Каркас
Для того, чтобы сделать ленточную пилу собственноручно, сначала придется освоить схему постройки каркаса. Для его конструирования стоит выбрать достаточно твердую древесину.
Основные составляющие каркаса:
- столешница;
- несущая штанга;
- шкивы;
- полотно пилы.
Чтобы сделать самодельный каркас устойчивее и прочнее, нужно сначала подготовить чертеж, по которому будет производиться вся конструкция. Чертежи лучше всего делать детальными, но при наличии некоторых знаний можно обойтись и схематическим изображением конструкции
Важно прежде всего рассчитать оптимальную длину полотна, остальные размеры можно будет подогнать
Поэтому нужно рассчитать оптимальную высоту с возможностью монтажа в мастерской или другом месте, где она будет стоять. Также рекомендуется подобрать удобную для конкретного мастера высоту столешницы. Рабочую поверхность (столешницу) можно сделать из обычной фанеры.

Для каркаса берется древесина твердых пород.
Основная несущая штанга конструкции может быть сделана из прочного бруса, например, из клена или другого дерева.
Для того, чтобы придать дополнительной устойчивости каркасу, его окантовывают с помощью реек. В некоторых случаях можно использовать даже детали от старой мебели.
Диаметр шкивов стоит подбирать таким образом, чтобы конструкция не была слишком громоздкой, но при этом обеспечивала достаточную скорость движения полотна.
Этапы сварочных работ
Резка
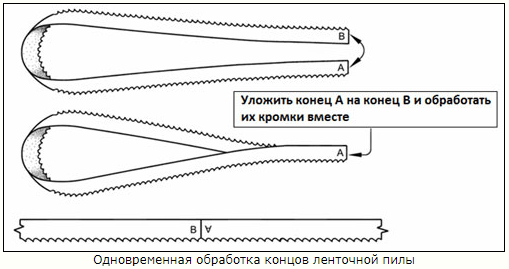
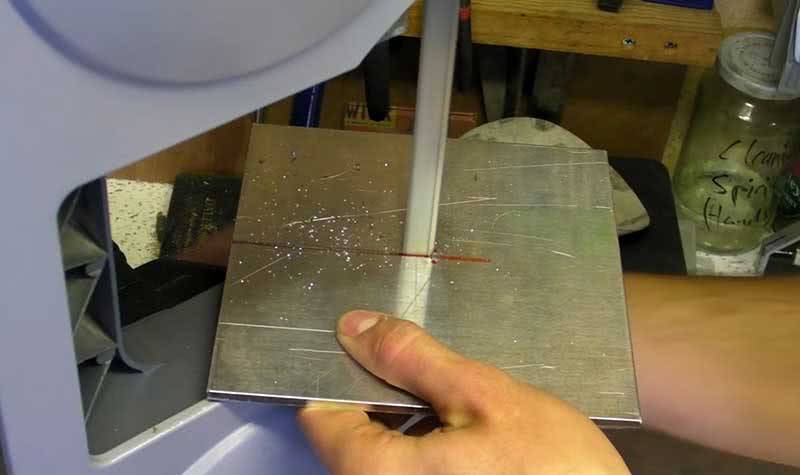
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
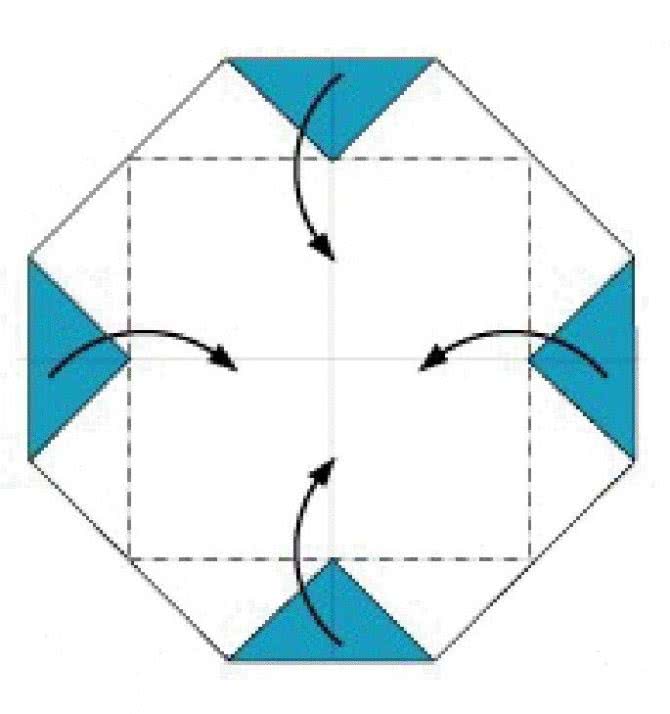
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.

