Как правильно соединить провод в распределительной коробке
Самая спорная и болезненная проблема при электромонтажных работах соединение проводов и кабелей в распределительной коробке. Электрики варят, гильзуют (опрессовывают), паяют, пользуются различными сжимами (колодки, ваги, клеммы, СИЗы – соединительные изолирующие зажимы), скручивают. Сколько электриков, столько различных мнений.
Что говорят правила соединения проводов и кабелей
Будем пользоваться несколькими источниками актуальных на сегодняшний день. ПУЭ-7 (Правила устройства электроустановок), СНиП 3.05.06-85 (Электротехнические устройства), ГОСТ Р 50571.5.52-2011. ( Электроустановки низковольтные).
Раздел: Электропроводки
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
СНиП 3.05.06-85
3. Производство электромонтажных работ
Раздел: Электропроводки
3.34. Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки. В сухих помещениях допускается размещать ответвления проводов в гнездах и нишах стен и перекрытий, а также в пустотах перекрытий. Стенки гнезд и ниш должны быть гладкими, ответвления проводов, расположенные в гнездах и нишах, должны быть закрыты крышками из несгораемого материала.
ГОСТ Р 50571.5.52-2011.
526 Электрические соединения
526.2 При выборе средств соединения следует учитывать:
— материал проводника и его изоляцию;
— число и форму проводов, формирующих проводник;
— площадь поперечного сечения проводника;
— число проводников, которые будут соединены вместе.
Примечания:
1 Использование соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях
Развернутый комментарий
Мы рассмотрели все нормативные акты регламентирующие соединение проводов. Рассмотрим преимущества и недостатки.
Опрессовка (гильзовка)
Рекомендуют все нормативы
Очень качественно соединение, большая площадь контакта. Недостаток пожалуй один, гильза большая по размеру и приходится делать большие распределительные коробки, что отражается на дизайне помещения.
Гильза, скрутка и клемма Ваго
Фото и краткое описание
Слева на фото соединение выполненное с помощью гильзы. Провода вставляются в луженую гильзу и обжимаются специальным прессом. Если гильза подобрана правильно соединение получается очень хорошее В центре скрутка, если сделать как на фото будет не хуже гильзы, но правилами запрещена, мы с своей работе не используем. Справа попытка отремонтировать проводку с помощью Ваги, соединение нагрелось, клемма расплавилась, так и до пожара недалеко.
Сварка
Рекомендуют все нормативы
Хороший контакт, малые габариты. Недостаток, проблематично проварить соединение большого количества проводов не повредив изоляцию (очень сильный нагрев).
Пайка
Предписывает применение только ПУЭ, СНиП умалчивает, а ГОСТ вообще рекомендует избегать соединения с помощью пайки.
Качественно спаять даже два провода достаточно сложно, но если удастся соединение будет качественным. Пропаять пять, шесть и более проводов практически не реально, тем более под потолком или в трудно доступном месте, куда большинство заказчиков просит поставить распределительную коробку, чтоб глаза не мозолила.
Скрутка
Запрещена
Хотя лучше еще никто не придумал. Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
СИЗ, клемма Ваго и винтовой сжим
Фото и краткое описание
Слева на фото соединение выполненное с помощью СИЗов. Провода сначала скручены, что само по себе неплохо, а поверх закручен колпачок в полном соответствии с правилами. В центре Вага (с подъемными флажками считается лучшим вариантом), отработала под нагрузкой около двух лет, оплавленная пластмасса и изоляция. Справа винтовой зажим, проблема та же что и с Вагой, соединение греется, последствия не предсказуемы
Способы соединения проводов
Существует несколько методов соединения электропроводов. Вы можете выбрать наиболее удобный и подходящий для вашего случая вариант.
Скрутка
Скрутка
В настоящее время соединение кабелей в распределительных коробках по методу скрутки запрещено – оно считается крайне ненадежным по сравнению с другими существующими вариантами. Выбирая скрутку, вы осознанно принимаете всю возможную ответственность на себя.
Как правильно делать сращивание и ответвление проводов с помощью скрутки
Само соединение выполняется предельно просто: с проводов счищается примерно 10 мм изоляции, а после они аккуратно накручиваются друг на друга. При соединении проводов диаметром до 1 мм выполняем не менее 5 витков, в случае скрутки более «серьезных» кабелей – от 3 витков.
