборудование, используемое в домашних или же профессиональных мастерских, имеет свои плюсы и минусы. Подобные станки также не являются исключением из правил. Первое и, пожалуй, наиболее существенное достоинство гриндера заключается в его универсальности. Некоторые модели способны использоваться для большого количества задач, например, как гриндер от Чапая.
Еще одно достоинство подобного оборудования является следствием его конструкции. Речь идет о том, что во время шлифовки рабочая зона не перегревается. Повышение температуры – недостаток, свойственный большинству шлифовальных агрегатов. Умеренный нагрев достигается за счет габаритов рабочего элемента (шкива). Размеры круга способствуют его охлаждению при движении вне рабочей точки.
Все поверхности такого настольного станка являются отшлифованными, что тоже считается серьезным преимуществом. Данная характеристика делает его эксплуатацию максимально простой и удобной. Ленточные шлифовальные гриндеры имеют плавный ход, что позволяет равномерно обрабатывать металлические детали и изделия из других материалов.
Главное преимущество ленточного гриндера – это его универсальность
Оборудование, изготовленное промышленным способом, отличается высокой точностью расположения роликов. За счет этого снижается вероятность перекоса абразивной ленты в процессе движения шкива вокруг своей оси.
Минусом любого заводского гриндера, безусловно, является его стоимость, которая далека от демократичной. Однако сегодня существует возможность приобретения сборного комплекта, в состав которого входят все необходимые детали (кроме двигателя). Одним из наиболее популярных наборов является ленточный гриндер «Мастак», цена которого составляет всего 7 тыс. руб.
И, наконец, стоит отметить особую конструкцию прижимной площадки. Настольные станки такого типа предназначены для обработки деталей, которые отличаются не только по материалу, но и по форме.
Виды лент для гриндера
Шлифовальные ленты для гриндера классифицируются по следующим показателям:
- назначению (виду выполняемой операции, качеству обработки);
- геометрическим параметрам (длине и ширине);
- допустимой скорости движения;
- типу абразива;
- способу нанесения абразивного покрытия;
- компании, производящей такую продукцию;
- стоимости.
По виду выполняемых операций изделия для гриндера подразделяются на четыре категории:
- предварительная обработка (создание готовых форм или заготовок);
- черновая обработка поверхностей;
- подготовительная операция перед окончательным шлифованием;
- чистовое или финишное полирование.
Читать также: Заправить газовый баллон пропаном нижний новгород
Для проведения каждой из операций применяется своя шлифовальная лента. Решение первой задачи осуществляется с помощью грубой (обдирочной) ленты марки Р24. Для черновой обработки применяется более мелкая – марки Р36. Подготовительные операции производят на лентах Р80–Р120. Чистовая обработка осуществляется с применением лент самого маленького абразива. Для этого могут применяться алмазные ленты марок А3к0–А100.
По типу шлифовального материала и способу его нанесения абразивная лента делится на категории.
В качестве абразивной крошки на поверхность наносят:
- натуральный камень (например, карбид кремния или гранат);
- керамическую крошку;
- окись алюминия;
- алмазную крошку.
Он наносится на поверхность двумя способами: открытым или закрытым. Каждый из них обеспечивает определенную степень покрытия подложки. Первый осуществляет нанесение абразива не более чем на 60% поверхности абразивного материала. Второй обеспечивает полное покрытие.
Геометрические размеры абразивной ленты гриндера зависят от технических характеристик шлифовального станка. Основными параметрами являются длина и ширина. Все они стандартизированы и имеют несколько установленных размеров. По ширине выпускаются двух размеров: 50 и 100 миллиметров. Длина является более вариативной величиной и равна 610, 915, 1230, 1600, 1800 миллиметрам. Для некоторых специализированных станков выпускается лента длиной заданного размера: 2000 мм при ширине в 50 мм.
Изготовление роликов гриндера своими руками: чертежи
Конструирование роликов для шлифовального агрегата такого типа – серьезный этап, который требует внимательности и аккуратности. Одним из наиболее важных элементов гриндера является главный каток. Необходимо запомнить, что его габариты должны быть больше, чем размеры оставшихся роликов.
Ведущий каток имеет подобные геометрические показатели неслучайно. Такие габариты позволяют избежать нежелательного рывка, возникающего во время пускового момента
Также важно понимать, что для изготовления данного конструктивного элемента ни в коем случае нельзя использовать материалы, которые имеют большую массу. К таким материалам относят:
- сталь;
- чугун.