Производители
Особое внимание стоит уделить производителю оборудования. Ленточная пила, как и любой станок, используемый в деревообработке, должна отличаться качеством и надежностью, не стоит гнаться за временной выгодой, лучше сразу купить хорошее устройство. Производителей с именем не так и много
Производителей с именем не так и много.
- Arntz (Германия). Один из мировых лидеров в производстве оборудования для деревообработки. Пилы данного производителя отличаются высоким качеством, но относятся к устройствам высшего ценового сегмента.
- Lenox (США). Популярная американская компания, выпускающая качественные станки. Отличительная особенность продукции – фирменное покрытие режущих кромок, гарантирующее долговечность и низкую стоимость эксплуатации.
- Wikus (Германия). Отличное немецкое качество плюс широкий ассортимент. В каталоге продукции каждый выберет себе станок, полностью отвечающий его пожеланиям.
- Forezienne (Франция). Фирма предлагает широкий ассортимент пил и другого оборудования для деревообработки. Режущий инструмент данного производителя характеризуется отличным качеством и высокой надежностью.
- Lennartz (Германия). Компания специализируется на изготовлении ленточных пил различного предназначения, предлагает как небольшие бытовые станки, так и оборудование для лесопилок.
- Doall (США). Небольшая фирма, которая сумела хорошо зарекомендовать себя на рынке деревообрабатывающего оборудования. Предлагает широкий ассортимент пил, запасных частей и приспособлений к ним.
Широкий ассортимент ленточных пил предлагают китайские производители. Эти устройства выгодно отличаются низкой ценой, но далеко не всегда могут похвастаться высоким качеством.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).
Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.
По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.
Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.
Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.
Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.
Устройство, принцип действия
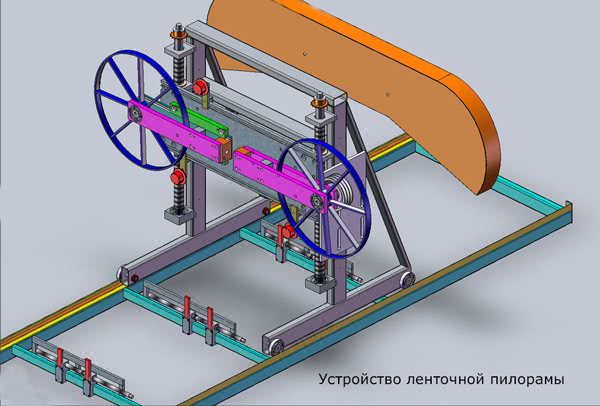
Ленточная пилорама — станок для продольной распиловки бревен. Конструкция состоит из:
- зажимного механизма;
- ленточной пилы;
- механизма передвижения рамы;
- устройства, регулирующего высоту рабочего полотна.
Это только основные узлы. Самодельный станок чаще оснащается электрическим мотором, его минимальная мощность — 5 кВт. Потенциальная альтернатива — дизельный двигатель (6/9 л. с.), но существенным недостатком станет шумность агрегата.
Во время работы крутящийся момент передается на шкивы, на которых движется пильная лента. Устройство обязательно оснащается натяжным механизмом (пружинным либо гидравлическим), его задача — обеспечение корректного положения шкивов, так как пильное полотно, нагреваясь при работе, провисает.

Рельсы, установленные на бетонном основании, предназначены для перемещения рамы с ленточной пилой. За регулировку толщины заготовок отвечает винтовой механизм, исключающий перекашивание полотна.
