Специальные припои
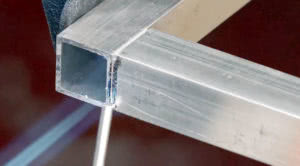
 Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
https://youtube.com/watch?v=aMDku0xrMpw
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
https://youtube.com/watch?v=UIxPlva4ED8
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Физико-химические свойства и особенности
Физико-химические свойства материала должны отвечать условиям проведения процесса. Дело в том, что существует много разновидностей припоев, некоторые из которых являются не специально предназначенными алюминия, а имеют универсальное предназначение. В таком случае, их свойства должны отвечать легкоплавким материалам, чтобы не расплавить металл заготовки и не повредить его. Температура плавления припоя должна иметь показатели, примерно, на 100-200 (можно и больше) градусов ниже. Материалы обладают высокой текучестью, что вызвано той же низкой температурой плавления и особенностью их состава.
Припой для пайки алюминия
Еще одна особенность состоит в том, что действительно прочного соединения достичь очень сложно, но это зачастую и не требуется, так как металл не применяется в сложных условиях эксплуатации. В большинстве случаев нужно просто качественное соединение, чтобы был хороший контакт. Физическое свойство проникновения припоя в структуру алюминия помогают обеспечить должный уровень качества. Стоит отметить, что расходный материал также является легким, как и основной металл, так что относительно своих аналогов для других процедур, таких как пайка нержавейки твердыми припоями, при одном и том же весе будет больший объем материала.
Пайка алюминиевым припоем кх718fcww09020
Технические характеристики популярных марок
Castolin 192FBK
Элементы состава — Zn, Al
Температура плавления — 380 — 440°С
Характеристики прочности на разрыв — 100 МПа
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
HTS-2000
Степень растяжения: 45900 PSI
Степень удлинения: 10%
Степень сдвига: 31000 PSI
Масса: 240 г / куб. дюйм
Температура плавления: 390 С
Толщина диаметра: 2-3 мм
Длина: 0,46, м
Castolin 192FС
FC — в сердечнике имеется флюс.
Температура плавления: 430 градусов Цельсия
Прочность: 100 H/мм2
Толщина диаметра, мм — 2,0
Длина, м – 0,5
Элементы состава: Zn, Al
Характеристики прочности на разрыв — 100 МПа
Тип пайки: капиллярная пайка, напайка
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
Особенности выбора
Есть мнение, что не так важно чем паять алюминий, а главное как. Здесь наблюдается очень большая зависимость от того, в каких условиях приходится проводить процесс и с какими целями
Поэтому, расходный материал выбирается в зависимости от того, какие инструменты для разогрева имеются. Если вам требуется спаять провода, то подойдут припои с самой низкой температурой плавления, которые быстро схватятся на металле, не подвергая его опасности расплавлению. Сложнее дело обстоит с толстыми заготовками, или когда нужно соединить алюминий с другими металлами. Здесь уже понадобиться материал, специально предназначенный для этих процессов, как вышеуказанные припои.
https://youtube.com/watch?v=hq3R6eLv384
«Важно!Вне зависимости от выбора, действия мастера должны быть быстрыми, так как материал имеет свойство очень быстро окисляться, что ухудшит качество соединения»
Особенности пайки
- Первым делом стоит зачистить поверхности, что желательно делать крупнозернистой наждачной бумагой, которая не только счистит все возможные налеты, но и сможет сделать поверхность более податливой для пайки;
- После этого нужно выложить флюс по всему периметру, где будет происходить соединение;
- Затем следует стадия подогрева, когда флюс разогревается до рабочей температуры, чтобы можно было использовать припой;
- Следующим делом следует задействовать припой, который должен равномерно растекаться по всей поверхности места спайки;
- После образования достаточной толщины шва, для чего может потребоваться несколько проходов, нужно дать остыть металлу;
- На последней стадии следует очистить шов от остатков флюса и прочих вещей.
https://youtube.com/watch?v=t6u7gTU5MJc
Популярные марки
- Castolin 192FС;
- HTS-2000;
- ПОС-61;
- Castolin 192FBK;
- Castolin 192CW;
- Lucas-Mihaupt Filalu 1192NC;
- Авиа-1;
- Castolin 190.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
Специалисты рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.
Горелки
Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Как заработать на пайке алюминия?
А теперь самое интересное — как и сколько заработать на пайке алюминия. Я открыл Авито и пошерстил стоимость работ по пайке алюминия. Вот что получилось:
- пайка радиатора автомобиля, холодильника, кондиционера — от 1000 руб.
- пайка проводов электропроводки — 15 руб. за пайку.
- ремонт велосипедных рам — от 500 руб.
- пайка алюминия для пищи, например, кастрюль — от 100 руб.
Затраты:
- Газовый баллончик с горелкой 700 — 1000 руб.
- Припой Castolin 192FBK — 150 руб. за пруток * 5 = 750 руб.
- Тренировочный радиатор — бесплатно или за 500 руб. в металлоломе.
- Желание — бесценно!
Бизнес-план:
- Потратить 2000 руб. на инструмент и опыт
- Отбить затраты за 2 ремонта.
- Еще останется на 3-4 ремонта минимум.
- Рентабельность 200 — 300 %!
А теперь обещанное. Вот так примерно выглядел мой радиатор.
В этом месте кожух вентилятора от нагрева выгнулся и начал тереть по радиатору. Образовалось три дырки, через которые попер антифриз. Помню эту ночку. Хорошо, что в пределах города был.
У меня получилось вот так.
А вот и Кузнечик. Думаю, что цвет говорит сам за себя.
Во всей Ростовской области я видел только одну такую же машинку. Однажды в г. Каменск-Шахтинском мы с ней стали на светофоре друг за другом. Выглядело забавно.
Вот и всё. Надеюсь, что теперь пайка алюминия для вас не является чем-то особенным. Для вас трудился Мастер Пайки. А чем вы паяете алюминий?
В чем суть процедуры?
Перед тем как запаять алюминиевую трубку, следует разобраться, что же представляет собой процесс пайки. Образование соединений путем пайки происходит в два этапа. Сначала создают физический контакт между поверхностями. Далее физический контакт преобразуется в квантомеханическое взаимодействие между электронными оболочками атомов. Чтобы инициировать между поверхностями физический контакт и дальнейшую химическую связь, паяемый металл смачивают с помощью жидкого припоя. Целесообразность его применения зависит от такого показателя как тип межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то в результате смачивания жидким припоем получится малопрочное соединение. Если жидкий и твердый металлы химически взаимодействуют, то путем смачивания образуется прочная связь.
Как заработать на пайке алюминия?
А теперь самое интересное — как и сколько заработать на пайке алюминия. Я открыл Авито и пошерстил стоимость работ по пайке алюминия. Вот что получилось:
- пайка радиатора автомобиля, холодильника, кондиционера — от 1000 руб.
- пайка проводов электропроводки — 15 руб. за пайку.
- ремонт велосипедных рам — от 500 руб.
- пайка алюминия для пищи, например, кастрюль — от 100 руб.
Затраты:
- Газовый баллончик с горелкой 700 — 1000 руб.
- Припой Castolin 192FBK — 150 руб. за пруток * 5 = 750 руб.
- Тренировочный радиатор — бесплатно или за 500 руб. в металлоломе.
- Желание — бесценно!
Бизнес-план:
- Потратить 2000 руб. на инструмент и опыт
- Отбить затраты за 2 ремонта.
- Еще останется на 3-4 ремонта минимум.
- Рентабельность 200 — 300 %!
А теперь обещанное. Вот так примерно выглядел мой радиатор.

