Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.
Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Как приварить петли вертикально. Как правильно приварить петли к воротам — пошаговая инструкция и рекомендации
Монтаж ворот — сложный и кропотливый процесс. От правильности его выполнения зависит плотность прижима створки, надежность конструкции. Одним из ответственных этапов является установка поворотных элементов. До того, как приварить петли к воротам, необходимо подобрать соответствующую модель и адаптировать ее согласно характеристикам готовой конструкции
Выбор и подготовка петель
Для относительно небольшой створки массой до 200 кг подойдут обыкновенные цилиндрические петли. Количество на одну сторону – от 4-х и более
Важно правильно рассчитать нагрузку. Для поворота штифта в заводских моделях предусмотрен подшипник
Если его нет – нужно установить стальной шарик.

Суть модернизации заключается в увеличении площади контакта петлевой группы с плоскостью ворот и опорных столбов. Для этого нужно сделать следующее.
- Выбор платиков. Это пластины, обеспечивающие надежное крепление петли к полотну.
- Размер пластин зависит от массы створки. Толщина должна быть не менее 3 мм.
- Длина платиков не должна препятствовать нормальной работе створки.
По завершении этого процесса можно приступать к сборке конструкции.
Методика крепления к воротам
Петли привариваются на готовую створку. Они должны фиксироваться на опорной раме, запрещен монтаж на металлические листы обшивки. Оптимальный вариант сборки — при установленных опорных столбах. Могут возникнуть сложности с фиксацией ворот в рабочем положении. Для этого можно использовать дополнительные подконструкции.
Рекомендации по установке петлевой группы:
- зазор между опорной стойкой и рамой створки – до 5 мм;
- предварительно делается разметка с учетом того, что петли должны находиться на одной оси;
- часть петлевой группы со штифтом располагается снизу, его направление – вверху;
- сначала делается пробное приваривание максимум на три точки, рекомендуется начать с нижней петли;
- после этого проверяется правильность работы ворот – они должны свободно открываться, закрываться, контролируется зазор, отсутствует самопроизвольное движение створки независимо от ее положения;
- окончательная сварка пластин по периметру, после остывания – удаление окалины и очистка поверхности.
Со временем створка может просесть или поменять свое положение. Если зазор не компенсирует это — необходимо переделать монтажные узлы. Для решения подобной проблемы рекомендуется применять петли с функцией регулировки.
Материалы и инструменты
Для качественного выполнения работы потребуются профессиональные инструменты
Сварочный аппарат может быть любой, важно, чтобы он обеспечил достаточную мощность для формирования дуги. Это зависит от толщины металла и диаметра используемых электродов

Помимо сварочного аппарата потребуются такие инструменты и расходные материалы:
- защитная маска сварщика;
- измерительный инструмент: линейка, рулетка, строительный уровень;
- смазка для петель – солидол или аналогичный ему по свойствам состав;
- болгарка потребуется для зачистки сварочных швов и демонтажа неправильно установленной петлевой группы.
Опорные столбы лучше всего сделать из профильной трубы квадратного или прямоугольного сечения. Это обеспечит надежность конструкции и облегчит процесс монтажа полотна.

Рекомендации по установке
Надежность ворот напрямую зависит от соблюдения правил технологии их монтажа. Сначала крепятся опорные столбы. Если полотно будет изготавливаться самостоятельно – габариты рамы определят только после первого этапа
Важно помнить о технологическом зазоре

В нижней части расстояние до поверхности грунта должно быть не менее 100 мм. Это нужно для компенсации возможного проседания конструкции. В качестве материала обшивки можно использовать профнастил. Для надежной фиксации профнастила привариваются дополнительные ребра жесткости. Дополнительно можно предусмотреть небольшую калитку. Альтернатива – сделать ее отдельно, если позволяет ширина монтажного проема.
После приваривания петель поверхность зачищается от ржавчины, наносится слой грунтовки и краски. Во избежание посторонних звуков при открывании шарниры смазываются солидолом.
Крепление профнастила
Установку листов профнастила можно осуществить так, как удобнее расположить их по перекладинам.
Главное – хорошо установить первый из листов, соблюдая горизонталь и вертикаль. По уровню этого листа будут крепиться и все последующие.
Листу придается правильное положение, затем его крепят к лагам на несколько саморезов. Их вкручивают в тех местах, где волны прилегают к плоскости. После фиксации листа переходите к следующему. Листы не стыкуются – выполняется нахлест на одну волну.
