Как снять серебро с контактов: различные способы получения драгоценного металла

За последние десятилетия бурное развитие электронной промышленности привело к уменьшению использования драгоценных металлов в производстве комплектующих деталей и полупроводников.
Тем не менее, во времена существования СССР драгметаллы были одним из основных и крайне важных компонентов выпускаемой радиоэлектроники.
Существует специализированный справочник содержания драгметаллов, по которому можно узнать перечень драгоценных элементов, входящих в состав того или иного компонента электроники.
Наиболее часто встречающимся благородным металлом в радиодеталях является техническое серебро. Оно представляет собой чистый металл с незначительными примесями либо без примесей вообще.
Таким образом, техническое серебро – это практически всегда высокопробный металл 999 пробы. В этой статье мы расскажем, где оно содержится, и как снять этот металл с контактов и отделить его от меди в домашних условиях.
Как очистить контакт при помощи одного паяльника?
Стоит отметить еще один способ, который предполагает наличие минимального количества инструментов. Для этого требуется один лишь паяльник, но он должен быть с очень острым жалом, для чего его можно предварительно наточить. Для такого могут подойти и относительно маленькие модели с небольшой мощность. Жало паяльника следует предварительно обработать флюсом для того припоя, который нужно убрать. Затем инструмент прикладывается к месту скопления лишних капель и начинают постепенно нагреваться. Капли, благодаря наличию флюса на жале, начинают налипать на него. Так можно продолжать пока имеется свободное место на жале. Затем нужно очистить жало от налипшего материала, чтобы продолжать. Существует несколько способов, как очистить паяльник от припоя. Среди них есть как специальные пасты, так и механические способы очистки наждаком, скальпелем и прочими средствами. После очистки процедуру можно повторить. Флюс на жало нужно наносить перед каждым использованием паяльника.
Плетеная медная лента
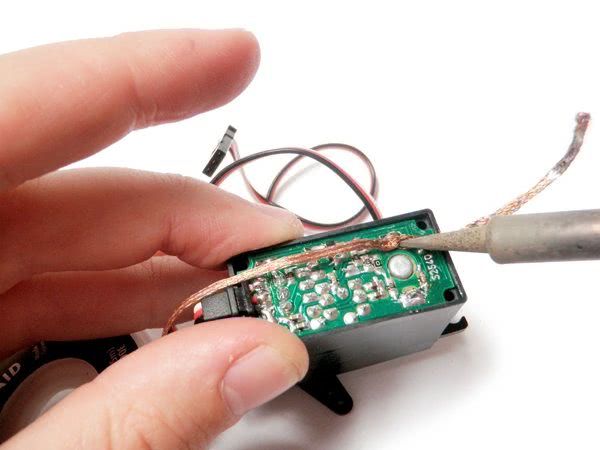
Наиболее эффективным способом удаления припоя с плат является тот, при котором используется оплетка, то есть плетеная из медных проводов лента. Ее можно изготовить самостоятельно, сняв с экранированного провода и порезав на отрезки нужной длины, а можно приобрести в магазине.
В продаже имеется множество вариантов этого приспособления.
В большинстве случаев оплетка, покрытая флюсом, смотана в моток на пластиковой бобине. Иногда такая бобина заключена в пластмассовый корпус со специальным отводом для более удобного использования оплетки.
Изделие может обозначаться по-разному – нить для снятия припоя, паяльная лента, оплетка для выпайки. В любом названии это, как правило, один и тот же материал, позволяющий быстро и эффективно снять припой с платы.
Снятие на жало и с помощью оловоотсоса
Чтобы снять припой на жало паяльника, необходимо тщательно очистить его и покрыть флюсом. Тогда, при расплавлении припоя на контактных площадках, последний налипнет на жало, и площадка очистится.
Такой способ не очень удобен тем, что за один раз позволяет собрать лишь небольшое количество материала, а потом жало снова придется чистить.
Оловоотсос – инструмент, конструктивно состоящий из трубки с подпружиненным поршнем. С одного конца трубки находится всасывающее устройство. Перед началом работы поршень вдавливается в трубку и фиксируется при помощи кнопки.
Чтобы снять припой с контактов, необходимо его разогреть паяльником и приблизив всасывающее устройство оловоотсоса, освободить поршень, нажав на кнопку.
Поршень, двигаясь под действием пружины, создаст разрежение в трубке, которое затянет внутрь ее расплавленный припой. Чтобы извлечь собранное олово, достаточно разобрать корпус оловоотсоса.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
BGA пайка процессора на примере планшета
Планшет загружался через раз. При давлении на процессор проходит экран загрузки, но процент зарядки 0%. Смена аккумулятора и попытки прошить аппарат ни к чему не привели. Так же режим инженера не доступен.
Возле процессора есть много рассыпухи, лучше закрыть ее плотным алюминиевым скотчем, чтобы случайно не сдуть.
Выпайка процессора
Обязательно нужно сфотографировать место пайки, чтобы не было проблем определить в какой стороне находится ключ. Сначала место пайки прогревается 100 — 150 °C на максимальном потоке воздуха. Где-то после минуты постепенно увеличиваем температуру. 200 °C, 250 °C и потолок 310 °C — 320 °C. При температурах от 250 пытаемся аккуратно пинцетом покачивать процессор. Если он стоит на мертво, то ждем еще (или увеличиваем температуру, но не больше 320 °C). Когда процессор от одного прикосновения пинцета пошатывается, то время снимать его. В данном случае все защищено фольгой, то риск задеть рассыпуху минимален, поэтому пинцетом можно откинуть его на плату.
