Средства внутреннего противодействия
 Пружина может стать одним из таких средств.
Пружина может стать одним из таких средств.
Перед изгибом профильной трубы, навейте пружину квадратного сечения, которая должна быть сделана из стальной проволоки толщиной в 0,1-0,4 см (этот показатель зависит от толщины трубы, что будет изгибаться).
Величина каждой стороны пружинного сегмента должна быть на 0,1-0,2 см меньше внутренней величины сечения трубы, пружина должна без проблем внедриться в трубу.
После того, как вы установите трубу в месте желаемого сгиба, за несколько минут перед сгибанием, разогрейте выбранный участок лампой для паяния.
Затем на болванке проведите все действия.
Для сгиба медной профильной трубы (водопроводная или отопительная) в зимние месяцы, можете вооружиться таким оригинальным способом.
Итак:
- Заполните медную трубу водой, закройте ее концы пробками.
- Выставьте ее на улицу, чтобы жидкость полностью замерзла.
- Согнуть трубу (компрессионные фитинги для медных труб) можно по шаблону подходящего радиуса абсолютно без потери сечения и без лишних хлопот.
ВАЖНО. Труба дюралевая и латунная может изгибаться таким же образом
Как согнуть профильную трубу без специального приспособления?
Для этого вам необходимо подготовить пару ведер с сухим и чистым песком. Если чистый песок достать не получилось, можете просеять тот, что полежал во дворе.
 После просеивания, его стоит вымыть и высушить.
После просеивания, его стоит вымыть и высушить.
Прокалите потом песок на костре или воспользуйтесь газовой горелой до того момента, пока с него не перестанет выходить пар и дым.
После обработки и остывания песок необходимо пересыпать в тару, она должны быть сухой и предварительно очищенной.
Перед сгибом квадратной трубы, в нее с правой стороны необходимо забить клин из дерева на глубину 100-200 мм, а потом насыпать с левой стороны предварительно подготовленный, очищенный и высушенный песок до момента полного заполнения.
Потом забить такой же клин из дерева с левой стороны и начать, непосредственно, процесс сгибания.
Операцию, как и в случаях указанных выше, стоит проводить, используя болванку диаметром, который соответствует необходимому внутреннему радиусу изгиба.
При слишком крутом изгибе (с малым радиусом), предполагаемую зону сгиба нагревают горелкой. Песок, который плотно забит в трубу, не позволит ей деформировать целостность либо сильно повредиться.
 После окончания процесса на костре выжигается одна пробка, удаляется весь оставшиеся песок и выбивается либо выжигается из трубы вторая пробка.
После окончания процесса на костре выжигается одна пробка, удаляется весь оставшиеся песок и выбивается либо выжигается из трубы вторая пробка.
Если учитывать время, что вы потратите на сгиб таким способом, то он будет равноценный тому, что вы потратите при работе с профессиональным оборудованием.
Те методы гибки профильной трубы, что представлены в этот статье, принесут желаемый эффект, если четко выполнять все перечисленные условия, но высококачественный изгиб во всех смыслах слова достигается, только при использовании профессиональной аппаратуры.
Учитывая то, что на ней будут работать только опытные мастера.
Если вы решили справиться самостоятельно, подойдите к этой работе со всей ответственностью, и только так вы достигните желаемых результатов, потратив минимальное количество денег и усилий.
Как можно согнуть трубу без трубогиба, все варианты посмотрите в предлагаемом видеосюжете.
https://youtube.com/watch?v=mJDEDBJJEMA
Гибка с подогревом
Средне- и высокоуглеродистые стали обладают высокой механической прочностью и упругостью. Поэтому гибка в холодном состоянии предопределяет высокое значение пружинения и потерю размерной точности. Но загнуть трубу без трубогиба можно, нагрев её до температуры полугорячей деформации, когда структурных изменений в металле ещё не происходит.
Источником тепла проще выбрать паяльную лампу, располагая её так, как показано на рисунке.
Место расположения факела паяльной лампы при нагреве трубчатого профиля перед гибкойИсточник yanashla.com
Сильное тепло концентрируется на том участке заготовки, который вы хотите согнуть, и повышает пластичность, поэтому место гиба нужно разметить. Горячая гибка применяется для получения трубчатых деталей с более толстыми стенками. Вот инструкция, как согнуть профильную трубу для теплицы больших размеров:
- Закрепить один конец заготовки в тисках, чтобы она не двигалась.