Когда по всей длине забора установлены листы, сделайте дополнительное крепление. Точки крепления должны находиться через каждые две волны на листе, иначе при порывах ветра профнастил будет стукаться о перекладину.
Если сперва установить два самореза по краям, хорошо вымеривая их положение на листе, а затем протянуть между ними капроновый шнур, можно устроить все последующие крепежные элементы строго по его уровню. Получится красивая ровная линия.
Старайтесь не нанести вред покрытию из полимеров. Если на листе останутся царапины, их следует закрасить – это убережет лист от коррозии.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение. Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Преимущества и недостатки
Угловое соединение является прочным и распространенным, однако важно учесть, что угловой шов в то же время сложный и требует определенных навыков и опыта. При несоблюдении правил сваривания угловых швов возникнут дефекты в виде
- прожегов ( сквозное отверстие в шве, причина высокий ток, задержка электродом на одном месте, большой зазор),
- свищей ( это трубчатая полость в сварном шве. Образуется за счет коротких замыканий электрода или резком прерывании дуги, так же причиной может стать отсутствие хорошей технологической подготовки свариваемых деталей),
- подрезов ( углубления, образующиеся из-за неправильной техники сварки, неправильное положение электрода, что приводит к ослаблению сечения),
- непроваров ( возникающих из-за силы тока, высокой скорости перемещения электрода, некачественная зачистка, смещение электрода и т.д.),
- наплывов ( стекший металл, так же образованный из-за не правильной техники сварки) и т.д.
Соблюдая технологию, все дефекты можно предотвратить и получить надежное, прочное соединение. Плюсом так же будет экономичность, получение конструкций сложной формы и разной толщины. Минусом так же является опасность процесса и деформация.
Установка опор и фиксация перекладины
Для начала устанавливают столбы по углам и те, что должны быть в местах поворота.
Затем производится установка промежуточных опор. Последними ставят на место каркасы ворот и калитки.
Эти элементы сооружения выносятся наружу приблизительно на толщину поперечной перекладины.
Достаточным будет углубление опор в почву на 1 м. Если забор планируется сделать очень высоким, ямы должны быть глубже.
Для того, чтобы поместить в почву 1 м опорного столба, рекомендуется выкопать яму глубиной в 70 см, а оставшиеся 30 см заколотить в грунт. Чтобы вырыть яму, можно воспользоваться буром.
Столбы устанавливаются строго вертикально, с обязательной проверкой уровнем. Затем производится заливка столба цементным раствором. Для его застывания понадобится около трех суток, после чего работу можно продолжить.
При установке перекладин надо следить, чтобы верхние располагались ниже, чем верхняя кромка профлиста, на 30 см, а нижние выше на 30 см, чем нижняя кромка. Третью перекладину крепить надо примерно посередине. При помощи специальных пластин лаги крепятся к опорам с использованием болтов.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Проверка конструкции
После того, как сварочные швы остыли, необходимо сбить с них нагар и проверить на наличие трещин, сколов, воздушных пузырей. Ведь любая деформация шва может привести в итоге к плачевным последствиям. Стоит попробовать приложить некоторое усилие на излом конструкции. Она должна быть достаточно стойкой, чтобы абсолютно никак не отреагировать на ваше воздействие: не прогнуться, не хрустнуть, не посыпаться. Если ничего подобного не случилось, то вы получили действительно надежную конструкцию, которая выполнит все возложенные на нее задачи.
Если у вас появилась необходимость сделать сварку уголка, то вам необходимо в обязательном порядке хорошо подготовиться и изучить все приемы. Также стоит ответственно подойти к выбору оборудования для сварки, а также материала, из которого будет выполнена конструкция. Сварка уголка – совсем нелегкое занятие. Отнеситесь к этой задаче со всей ответственностью. Если вы будете придерживаться всех правил и техники сварки, то в результате получите отличную качественную конструкцию.
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
Встык
Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку

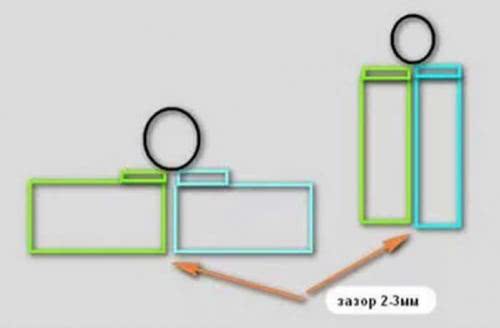
Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением. Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок. Последний метод используется при соединении изделий с полками большой толщины.