Убираем припой
Лучше не использовать оплетку, дабы избежать повреждения маски. При помощи паяльника и немного припоя на жале (для разбавки припоя с тем, что на плате) легкими и не резкими движениями проходим по площадкам. Естественно перед этим наносим флюс на плату. Та же процедура и с самим процессором
Важно не перегреть его и не сорвать пятак
Реболлинг процессора
Реболлинг — это перепайка микросхемы. Это не замена старой на новую, по сути обновляются шарики на микросхеме для лучшего контакта с платой.
При помощи паяльной пасты и трафарета наносим новые шарики на процессор.
Температура пайки значительно ниже. 180 °C — 200 °C. Закрепляем процессор на трафарет при помощи все того же алюминиевого скотча.
После трафарета чистим процессор и наносим немного флюса. Затем снова греем его, чтобы шары точнее встали на свои места и лучше расплавились. Чистить после этой процедуры.
Затем, перед установкой, на плату ровным слоем наносим флюс. При помощи лопаток или зубочисток распределяем его равномерно, чтобы все контакты хорошо пропаялись и процессор не поплыл.
Ставим процессор по ключу и позиционируем его края. Так как вокруг много скотча это не составит особого труда. После этого также сначала греем плату на 100 — 150 °C, затем увеличиваем до 200 °C — 230 °C и аккуратно пытаемся пинцетом прикоснуться дабы убедиться, расплавился припой или нет. Если сделать это резко, то придется повторять все заново т.к. шары слипнуться.
После пайки убираем скотч и лучше всего не чистить плату вообще. Под BGA микросхемами очень мало воздуха, и поэтому, когда чистящее средство доберется туда, то полностью его удалить оттуда очень сложно. Конечно, можно попытаться на 100 °C «выпарить» флюс, но если у вас хороший и безотмывочный флюс, то не стоит беспокоиться.
Планшет начал включаться уже и без давления на процессор, однако после загрузки он выключался на 0%. Только теперь уже можно войти в режим инженера и попытаться сбросить планшет. После сброса аппарат включился нормально и показывает процесс зарядки, остаток и перестал отключаться.
Теперь нужно тщательно проверить все его функции. Камера, звук, микрофон, Wi-Fi, тачскрин.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Как использовать
Для использования оплетки при снятии припоя понадобится паяльник и флакон с жидким флюсом.
Если жидкого флюса нет, берут любой другой, но работать будет некомфортно. Можно приготовить жидкий флюс самостоятельно, если заранее растворить кусочки сосновой канифоли в спирте или кусочки цинка в соляной кислоте.
Лучше всего подойдет медная оплетка для снятия припойного сплава. Отрезок оплетки необходимо покрыть флюсом. Сделать это можно кисточкой, но лучше, чтобы вся поверхность, на которую будет собираться припой, была покрыта, а для кисточки останутся недоступными части проводков внутри оплетки.
Эффективнее будет нанести флюс при помощи погружения в него конца оплетки. Для этого лучше использовать устойчивый сосуд с достаточно широким горлом.
После смачивания оплетки флюсом, ее прикладывают к месту, с которого необходимо снять припой, и нагревают паяльником. Нагревшаяся оплетка передает тепло на припой, и тот, расплавляясь, прилипает к оплетке, оставляя контакты чистыми.
Когда соберется достаточное количество, препятствующее дальнейшему сбору, конец оплетки обрезают и используют следующий участок.
После очистки одного из контактов, действия повторяют с каждым последующим до полной очистки или до освобождения компонента из платы. В результате качественной очистки монтажные отверстия получаются ровные, а контактные площадки остаются чистыми и облуженными.
Что нужно для пайки BGA
Паяльная станция (фен и паяльник), припой (bga паста или шары), пинцет, изопропиловый спирт (или бензин калоша), оплетка для снятия припоя, термоскотч и трафареты. Еще понадобится нижний подогрев и инструменты для удаления компаунда с платы (химикаты, острые пинцеты и лезвия).
Какие бывают трафареты
Трафареты бывают очень разные.
Шаг между контактами, диаметры шариков и их уникальное расположение могут потребовать свой уникальный рисунок. Иногда они продаются как отдельно друг от друга, так и в сборке. Например, для iPhone разных моделей продаются прямоугольные трафареты сборники, где есть все необходимые рисунки.
Есть универсальные, у которых нет «рисунка» и ими можно накатывать разные микросхемы.
На фотографии сверху расположен трафарет для процессора iPhone. Он универсален, и отлично подойдет для MTK процессоров.
Универсальные трафареты подходят только в том случае, если шаг и диаметр шариков совпадает и нет хаотичного расположения. То есть, контакты должны быть прямолинейными, но если контакты находятся чуть-чуть не по прямой линии, то тут такие трафареты не особо помогут. Специализированные же имеют рисунок, и ими легче наносить шарики.