Для надежной фиксации бревна при распиловке предусматривают зажимное устройство, состоящее из круглой трубы и зажимов-втулок. При перекосе, который гарантируют удары молотка, происходит заклинивание устройства, благодаря чему кругляк остается неподвижным.
Принцип работы устройства понять не так сложно. Бревно укладывают между направляющими, затем с помощью молотка надежно фиксируют материал зацепами. Каретку с пилой подводят к торцу заготовки, в зависимости от толщины будущего изделия выставляют необходимую высоту. После включения агрегата раму двигают по рельсам, срезая древесину. Дойдя до противоположного края бревна, пилу приподнимают, затем возвращают (передвигают) в исходную точку.
Такая конструкция считается самой простой для самостоятельного изготовления. Однако качество заготовок, получаемых на корректно изготовленной «кустарной» пилораме, неотличимо от того, что присуще стройматериалам, сделанным на профессиональном оборудовании.
Ленточная пила своими руками
О том, как сделать ленточную пилу своими руками в интернете можно найти немало материалов, фото и видео. Например, канадский сайт Маттиаса Вандела предлагает чертежи станка практически полностью сделанного из дерева. Но остановимся на чем-нибудь менее экзотическом, что можно сделать как в домашней мастерской, так и небольшом цехе по обработке дерева или металла.

Ленточный станок выполненный из дерева
Изготовление станины
Начальный этап — изготовление станины. Для пилы по дереву она может быть деревянной или металлической, для металла — только стальной. Сварить ее можно из швеллера или уголка. Для небольшой мастерской или цеха это не составляет проблем. Размеры станины подбираются в зависимости от предполагаемых размеров обрабатываемого материала. Нормально пилящий самодельный станок может справиться с деревом толщиной до 350 мм и металлом в несколько сантиметров.
Несущая штанга — швеллер № 8, который приваривается к станине или прикручивается болтами. Он должен быть строго вертикальным и закреплен не менее чем в двух точках по длине, чтобы исключить угрозу отклонения. При закусывании пилы, например (что иногда случается) или пилении материала больших размеров нагрузки возникают довольно большие.
В рабочей площадке делаем пропил под пилу
На станине расположен горизонтальный рабочий стол с пропилами для движения ленты, линейкой, упором, зажимами и прочими приспособлениями для подачи и удержания заготовок. Высота стола от нижних упоров — 0,7-0,9 метра. Высота штанги над столом — 0,6-0,8 м.
В нижней части станины устанавливается асинхронный электродвигатель с конденсаторами запуска, соединенный ременной передачей с приводным шкивом изменяемого диаметра. При необходимости изменить скорость резания, клиновидный ремень просто перебрасывается на другой диаметр. Натяжение ремня обеспечивается пружинным натяжным механизмом.
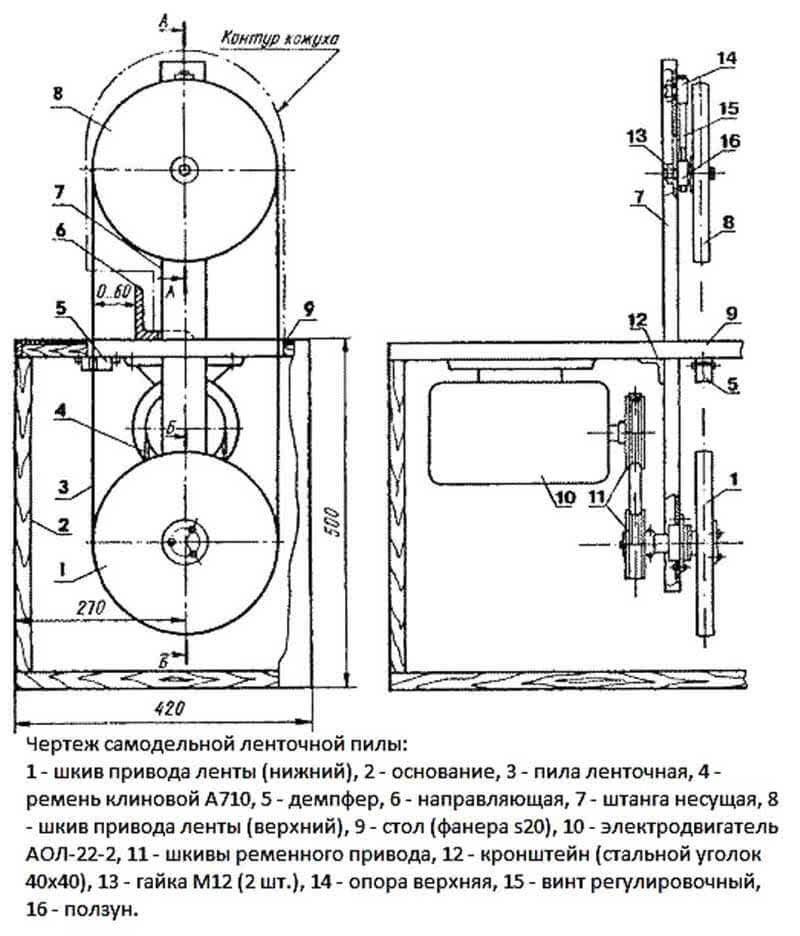
Чертеж ленточнопильного станка
Монтаж привода
Для привода ленты используются деревянные или металлические шкивы одинакового диаметра (240-260 мм), которые закрепляются на валах, насаженных на подшипники. Нижний шкив соединен валом с приводом двигателя. Валы пильных шкивов закреплены на штанге. Нижний — неподвижно, верхний — в прорези фиксируемого натяжного механизма. Это позволяет использовать ленты различной длины.