- Убедиться, что по обе стороны от области, которая подлежит деформированию, достаточно места, чтобы вы могли хорошо удерживать объект при сгибании.
- С помощью паяльной лампы постоянно нагревайте зону гиба Причём именно всю поверхность, а не только одну её сторону.
Когда прокат раскалится, осторожно начинайте его гнуть. Это можно сделать и руками, но тогда следует воспользоваться толстыми перчатками
Снизить усилие поможет рычаг; если его нет, сгодится и гаечный ключ, либо кусок другой трубы большего диаметра.
Иногда проще, когда один человек нагревает, а другой гнёт. Загнуть трубу без трубогиба при нагреве точнее (снимается эффект пружинения).
Если гнуть трубу нагревом, то результат выглядит симпатичнееИсточник chipmaker.ru
После работ дайте материалу остыть и только потом счищайте окалину.
Технология и способы производства
При строительстве объектов с повышенными требованиями к прочности в качестве материалов применяют конструкционные марки стали, содержащие примеси фосфора и серы, как более технологичные и прочные.

Это самый распространённый металл для производства труб.
Для производства профильных труб используют легированные (т.е, содержащие различные добавки, улучшающие прочность и антикоррозийные свойства) и углеродистые (без добавок) стали. В некоторых случаях применяют трубы из других материалов, например, из алюминия, меди или пластика.
Рекомендуем ознакомиться: Применение и конструктивные особенности задвижки шиберного типа
Для производства профилированной трубы используют бесшовный и сварной методы:
- Бесшовный холоднокатаный (метод холодной деформации), применяют для производства профилей, способных выдерживать большие перепады давления, и бесшовный горячекатаный (метод горячей деформации), для изготовления труб повышенной прочности, имеющих защиту от агрессивных кислот и других химических соединений.
- С помощью сварки изготавливаются более долговечные и прочные профили.
Метод электросварки (линия полного цикла)
Сырьём для получения профиля методом сварки является листовой металл.
Технологический процесс профилей включает следующие этапы:
- Обработка штрипса. С металлургических предприятий поставляется листовая сталь в рулонах нужного сорта и толщины. На станке продольной резки широкая полоса нарезается продольно на полоски шириной от 50 мм.
- Сварка ленты. Узкие полосы свариваются между собой для получения бесконечной ленты.
- Формовка круглой трубы. Полученные бесконечные полосы наматывают на вращающийся барабан, потом поступают на формовочный стан. Вальцы станка оказывают давление на стальную полосу и формируют из неё бесконечную трубу круглого сечения. Процесс происходит без нагрева, непрерывно, пока есть лента в барабане.
- Сварка стыка. По всей длине трубы образуется стык, который заваривается неплавящимися электродами в инертной среде, возможен метод индукционных токов или лазерный. Одновременно вальцы продолжают сдавливать трубу и образующийся лишний расплав (град) сразу удаляется специальными резцами. После сварки шов охлаждается специальной эмульсией.
- Профилирование круглой трубы. Заготовка обрабатывается специальными вальцами, преобразуя круглый профиль в квадратный или прямоугольный.
- Контроль качества. Проверка качества проводится двумя способами. Визуально выявляются внешние дефекты, вызванные износом вальцов, проверяется соблюдение правильных геометрических размеров. Дефектоскопом с помощью вихревых токов производится контроль сварного шва, выявляются дефекты внутренние, невидимые глазом.
- Нарезка профиля. На резательном станке получают отрезки необходимой длины.