Еще к трафаретам предъявляются высокие требования качества. Они не должны быть гнутыми, мятыми, иметь большие царапины, резко гнуться от небольшого нагрева. Также имеет значение качество отверстий. Они должны быть строго по рисунку BGA, одинаковых размеров и без перекосов.
Припой
Есть два основных типа припоя для накатки шаров.
Паяльная паста
Паяльная паста — это тоже самое, что и обычный припой с флюсом. Только она имеет пастообразную форму.
В этой пасте содержится флюс и микроскопические шарики из припоя.
Преимущества пасты:
- Пасту удобно наносить на трафарет;
- Не требует много места для хранения;
- Можно использовать на любом трафарете;
- Позволяет восстанавливать оторванные контакты на микросхеме и плате
Недостатки пасты:
- Шары получаются не одинаковых размеров;
- Паста со временем высыхает (можно, конечно, разбавить с другим флюсом, но у нее уже не будет прежних свойств);
- Шары можно получить только с использованием трафаретов;
- Большой расход для крупно габаритных микросхем.
Из популярных — можно использовать пасту от производителя Mechanic. Самые ходовые и популярные — это XG30 и XG50. Продается в небольших баночках (есть разные размеры) и шприцах.
Температура плавления от 180 ℃. Хранится при температура от 0 ℃ до +10℃. Кстати, шарики в этой пасте начинаются с диаметром от 25 микрон (а в некоторых баночках и от 20). Такой диаметр шариков в домашних условиях трудно сделать, поэтому самодельные пасты уступают заводским.
Готовые шарики
Готовые шарики продаются разных диаметров. Бывают как 0,15 мм, так и 1 мм.
Преимущества готовых шаров:
- Их проще паять, чем паяльную пасту (именно паять, а не наносить);
- Возможность нанесение шаров без трафарета (каждый шарик отдельно припаивается на микросхему);
- Одинаковые размеры шаров, по сравнению с пастой;
- Лишние шарики после накатки можно использовать повторно/
Недостатки готовых шаров:
- Нужно покупать много шариков разных диаметров, поэтому итоговая стоимость будет выше, по сравнению с пастой;
- Неудобное нанесение шариков на трафарет, их нужно перебирать и отсеивать лишнее;
- Требуется дополнительный флюс.
Выбор зависит в целом от потребностей и навыков. Кому-то проще будет с пастой. А при ремонте ПК, пасты будет мало, поэтому шары будут экономичнее. Все зависит от ситуации.
Какой паяльный флюс выбрать для BGA
Лучше всего подойдет пастообразный или гелевый флюс. Не пытайтесь паять жидкой канифолью или жиром. Канифоль и жир слабо распределяют температуру по шарикам, и еще начинают кипеть при нагреве. А это большой риск, поскольку микросхема может подскочить из-за большого парообразования. И в таком случае шарики слипнуться.
Из бюджетных вариантов подойдет RMA 223 или его высококачественные клоны. Не покупайте дешевые подделки, которые стоят меньше 4$. Они плохо смачивают припой.
Отечественный вариант флюса для BGA — Interflux (интерфлюкс) IF 8300.
Если позволяет бюджет, то можно попробовать Martin HT00.0017.
Ошибка №9 Низкая и высокая температура.
При наличии
на паяльнике функции регулировки температуры, не выставляйте для разогрева
самые высокие значения. На более низких температурах жала живут дольше.
Однако и
через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к
поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким
нагревом хороший результат пайки будет гарантирован.
Подходящие марки
Существуют различные виды припоев для пайки, но стоит выделить наиболее подходящие для работы с микросхемами, которые можно найти на современном рынке. Одним из наиболее распространенных вариантов является ПОС 61. Он имеет следующий химический состав:
| Химических элемент | Соотношение в составе, % |
| Олово | 61 |
| Свинец | 38,5 |
| Железо | 0,02 |
| Висмут | 0,01 |
| Сурьма | 0,05 |
| Никель | 0,02 |
| Сера | 0,02 |
Технические характеристики материала выглядят следующим образом:
| Температура расплавления, градусы Цельсия | Плотность наплавленного материла, г/см в квадрате | Теплопроводность | Сопротивление разрыву | Удлинение, % | Вязкость ударная, кгс/см в квадрате |
| 189 | 8,5 | 0,12 | 4,3 | 46 | 3,9 |
Также может использоваться аналог из той же серии ПОС 30. Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
| Химических элемент | Соотношение, % |
| Олово | 30 |
| Свинец | 70 |
Технические характеристики данной марки выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | градусы Цельсия | 183 |
| Плотность наплавленного материала | кг/ метр кубический | 10,1 |
| Удлинение относительное | % | 58 |
| Сопротивление механическое на разрыв | Мпа | 32 |
| Интервал кристаллизации | градусы | 73 |
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Внимание!
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.

Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
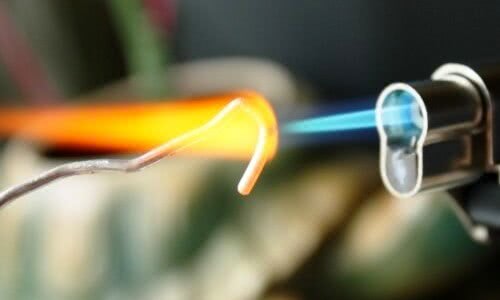
Пайка газовой горелкой
Пайка с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы . Далее можно заполировать излишки олова.
Как сделать самому
Оплетка для снятия является расходным материалом и должна быть в арсенале каждого электрика, занимающегося изготовлением и ремонтом электронных модулей.
Но иногда возникает ситуация, когда ни оплетки, ни подходящего экранированного провода под рукой нет. Тогда можно сделать подобное приспособление из любого медного гибкого многожильного провода с тонкими волосками.
Для этого нужно снять изоляцию с провода и немного закрутить волоски, чтобы собрать их в пучок.
Оплетка, производимая промышленностью, уже, как правило, покрыта флюсом, и необходимость дополнительного смачивания исчезает. Работать таким материалом, конечно же, удобнее. Отрезки с собранным припоем можно не выбрасывать, а использовать впоследствии для лужения контактов.
Плетеная медная лента