От биений ленты станок защищает специальный механизм демпфера, который расположен под рабочим столом. Чертежи этого устройства можно найти в интернете. Иногда можно увидеть ленточные пилы с двумя демпферами — снизу и сверху рабочей зоны. Это оправдано, если станок предназначен для работы с заготовками больших размеров или требуется исключительно высокая точность пиления.

Вал пильного привота
Система смазки и защита
Система смазки (регулируемая), устанавливается над рабочим столом. Масло самотеком поступает на пильное полотно в требуемом количестве, которое для каждого самодельного станка определяется экспериментальным путем.
Все рабочие узлы, где что-нибудь вращается или движется, необходимо защитить кожухами. Лучше всего, сделать их из водостойкой фанеры толщиной от 10 мм. Это обойдется недорого, а шлифованная фанера, покрашенная эмалью, выглядит очень хорошо.
Система пуска — стандартная кнопка с возможностью аварийного отключения. Нижнюю часть станка желательно выполнить в виде тумбочки с широкой дверкой, или даже двумя. Одна служит для отбора падающих опилок, вторая — для доступа к шкивам и регулировки скорости движения ленты.

Вращающиеся элементы закрываем кожухами
Сделать своими руками ленточный станок для опытного слесаря не составит особого труда. Часть необходимых деталей и узлов можно взять от списанных или демонтированных машин собственного предприятия или купить на рынке или и по интернету, часть — изготовить самому. В любом случае, сделанный самостоятельно станок обойдется раза в два дешевле заводского, при том же уровне работоспособности и точности регулировок.
Штанга и опоры под шкивы
Опорная штанга должно выдерживать 2 шкива — снизу и сверху. Поэтому лучше делать ее из бруса сечением 80х80 миллиметров или толще. Древесина должна быть прочной, достаточно сухой.
Снизу и сверху штанги крепятся опоры под шкивы. Такие опоры можно сделать из разных материалов. Один из вариантов — укрепленная фанера из нескольких слоев. Обе опоры должны находиться на достаточной высоте друг от друга, чтобы через это расстояние могли пройти самые большие бревна, с которыми будет происходить работа. Лучше оставлять некий запас с перспективой на будущее использование. Оси шкивов выбираются, исходя из характеристик полотна и мотора, о чем написано ниже.
Преимущества и недостатки аппарата
Ленточная пила своими руками делается достаточно быстро. Естественно, при этом нужно соблюдать все требования чертежа и быть точным. Однако сначала следует определиться с тем, стоит ли ее делать. Для этого необходимо обязательно рассмотреть все плюсы и минусы агрегата. Итак, среди преимуществ можно выделить такие:
Естественно, ленточная пила, своими руками которую можно сделать за несколько дней, не лишена недостатков. Например, таким устройством вы можете сделать только продольные распилы, так как его конструкция не позволит совершить что-то другое. В процессе работы станок может издавать сильный шум и вибрацию. Кроме того, аппарат имеет большие размеры. Если вы решили самостоятельно изготовить такой станок, то вам придется применять специальное оборудование.