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
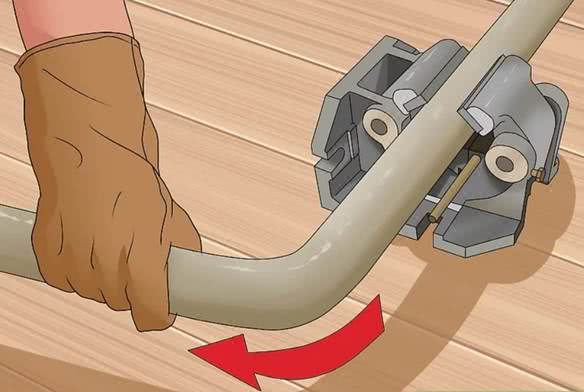
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
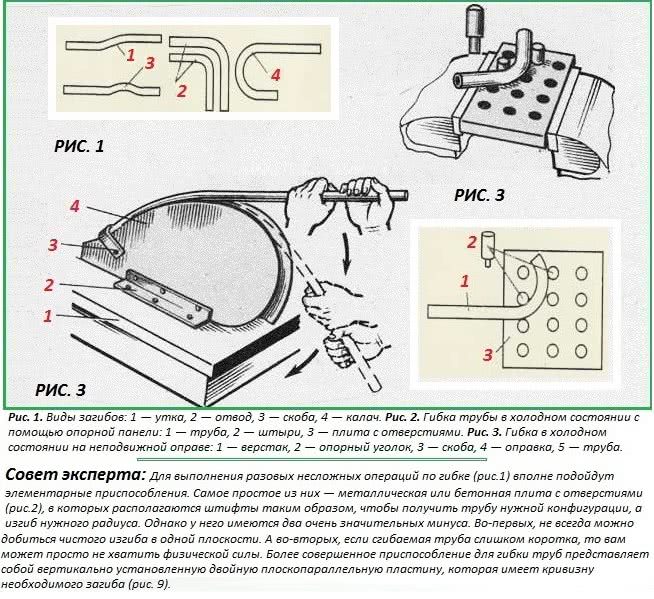
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
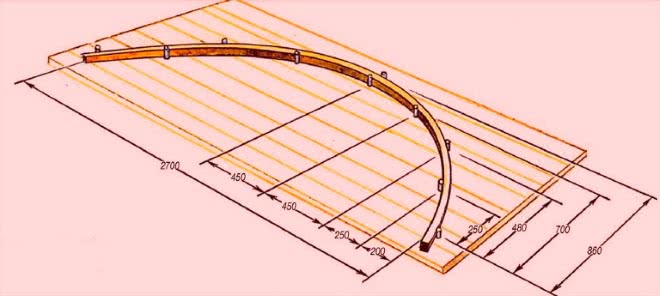
Схема стенда для гибки профильных труб

Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
https://youtube.com/watch?v=S-tW2jymcSQ
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме
При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки
После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
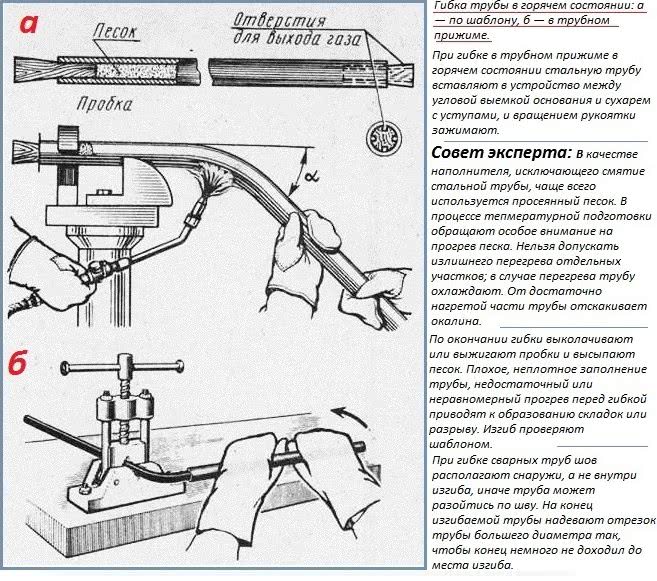
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «трубогиб». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.

Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Техника безопасности
Для выполнения извивов и всех других операций с металлическими изделиями лучше приготовить отдельное помещение.
Гараж либо мастерская подойдет, потому что кроме самих конструкций для работы придется использовать, к примеру, паяльную лампу либо газовуюаргоновую горелку, ударные либо режущие инструменты.
Место проведения работ должно быть вентилируемым и незахламленным. По другому искры при распиле либо неосмотрительное воззвание с источником тепла при нагревании металла могут привести к возгоранию и задымлению.