Наиболее эффективным способом удаления припоя с плат является тот, при котором используется оплетка, то есть плетеная из медных проводов лента. Ее можно изготовить самостоятельно, сняв с экранированного провода и порезав на отрезки нужной длины, а можно приобрести в магазине.
В продаже имеется множество вариантов этого приспособления.
В большинстве случаев оплетка, покрытая флюсом, смотана в моток на пластиковой бобине. Иногда такая бобина заключена в пластмассовый корпус со специальным отводом для более удобного использования оплетки.
Изделие может обозначаться по-разному – нить для снятия припоя, паяльная лента, оплетка для выпайки. В любом названии это, как правило, один и тот же материал, позволяющий быстро и эффективно снять припой с платы.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять
Справка:
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Флюс
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
https://youtube.com/watch?v=ZTqIjq3PJqQ
горелки
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Ошибка №4 Применение паяльника не по назначению.

Запомните,
паяльник предназначен для пайки жил эл.проводки, светодиодной ленты,
компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать
изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
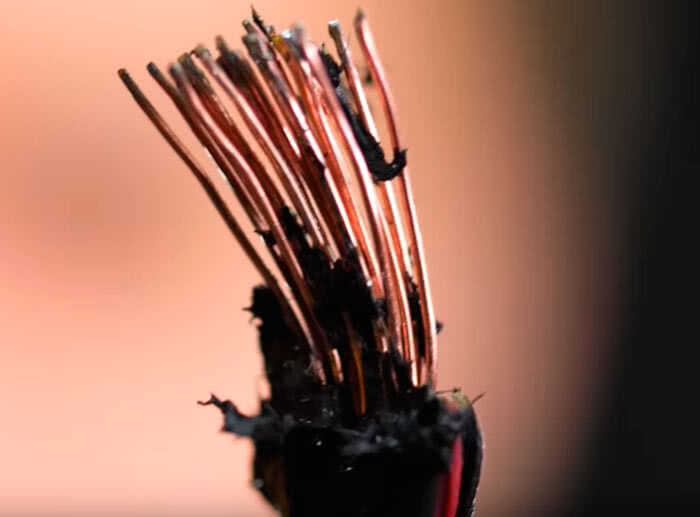
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.

Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.”
Чистка плат спиртом
Однако по праву среди всех популярных способов, чистка платы спиртом занимает лидирующее место. Это вещество является панацеей от практически всех невзгод, поскольку оно имеет намного меньший коэффициент поверхностного натяжения. Поэтому спирт хорошо проникает даже в самые труднодоступные места, легко испаряясь и разрушая различного рода загрязнения на плате.
Процесс чистки плат спиртом следующий:
Возьмите салфетку и смочите её в спирте. Протрите салфеткой грязные участки на плате. Данный способ идеально подходит для снятия небольшого количества пыли или флюса с поверхности плат.
Если салфеткой никак не подлезть, а загрязнения убрать нужно, то на помощь придёт шприц. Наберите в него спирт и залейте через иглу в труднодоступное место. Затем, используя резиновую грушу, выдуйте остатки спирта воздухом через несколько минут. После этого хорошо просушите плату.
Несмотря на всю кажущуюся простоту, чистка плат, очень капризная работа. Часто у пользователей после чистки спиртом, плата отказывается запускаться и работать. Поэтому если есть хоть малейшие сомнения на счет собственных сил, то лучше воспользоваться услугами специалиста.
Как правильно пользоваться оплеткой
Оплетку проще всего использовать с массивными жалами паяльника, например, с топориком или мини волной.
Попробуем удалить припой с нескольких массивных контактов.