Подготовка к работе
Перед тем, как начинать работы по устройству забора, запаситесь всем необходимым материалом. Это сэкономит вам время в процессе работ. Чтобы определить нужное количество профнастила и прочих элементов, подсчитайте, какая длина будет у забора.
Произведите замер пространства, которому необходимо ограждение, по периметру, исключив свободные участки. Удобнее это делать, вбивая в землю колышки в углах участка, и замеряя расстояние между ними.
Если предполагается, что будущая ограда должна иметь изломы, колышки надо устанавливать в углах этих изломов.
Для облегчения работ рекомендуется выполнить чертеж будущего сооружения.
После установки колышков натяните между ними капроновую нить – на высоте двадцати сантиметров от земли. Делать это надо таким образом, чтобы сильно натянутой она не была, но и не провисала бы. Затем длину нити измеряют при помощи рулетки – получается длина забора.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
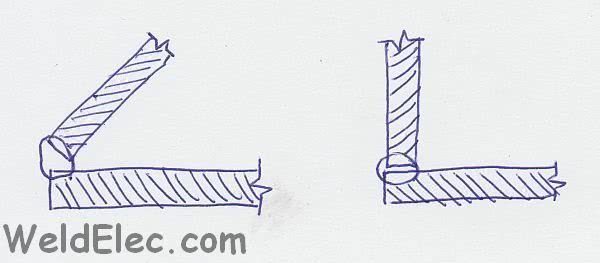
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме
Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
https://youtube.com/watch?v=1C0BxpKY7hY
https://youtube.com/watch?v=sw_4Lgi8qc8
https://youtube.com/watch?v=N1Q5pQpXDmI
Труба профильная

Профильные трубы имеют различные геометрические сечения – квадратное, прямоугольное, овальное … Толщины стенок имеют очень даже большой разбег, от долей миллиметров до более 10 мм.
Преимущества профильных труб перед другими позициями металлопроката
- С квадратной и прямоугольной трубой намного удобнее работать, чем с круглой. Удобство заключается в том, что приваривать или прикручивать что- либо к её плоским поверхностям намного удобнее, чем к поверхности круглой трубы.
- Обслуживать (окрашивать) эту трубу в процессе эксплуатации (когда конструкция уже изготовлена) намного удобнее ,чем например уголок или двутавр, так как у неё отсутствуют труднодоступные поверхности.
- На рынке металлопроката профильные трубы представлены более широким, по сравнению с другими позициями проката, ассортиментом.
Это даёт возможность подобрать необходимый размер, толщину и не переплачивать за лишний вес.
Что выбрать на столбики забора? Труба круглая б/у или новая профильная
Не редко люди, пытаясь сэкономить, ищут трубы б/у. Трубу профильную б/у найти практически не реально, так как в Красноярском крае широкое применение профильных труб началось сравнительно недавно. Можно найти трубу круглую б/у, её цена за тонну будет значительно ниже, чем у новой профильной трубы. Но нужно учесть нюансы:
Выбор за Вами. Не все проигрывают из тех, кто рискует. Но и проигрыш может повлечь за собой ещё и убытки в дальнейшем.
Как сэкономить на профильной трубе?
Достаточно часто люди покупают на столбики квадратную трубу 50х50 или 60х60. Конечно, получается очень красиво. Но, если есть желание сэкономить, можно использовать более лёгкую трубу — 50х25, 60х30 или 60х40, при этом разместив её широкой стороной поперёк забора. Основная нагрузка на забор идёт от ветра и направлена она как раз поперёк забора
Поэтому важно сохранить именно поперечный размер трубы, в этом случае воспринимаемая трубой нагрузка не сильно снизится, а сэкономить можно будет до 20% от стоимости столбиков
Если Вы используете профильную трубу для перекрытий
Экономичнее будет использовать трубу прямоугольную и размещать её нужно сечением ТОЛЬКО ВЕРТИКАЛЬНО. Так труба 60х60 будет весить и стоить так же как труба 80х40 с такой же толщиной стенки, но нагрузку она будет нести значительно большую.
Заглушки в профильные трубы
Для того, что бы вода не попадала во внутрь трубы и не вызывала внутреннюю корозию, а так же для лучшей эстетики используют пластиковые заглушки. В основном они сделаны так, что вставляются во внутрь трубы и имеют крышечку таким же размером, как и сама профильная труба. Обычно стоят они копейки.