READ Makita Болгарка 9565 С Регулировкой
Также мастера советуют позаботиться о спецодежде. Фартук и маска защитят от маленьких осколков и пыли, а рукавицы защитят от температурных воздействий и вероятных порезов. Если же предстоит воспользоваться болгаркой, неотклонимым элементом будут особые очки.
https://youtube.com/watch?v=eoWdXK1XdCI
Особенности разных видов профиля
Профильные трубы выпускаются с самым различным сечением: в виде окружности, квадрата, прямоугольника, овала. В домашних условиях мастера предпочитают применять квадратный и прямоугольный металлопрокат. Объясняется такой выбор просто: на трубы этого типа легче и надежнее крепится наружное покрытие.
 В домашних условиях мастера предпочитают квадратный и прямоугольный металлопрокат
В домашних условиях мастера предпочитают квадратный и прямоугольный металлопрокат
Для определения допустимого радиуса изгиба квадратного или прямоугольного профиля нужно знать его высоту и придерживаться таких правил.
- При высоте профиля, меньшей или равной 20 мм, трубу без брака можно согнуть на отрезках, которые длиннее показателя, равного 2,5, умноженному на h, где буквой h обозначается высота сечения трубы.
- Металлопрокат с профилем большей высоты разрешается гнуть на участках, рассчитываемых по формуле 3,5 * h. При меньшей длине заготовка с большой долей вероятности будет испорчена.
Перед тем, как гнуть профильную трубу в домашних условиях, обратите также внимание на толщину ее стенок. Если они тоньше 2 мм, от сгибания лучше отказаться: качественного изгиба не получится
При использовании такого металлопроката для создания конструкций трубы лучше соединять сваркой.
Имеет свои особенности гибка профильной трубы из низколегированной или углеродистой стали. Такие заготовки после сгибания отпружинивают, возвращаясь к первоначальному виду. Так что мастеру потребуется повторная подгонка по шаблону. В некоторых случаях вторичного сгибания можно избежать, если изначально задать радиус изгиба больший, чем требуется. Тогда отпружинивание приведет в конце процесса трубу к запланированному результату.
Степень отпружинивания характеризуется пластическим моментом сопротивления, обозначаемым Wp. Его параметры обязательно имеются в документации на металлопрокат. Чем ниже Wp, тем меньше станет пружинить заготовка при гибке.
Трубогибы для профильных и для «круглых» изделий
Трубогибы для стальных и медных труб бывают:
- ручными,
- механическими.
Причем принадлежность к ручному или механическому типу определяет и особенности конструкции трубогиба, и его производительность.
Ручные аппараты
Ручной трубогиб состоит из:
- станины,
- транспортера,
- прижимного элемента.
Труба заправляется в транспортер, состоящий из связанных цепной передачей вальцов, и прижимается верхним (или нижним) вальцом, который давит на соответствующую грань изделия. Вращая рукоять подающих вальцов, можно продвинуть мерный отрезок сквозь зону давления, и в итоге — изогнуть профильную трубу или аналогичное изделие круглой формы.
Однако в ручном процессе есть свои нюансы. Во-первых, профильную трубу согнуть своими руками, все-таки, можно, но для достижения результата необходимо приложить значительное усилие. Во-вторых, ручные трубогибы годятся для обработки лишь небольших партий изделий.
Механические аппараты
Механический аппарат избавляет нас от необходимости тратить свои силы на изгиб профильной трубы под нужный радиус. Ведь у механического трубогиба и транспортер, и прижимной элемент работают не от мускульной силы оператора, а от электромотора и гидравлического привода.
При этом схема работы устройства остается неизменной. То есть, как и в первом случае, мы заправляем трубой транспортер, создаем прижимное усилие на плоскости сгибаемого изделия (где согнуть профильную трубу нужно еще до начала движения мерного отрезка по транспортеру) и включаем аппарат в сеть. В итоге, труба проходит зону прижимного вальца и меняет свою кривизну. Более подробно процесс ручной и механической гибки будет рассмотрен ниже.
Вариант второй – использование противодавления
Неудачи при обычной гибке труб часто связаны с наличием неуравновешенного напряженно-деформируемого состояния заготовки, когда внешнее давление от рабочего инструмента не уравновешивается внутренним противодавлением (самого сопротивления металла в данном случае недостаточно, поскольку оно заведомо ниже предела пластичности).