Добавляем немного флюса. Без флюса не будет поверхностного натяжения, и припой будет плохо собираться в одну точку. К тому же, сама оплетка имеет небольшие окислы, которые под силу удалить только флюсу.

Пастообразный флюс равномерно распределяется и по жалу паяльника и по медным проволокам оплетки. Теперь прислоняем оплетку к контактам с небольшим запасом. Перемешиваем ее с флюсом, и прислоняем ее при помощи паяльника. Температура паяльника не выше 300 ℃.

Оплетка забирает на себя припой и теряет свои свойства, поэтому постепенно сдвигаем ее залуженную часть в другую сторону и работаем с «свежей» частью оплетки.
Важно не просто прислонять паяльник к оплетке, а еще двигать и паяльник и оплетку из стороны в сторону, чтобы припой равномерно распределился и быстрее удалился с платы

И припой постепенно удаляется с контактов.

Припой убрался не везде, и придется пройтись оплеткой с паяльником еще раз, но уже есть заметный результат. Некоторые контакты полностью свободны от припоя.

Что делать, если припой плохо убирается с платы
Бывают такие ситуации, когда припой не получается удалить из отверстия после детали. Например, вы выпаяли деталь, а припой остался и закрыл собой отверстие. И даже оплетка не помогает удалить его.
Залудите отверстие свежим припоем. То есть, просто добавьте в отверстие припой, чтобы он соединился с тем, который вы не можете удалить. Теперь снова пройдётесь оплеткой по отверстию и припой выйдет из платы.
Старый припой и новый объединятся в одну каплю и благодаря этому припой легко прилипнет к оплетке.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Как сделать самому
Оплетка для снятия является расходным материалом и должна быть в арсенале каждого электрика, занимающегося изготовлением и ремонтом электронных модулей.
Но иногда возникает ситуация, когда ни оплетки, ни подходящего экранированного провода под рукой нет. Тогда можно сделать подобное приспособление из любого медного гибкого многожильного провода с тонкими волосками.
Для этого нужно снять изоляцию с провода и немного закрутить волоски, чтобы собрать их в пучок.
Оплетка, производимая промышленностью, уже, как правило, покрыта флюсом, и необходимость дополнительного смачивания исчезает. Работать таким материалом, конечно же, удобнее. Отрезки с собранным припоем можно не выбрасывать, а использовать впоследствии для лужения контактов.
Похожие записи:
 Фидерные кормушки своими руками
Фидерные кормушки своими руками
 Варено-копченая курица в домашних условиях
Варено-копченая курица в домашних условиях
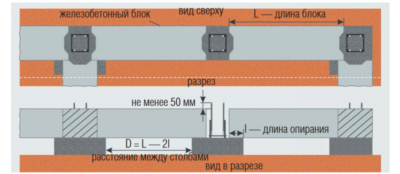
 Деревянный пол на лагах: технология установки лаг
Деревянный пол на лагах: технология установки лаг
 Технология изготовления свайно-ростверкового фундамента своими руками: пошаговая инструкция + схема монтажа
Технология изготовления свайно-ростверкового фундамента своими руками: пошаговая инструкция + схема монтажа
 Эксцентрик смесителя обломился по резьбе, как выкрутить обломанный кусок из втулки
Эксцентрик смесителя обломился по резьбе, как выкрутить обломанный кусок из втулки
 Комната отдыха в деревянной бане: расписываем во всех подробностях
Комната отдыха в деревянной бане: расписываем во всех подробностях