Остерегайтесь мошенников
Узнавайте у продавца цену не за тонну, а за одну трубу. Дело в том, что некоторые продавцы намеренно завышают вес трубы и за счёт этого уменьшают стоимость за тонну.
Например, производитель ставит вес трубы 7,3 кг, а продавец выставляет её как 8,5 кг, за счёт этого и снижение цены за одну тонну и увеличение стоимости одной трубы. Не поленитесь, прежде чем оплачивать трубу, промерить толщину её стенки . Вам вместо толщины 2 мм могут отгрузить 1,5 или ещё меньше.
Не доверяйте бирке, висящей на пачке и менеджеру, говорящему с Вами. Появились производители труб, которые в погоне за прибылью идут на откровенный обман.
Как говорится «Семь раз отмерь, один раз отрежь» и будет Вам счастье!
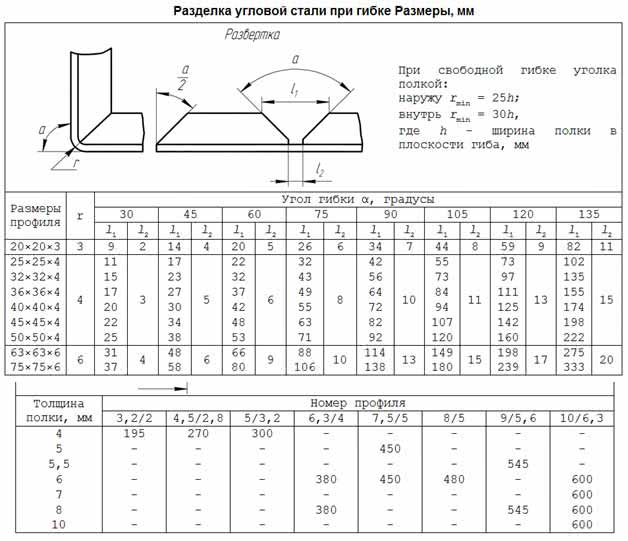
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
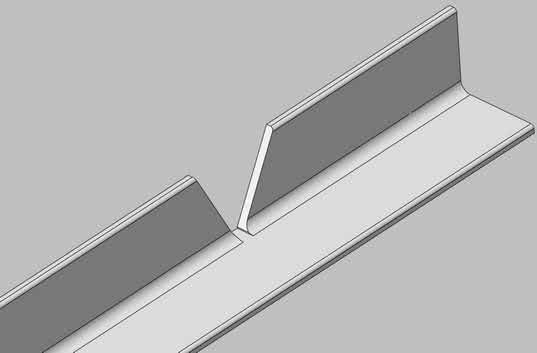
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Как приварить уголок к швеллеру?
- Регистрация
- Вход
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи
- Список форумов AUTOLADA.RU
- Кофейня и курилка
- 1
- 2
- 3
- >
Такое дело значит братва. Чем рельсы варят, а именно всякие железные штуковины к рельсам чем приваривать? Пруток железный надо к рельсам приварить 20 мм диаметр. Варим УОНИ постоянным током не липнет к рельсам
Добавлено спустя 21 минуту 23 секунды:
Гугл говорит что именно уони и надо использовать. Но почему не липнет? Может надо зачишщать рельс тщательно?
Но почему не липнет
Тож варил, стреляет, горит, но вроде приваоилось, варил украинскими электродами стандарт.
Добавлено спустя 57 секунд:
Рельс был малый, узколейка или чего еще. Точно не скажу.
SDRIVER Ну а сам рельс плавиться ? Может ты не плавишь рельс, поэтому и не прилепает ?
Походу не плавится, варю не я сам. Сварщик варит. должен вроде соображать, но чет мозги ипет типа не варится.
Добавлено спустя 2 минуты 25 секунд:
Рельс надо прогревать, с стеканием на привариваемый металл. Потом правда зачищать заколебался, вольфрам твердый, зачистной его слабо берет
Может электроды не прокалены перед сваркой?
Или сварщик рукиизжопы.
Рельс у меня лежит горизонтально, на него сверху положен пруток.
Рельс у меня лежит горизонтально, на него сверху положен пруток.
Сейчас прбовали еще раз. Провариваем шов. И деталь отрывается под нагрузкой от рельсы прямо с куском рельсы. Рельса как будто крошится
Емнип, рельса это конструкционная Сталь65.