Перед тем как приступить к созданию роликов, необходимо подготовить соответствующие чертежи с размерами. Ленточный гриндер своими руками должен иметь легкие и удобные ролики небольших габаритов. Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке.
При самостоятельной сборке гриндера важно расположить ролики перпендикулярно друг над другом, чтобы избежать перекосов ленты. Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры
Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры
Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры.
Второй вариант, который чаще всего используют домашние мастера, – применение дюралюминия. Этот материал отличается низким весом и идеально подходит для данной цели. Он содержит примеси меди и магния, которые обеспечивают повышенную прочность сплава. Для сборки гриндера принято использовать дюралюминий марки Д16 и выше.
Как сделать ролики для гриндера своими руками? Специалисты рекомендуют выполнить на шкиве канавку, расположенную на торце. Ее габариты выбираются с учетом размеров абразивной ленты, которая будет применяться в станке. Такая мера направлена на предотвращение слета ленты во время работы оборудования. Желательно проделать ту же манипуляцию и с оставшимися катками.
Очень большое значение имеет степень шероховатости катков. Поверхность роликов может обладать разным уровнем шершавости. При сборке гриндера рекомендуется использовать катки, у которых данный показатель располагается в пределах от 1,25 до 2,5. Таблицу, содержащую информацию о степени шероховатости деталей, можно без труда найти в интернете. Шкив для гриндера своими руками монтируется на оборудование посредством подшипниковых узлов.
Для изготовления роликов для гриндера часто используется дюралюминий.
В этом случае применяются подшипники закрытого типа, которые имеют статичное наружное кольцо и относятся к категории самоцентрирующихся. Установка подобных элементов позволяет исключить возможность попадания абразивных или любых других инородных частиц на вал катка.
При выборе подшипников необходимо обязательно учесть их несущие параметры. Эти показатели определяют то, какую нагрузку способна выдержать деталь. Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования.
Как зафиксировать ролик в устройстве? Проще всего в домашних условиях для крепления катка воспользоваться стандартными шплинтами. Еще один вариант крепления –применение буртика (на одном конце оси).
Характеристики
Связка и основа
В роли гибкой основы бесконечной шлифленты выступают бумага, ткань или полиэстер. Бумага наименее прочная и гибкая, но наиболее дешевая. Наибольшей прочностью обладают шлифовальные ленты на основе полиэстера.
Абразивные частицы крепятся к основе при помощи синтетической смолы. В результате получается высокопрочная связка.
Насыпка и зернистость
Еще один важный параметр бесконечной шлифовальной ленты для гриндера— насыпка зерна. Она бывает открытой, полуоткрытой или закрытой. Для открытой насыпки характерна слабая степень удержания, т. е. как только лента забивается — абразивные частички вылетают. Такие шлифовальные ленты используются для шлифовки смолистой древесины.
При закрытой насыпке свободное место между абразивными зернами заполнено синтетической смолой. Это исключает их преждевременное выпадение.
Шлифленты имеют разную зернистость. Самая крупная — 12, самая мелкая — 4000. Чем крупнее зерна, тем больше материала удаляется и тем грубее выполненная работа.
Большой ассортимент зерен и размеров позволяет подобрать шлифленты для любого инструмента и гриндера, как самодельного, так и профессионального.
Купить бесконечные шлифовальные ленты для гриндера KLINGSPOR (Клингспор) и других производителей вы можете на нашем сайте. Для оформления заказа и уточнения деталей свяжитесь с менеджерами. Номера телефонов указаны выше.
Похожие записи:
 25 очень простых способов сделать журнальный столик своими руками
25 очень простых способов сделать журнальный столик своими руками
 Как сделать оригинальную подставку из пластиковой карты, скрепки или любого другого подручного материала + полезные советы и готовые варианты для воплощения в жизнь
Как сделать оригинальную подставку из пластиковой карты, скрепки или любого другого подручного материала + полезные советы и готовые варианты для воплощения в жизнь
 Ремонт смесителя душевой кабины своими руками
Ремонт смесителя душевой кабины своими руками
 Восстановление аккумулятора шуруповерта
Восстановление аккумулятора шуруповерта
 Изготовление оригинальной ручки для двери
Изготовление оригинальной ручки для двери
 Противоугонка для прицепа: выбираем лучшее устройство
Противоугонка для прицепа: выбираем лучшее устройство