Опрессовка
Инструмент для опрессовки
Популярный вариант соединения. Выполняется с использованием специальной гильзы по размеру пучка проводов. Материал гильзы также должен соответствовать материалу изготовления кабелей.
Для обжима изделия применяются пресс-клещи для опрессовки гильз. Народные умельцы нередко пытаются выполнить обжим с помощью пассатижей, однако профессионалы рекомендуют от такого варианта воздерживаться, т.к. соединение будет не таким надежным.
Работа выполняется в следующем порядке.
Снимаем с проводов изоляцию, ориентируясь на длину используемой гильзы.
Второй шаг
Скручиваем провода в пучок и вводим их в соединитель.
Обжимаем гильзу с проводами пресс-клещами.
Процесс опрессовки
Выполняем изоляцию готового соединения термоусадкой либо обычной изолентой.
Процесс опрессовки
Сварка
Сварка
После выполнения такого соединения получается по сути цельный провод, которому не страшны ни процессы окисления, ни другие негативные воздействия, характерные для разъемных способов.
Для соединения проводов по методу сварки нужно подготовить следующее:
- сварочный аппарат на 24В мощностью от 1 кВт;
- флюс;
- угольный электрод;
- защитные средства (перчатки, маску/очки).
Схема сварки проводов
Работаем в таком порядке.
Снимаем с кабелей изоляцию и зачищаем жилы до блеска. Для этого используем наждачную бумагу.
Второй шаг
Соединяем провода по методу скрутки.
Насыпаем флюс в углубление нашего электрода.
Аппарат для сварки скруток ТС 700 2
Включаем сварочный аппарат, прижимаем электрод к кабелям и держим до образования шарика — т.н. «контактной точки».
Пятый шаг
Сварка
Очищаем полученную контактную точку от флюса и покрываем ее лаком.
В завершение нам остается лишь заизолировать готовое соединение.
Пайка
Пайка
Порядок действий остается таким же, как и при соединении проводов сваркой. Отличие лишь в том, что кабели соединяются при помощи припоя, расплавленного паяльником. Расплавленный припой должен затекать внутрь скрутки.
Также не рекомендуется использовать пайку в местах возможных механических нагрузок на соединение.
Винтовые контактные зажимы
Винтовые контактные зажимы
Отличный метод быстрого и простого соединения проводов в распределительной коробке. Компактные недорогие зажимы позволяют выполнять соединение как однородных, так и разнородных проводников.
Работа выполняется в два простых шага. Нужно сделать следующее:
- счистить с концов проводов примерно по 5 мм изоляции;
- вставить провода в зажим и затянуть винтом.
Болтовые соединения
Болтовые соединенияОконцевание проводов
Соединение надежное, но очень громоздкое. Подходит для таких же громоздких коробок старого образца. В современной коробке болтовое соединение может попросту не поместиться.
Работа выполняется в следующем порядке.
Второй шаг
Сверху надеваем на болт один из соединяемых проводов. Предварительно нужно счистить изоляцию и сформировать из кабеля колечко. Со вторым проводом заранее делаем то же самое.
Пятый шаг
Надеваем последнюю шайбу и затягиваем соединение гайкой.
Разумеется, болтовое соединение также нуждается в изоляции, которая не лучшим образом отразится на его размерах.
Методика использования УЗО
Самозажимные соединения
Наиболее современный и популярный на сегодняшний день вариант. Зажимы предельно просты в использовании. Помимо этого, внутри подобных соединений изначально присутствует паста, исключающая риск окисления металлов, что позволяет безо всяких опасений вставлять в клипсы разнородные проводники.
Работаем в таком порядке.
Самозажимные соединения
Первый шаг. Снимаем примерно по 10 мм изоляции с каждого провода.
Второй шаг. Поднимаем вверх рычажок клипсы.
Третий шаг. Вставляем проводники в соединитель.
Четвертый шаг. Опускаем вниз рычажок.
Зажимы без рычажков просто защелкиваются.
Самозажимные соединения
Это интересно: Ветрогенератор для частного дома — специфика, нюансы изготовления
Как самому сделать аппарата для сварки проводов?