пруток 20 мм. сталь инструментальная марку точно не знаю
SDRIVER Привари к подошве рельса
SDRIVER Привари к подошве рельса
SDRIVER Привари к подошве рельса
Положим сверку швеллер П образныц и на него будем варить, а потом обвяжем вокруг рельсы
- 1
- 2
- 3
- >
Информация по иконкам и возможностям
Вы не можете начинать темыВы не можете отвечать на сообщенияВы не можете редактировать свои сообщенияВы не можете удалять свои сообщенияВы не можете голосовать в опросахВы не можете вкладывать файлыВы можете скачивать файлы
Соединение сваркой или болтами
Металлические конструкции, собранные на болтах, сделать проще, чем сварные стеллажи, однако их жесткость мала, поскольку в местах соединения есть люфты. Для повышения устойчивости каркас крепят к стене пластинами с отверстиями, прикрученными к стойкам. Их прибивают костылями или дюбелями. К стене из пено или шлакоблоков крепят анкерными болтами. Сборный вариант выбирают, если предполагается перестановка в недалеком будущем или нет возможности проведения сварочных работ. Каркасы из перфорированного уголка собирают без болтов. На горизонтальных перекладинах есть крючки, которые вставляют в пазы стоек. Однако такое соединение тоже страдает люфтами. Поэтому при установке высоких стеллажей конструкцию делают сварной.
Сварка изделий из металлического уголка
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
https://youtube.com/watch?v=ys8ajSIQ9kk
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Как правильно резать трубы из разного металла
Точный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать . В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
ВАЖНО ЗНАТЬ: Водогазопроводные оцинкованные трубы
Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет
Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Способы
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
Встык
Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку
Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением. Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок. Последний метод используется при соединении изделий с полками большой толщины.
Полученный в результате полной проварки шов не зачищается для увеличения прочности. Для дополнительного усиления могут использоваться накладки.
Альтернатива – болтовое соединение
В отдельных случаях использовать сварку для монтажа не представляется возможными или не требуется. Например, это относится к производству разборных конструкций или к работе с оцинкованным прокатом. В последнем случае сварка повредит защитный цинковый слой и в месте соединения появится ржавчина.
Болтовое соединение позволяет произвести монтаж швеллера без разрушения цинкового слоя и привлечения квалифицированных сварщиков, которые могут обеспечить максимальную надежность и правильность монтажа.
Однако в большинстве конструкций использовать соединение на болтах нецелесообразно, так как оно имеет ряд недостатков:
- отверстия в прокате снижают его прочность,
- необходимо периодически проверять надежность соединения и подтягивать гайки, особенно если металлоконструкция испытывает вибрационные нагрузки,
- со временем крепеж из черных металлов начинает ржаветь, что снижает его надежность и усложняет разборку,
- процесс монтажа на болтах занимает больше времени, чем сварка.
Выбор конкретного способа соединения швеллера, как и его типоразмера, зависит исключительно от вида производимых работ и предназначения конструкции с обязательным соответствием регламентирующим документам.
Как сварить два уголка встык?
Сваривать уголки, как, собственно, и другие профили, встык несколько легче, чем выполнять сварку под углом. Предварительную разделку кромок можно не выполнять и сразу стыковать концы двух уголковых профилей. Главное, чтобы кромки были зачищены, поскольку в противном случае в сварочном шве могут образоваться поры. Количество проходов может быть различным и зависит от толщины стенок свариваемого уголка.
Сваривать металлический уголок можно, совершая электродом колебательные движения или круговые (спиралью). Прежде чем начать сварку, нужно зажечь дугу, например, ударом электрода о металлическую поверхность.
Угол наклона электрода должен быть равен 45°. Это позволит сварщику свободно наблюдать за сварочной ванной и формировать ровный шов.
После завершения сварки необходимо аккуратно отбить образовавшийся шлак и брызги.
Чтобы сварной шов при сварке уголкового профиля был максимально прочным и надёжным, необходимо пользоваться качественными расходными материалами. Для их приобретения обращайтесь в компанию Welding Materials. Мы осуществляем продажу электродов, сварочной проволоки, принадлежностей для сварки и средств индивидуальной защиты от лучших производителей. Для вас действуют самые низкие цены и удобные условия оформления заказа!
- Санкт-Петербург
- +7 (812) 748-26-90
- info@weldingmaterials.ru
- ул. Софийская д. 17, БЦ «Формула»
Стыковое соединение
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
https://youtube.com/watch?v=YQKyH3UTUgQ
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.