В этом месте кожух вентилятора от нагрева выгнулся и начал тереть по радиатору. Образовалось три дырки, через которые попер антифриз. Помню эту ночку. Хорошо, что в пределах города был.

У меня получилось вот так.

А вот и Кузнечик. Думаю, что цвет говорит сам за себя.

Во всей Ростовской области я видел только одну такую же машинку. Однажды в г. Каменск-Шахтинском мы с ней стали на светофоре друг за другом. Выглядело забавно.
Вот и всё. Надеюсь, что теперь пайка алюминия для вас не является чем-то особенным. Для вас трудился Мастер Пайки. А чем вы паяете алюминий?
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу
Тут важно соблюсти два важных условия
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Пайка алюминия в домашних условиях: принцип работы — Сварка
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов.
Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С).
Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Пайка алюминия в домашних условиях – простое и безопасное занятие
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
https://youtube.com/watch?v=tOPfQWfB7O4
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Похожие записи:
 Руководства к лего technic
Руководства к лего technic
 Виды грядок из поддонов и как их сделать для дачи своими руками, ошибки
Виды грядок из поддонов и как их сделать для дачи своими руками, ошибки
 Как убрать сколы на капоте без покраски
Как убрать сколы на капоте без покраски
 Из чего состоит пластиковое окно?
Из чего состоит пластиковое окно?
 Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
 Можно ли сажать тюльпаны весной: нюансы и правила посадки
Можно ли сажать тюльпаны весной: нюансы и правила посадки