Такое противодавление можно обеспечить нагнетанием внутрь газа, жидкости, либо иной несжимаемой рабочей среды, которая характеризуется высокой сложностью. Газ и жидкость исключаются, ведь в домашних условиях выполнить стабильную герметизацию открытых торцов трубчатой заготовки очень трудно. Зато всегда доступны песок или мелкий шлак – они однородны, нетоксичны и просты в обращении.
Рассмотрим последовательность гибки круглого трубчатого профиля с приложением противодавления:
 Последующая гибка разогретого участка
Последующая гибка разогретого участка
- Предварительно необходимо установить заглушку на один из торцов заготовки, для чего можно воспользоваться обычным болтом (см. рис. 5). Стержень болта должен плотно входить во внутреннее отверстие.
- Готовим заполнитель, он должен быть однородным и мелким, чтобы не создавать внутренних пустот. Для периодического уплотнения песка/шлака в качестве поршня используется любой подходящий по диаметру штырь (см. рис. 6). Вся трубчатая заготовка должна быть полностью заполнена наполнителем (см. рис. 7).
- Заготовка устанавливается в слесарные тиски и изгибается. Поскольку предел прочности песка или шлака всегда ниже, чем аналогичный показатель для материала детали, то разрыва или образования трещин не произойдёт. После гибки необходимо тщательно очистить внутренний просвет трубы от остатков заполнителя.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
https://youtube.com/watch?v=f8n5lWB4RMc
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
https://youtube.com/watch?v=TKgMmBQ8YKQ
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
https://youtube.com/watch?v=YZOEdBJxgh4
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
https://youtube.com/watch?v=-9R3I6vVseM
Сфера применения
Профильные трубы квадратной и прямоугольной формы применяют в разных отраслях промышленности — в машиностроительной, пищевой, химической, фармацевтической, строительной.
Рекомендуем ознакомиться: Как почистить канализацию с помощью каустической соды?
Основные направления использования профильных квадратных труб:
- Сооружение ограждений – перил для лестниц, заборов.
- Выполнение каркасных и несущих конструкций — трубы широко применяются для возведения объектов спортивного характера, торговых сооружений и офисных зданий.
- Мебельное производство — для изготовления столов, парт в школах, стульев, офисной мебели, элементы декора и арочные конструкции, различные навесы, козырьки над входом в помещение.
- Оболочка для защиты и сохранности кабеля, и систем орошения.
- Рекламные конструкции.
- Транспортные детали и узлы: цилиндры, поршни, подшипники, рамы сельскохозяйственных машин, большегрузных автомобилей, автоприцепов;
- Лёгкие сооружения и конструкции, каркасы для оранжерей и теплиц, детских площадок, решёток на окна.
Потребителю для правильного выбора профиля следует обратить внимание на несущую способность трубы и вес изделия. От размера сечения профиля напрямую зависит область применения:
- профиль прямоугольной формы 60х30 подходит для рекламных щитовых и каркасных конструкций;
- профиль 25×25 применяют в машиностроении и для лёгких установок;
- профиль квадратный размером 60х60, 80х80 подходит для сооружения ограждений;
- несущие элементы лучше делать из мощного профиля 100х100;
- популярные квадратные профили 15, 40, 60, 100 мм применяют в многочисленных конструкциях для капитального строительства и возведения лёгких сооружений, например, ангаров и складов.
Похожие записи:
 Как назвать группу вконтакте: выбираем классное имя для своего сообщества
Как назвать группу вконтакте: выбираем классное имя для своего сообщества
 Как намотать леску на катушку триммера
Как намотать леску на катушку триммера
 Как подключить телефон через блютуз к магнитоле
Как подключить телефон через блютуз к магнитоле
 Ремонт смесителя на кухне своими руками: пошаговая инструкция и подробное видео
Ремонт смесителя на кухне своими руками: пошаговая инструкция и подробное видео
 Артезианская скважина
Артезианская скважина
 Детская песочница кораблик своими руками: 6 пошаговых фото️
Детская песочница кораблик своими руками: 6 пошаговых фото️