Если вас не пугают недостатки, то такой аппарат может принести очень много пользы владельцу.
Описание ленточных пил
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Завершающая отделка, проверка и настройка
Пилу из дерева можно эксплуатировать сразу после сборки, однако специалисты рекомендуют предварительно оснастить ее кожухом, который закроет верхний шкив.
Подобные манипуляции не просто придадут конструкции эстетическую привлекательность, но и повысят степень безопасности: даже при соскальзывании ленты со шкива она остановится в кожухе. В качестве дополнительного аксессуара следует предусмотреть контейнер под стружку, к которому можно будет легко получить доступ.
Привод ремня рекомендуется вывести из-под рабочего стола, защитив его от опилок. Силовой агрегат защищается кожухом, изолированным от пыли и прочего мусора.
Финальный этап обработки древесины лаком или краской положительно сказывается на сроке службы инструмента, а еще предотвращает получение травм при контакте со сколками и щепками необработанного материала. Перед эксплуатацией все поверхности дополнительно зашкуриваются и пропитываются антисептиками — они препятствуют гниению и развитию плесени.
https://youtube.com/watch?v=31X_AXGgxi8
8А531 Расположение органов управления ленточнопильным станком для резки металла
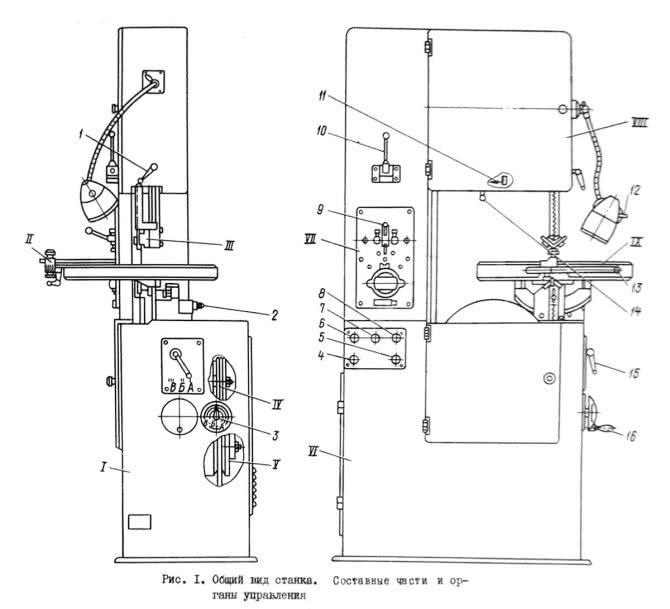
Расположение органов управления ленточнопильным станком 8А531
Перечень органов управления ленточнопильным станком для резки металла 8А531
- Рукоятка зажима штанги
- Винт фиксации стола от проворота
- Указатель скорости движения ленточной пилы
- Кнопка «Стоп» главного электродвигателя
- Кнопка «Стоп» электродвигателя шлифовального круга
- Кнопка «Пуск» главного электродвигателя
- Кнопка пайки и отжига
- Кнопка «Пуск» электродвигателя шлифовального круга
- Рукоятка нажима на пилу при пайке
- Рукоятка ножниц
- Указатель натяжения ленточной пилы
- Выключатель местного освещения
- Рукоятка изменения усилий подачи изделия
- Рукоятка натяжения ленточной пилы
- Рукоятка переключения коробки скоростей
- Рукоятка управления вариатором
Общая компоновка станка
Ленточнопильный станок модели 8A531 состоит из следующих составных частей (см. рис. I):
- I — Сборочная единица 10 Станина;
- II — Сборочная единица 60 Механизм подачи;
- III — Сборочная единица 90 Сменные части;
- IV — Сборочная единица 30 Коробка скоростей;
- V — Сборочная единица 20 Вариатор;
- VI — Сборочная единица 80 Электрооборудование;
- VII — Сборочная единица 70 Аппарат для пайки ленты;
- VIII — Сборочная единица 40 Верхний диск;
- IX — Сборочная единица 50 Стол;
- Сборочная единица 92 Принадлежности (на рисунке не показаны).
При компоновке составных частей учтены требования удобства сборки, ремонта и эксплуатации, придания станку современной формы, максимального сокращения занимаемой площади.
Типы ленточных пил
Ленточнопильный инструмент может обрабатывать:
- камень,
- дерево,
- металл,
- синтетический материал.
Для твердых материалов рекомендуется использовать оборудование, усиленное сверхпрочными сплавами: режущая лента не будет рваться, портить обрабатываемую деталь. Перед покупкой определяют фронт работ, которые планируется выполнять при помощи установки.
При большом объеме работ требуется мощная, выносливая пила, способная выдерживать повышенные нагрузки. Ее стоимость будет высокой. Для разовой процедуры, редкого использования подойдет оборудование подешевле, со стандартными характеристиками прочности.
Размер пилы
Ширину, длину подбирают согласно аналогичным параметрам станка. Рекомендации по подбору комплектующих есть в инструкции к агрегату.
Дополнительные советы:
- Широкие ленточные пилы отличаются более ровным пилением, их чаще применяют для продольной резки.
- Чем тоньше обрабатываемая заготовка, тем выше вероятность ее повреждения толстой пилой.
- При осуществлении фигурной и контурной резки ширина режущего элемента должна позволять обрабатывать изделие под заданным углом. Выпускают этот вид инструментов шириной 14–88 мм. Для стандартных работ подходит средний параметр — 35–40 мм.
Шаг зубьев
Расстояние между заостренными сегментами пилы соотносится с ответной частью агрегата.
Рекомендации:
- Тонкий листовой материал обрабатывают пилой с крупным равномерным шагом зубьев.
- Частый постоянный шаг подходит для работы с большими полотнами.
- Переменные зубья предназначены для резки натуральных и синтетических материалов с мягкой структурой. Скорость резания увеличивается, так как пила не забивается.
От разводки зубьев зависит качество резки, уровень вибрации в процессе работы, износоустойчивость основного элемента. Полотно может иметь различный профиль:
- Волнистый. Используется для небольших заготовок, тонких материалов.
- Стандартный. Отличается попеременным расположением всех режущих элементов, один сегмент размещен по центру. Выбирают для обработки объемных заготовок, контурной резки, монтажа на вертикальный тип станков.
- Переменный, или групповой. Содержит попарно расположенные зубцы. Агрегат стоит дороже: он более прочный, эффективный, отличается сниженной нагрузкой на режущую кромку.
Особое внимание уделяют качеству заточки пил. Проверяют, насколько остры режущие сегменты, однородна ли сталь, из которой они изготовлены, ровность линии режущей кромки
Нужно узнать, возможна ли повторная заточка пилы, сколько циклов обновления резака предусмотрено.
Чертеж самодельной ленточной пилы: 1 — шкив привода ленты (нижний); 2 — основание; 3 — пила ленточная; 4 — ремень клиновой А710; 5 — демпфер; 6 — направляющая; 7 — штанга несущая; 8 — шкив привода ленты (верхний); 9 — стол (фанера s20); 10 — электродвигатель АОЛ-22-2; 11 — шкивы ременного привода; 12 — кронштейн (стальной уголок 40×40); 13 — гайка M12 (2 шт.); 14 — опора верхняя; 15 — винт регулировочный; 16 — ползун.
Похожие записи:
 Как назвать группу вконтакте: выбираем классное имя для своего сообщества
Как назвать группу вконтакте: выбираем классное имя для своего сообщества
 Как намотать леску на катушку триммера
Как намотать леску на катушку триммера
 Как подключить телефон через блютуз к магнитоле
Как подключить телефон через блютуз к магнитоле
 Ремонт смесителя на кухне своими руками: пошаговая инструкция и подробное видео
Ремонт смесителя на кухне своими руками: пошаговая инструкция и подробное видео
 Артезианская скважина
Артезианская скважина
 Детская песочница кораблик своими руками: 6 пошаговых фото️
Детская песочница кораблик своими руками: 6 пошаговых фото️