Если предстоит разовая, но объемная работа с проводами, то покупать магазинное устройство может быть невыгодно. Как сделать сварочный агрегат для этих целей своими руками? Для основы потребуется понижающий трансформатор, который можно намотать самостоятельно, или извлечь из старой техники. Главный критерий — это способность понижать входящее напряжение до 12-48 V, выдавая при этом силу тока от 40 до 150 А. Рассчитать число витков и требуемое сечение провода можно по соответствующим таблицам.
Хотя сварку проводки можно выполнять и на переменном токе, но лучше установить в свой самодельный аппарат диодный мост, для выпрямления напряжения. Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
Держатель под угольный электрод можно купить в магазине, а можно соорудить из зажима под контактор троллейбуса или иного прижимного устройства. Второй зажим для фиксации провода и подключения массы изготавливается из пассатижей. В одной из ручек необходимо просверлить отверстие под болт и клемму для контакта.
Опрессовка
Для соединения проводов методом опрессовки используются специальные гильзы, представляющие собой полые металлические трубки, в которые помещаются жилы соединяемых проводов, а затем, с помощью ручных пресс-клещей или механического пресса опрессовываются.
Принцип этого метода соединения, заключается в механическом сжатии всех соединяемых жил, что обеспечивает необходимый электрический контакт, а так же надежность и долговечность соединения.
Главным недостатком опрессовки проводов для соединения проводов в распределительных коробках, является необходимость использования гильз разного сечения и размеров, а также специализированного инструмента – пресс-клещей. Кроме того, в этом методе, достаточно сложно добавить к соединению еще проводники после опрессовки, а использование пресс-клещей, при монтаже проводки в квартире, не всегда удобно и возможно, так как для их работы, требуется определенное пространство, которое, к сожалению, в реальных условиях не всегда бывает.
Наиболее эффективно опрессовка показывает себя в соединении многопроволочных проводов, для однопроволочных (моножильных) она используется достаточно редко. Чаще всего ей пользуются в случае, когда у монтажника уже есть весь необходимый инструмент и опыт работы. Кроме того, опрессовка не требует электричества и может выполнятся в тех местах, где его нет.
Выбор типа сварочного аппарата
 Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Помимо этого многие из промышленных образцов инверторов оснащаются специальным ремнём для переноски, что также обеспечивает удобство работы в данных условиях.
К указанным преимуществам следует добавить, что при работе с инвертором энергопотребление минимально (не более 1 киловатта), а также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера используют для этих целей обычные понижающие трансформаторы, посредством которых им удаётся сваривать провода переменным током постоянной амплитуды (без регулировки).
За счёт большого личного опыта им удаётся приспосабливаться к режиму работы понижающего трансформатора и постоянно контролировать сварочный процесс.
Вообще говоря, работа на переменном токе (с обычным трансформатором) не обеспечивает требуемое качество сплавления проводов, так что для достижения нужного результата требуется немалое мастерство. По этой причине начинающим сварщикам следует побеспокоиться о приобретении подходящего устройства.
Различные варианты скруток
Непрофессиональное соединение. Это скрутка многожильного провода с одножильным. Такой вид соединений правилами не предусмотрен, и если такое соединение проводов будет обнаружено приемной комиссией, то объект просто не будет принят в эксплуатацию.
Однако скрутку все же применяют и тут нужно знать как выполняется правильная скрутка многожильных проводов. Она часто используется в экстренных случаях, когда нет возможности профессионально выполнить соединение, и срок эксплуатации такого соединения будет небольшим. И еще, скрутку временно можно применять только для открытых проводок, чтобы можно было всегда осмотреть место соединения.
Плохое соединение проводов
Почему же нельзя соединять провода скруткой? Дело в том, что при скрутке создается ненадежный контакт. При прохождении через скрутку токов нагрузки, место скрутки нагревается, а от этого увеличивается переходное сопротивление в месте соединения. Это в свою очередь способствует еще большему нагреванию. Таким образом, в месте соединения повышается температура до опасных значений, которая может вызвать пожар. Кроме того, нарушение контакта приводит к появлению искры в месте скрутки, что тоже может вызвать пожар. Следовательно, чтобы достичь хорошего контакта рекомендуется скруткой соединять провода сечением до 4 мм 2 . Подробно про о цветовой маркировке проводов.
Существуют несколько типов скруток. При скрутке необходимо добиваться хорошего электрического контакта, а также создания механической прочности на разрыв. Прежде чем приступать к соединению проводов их следует подготовить. Подготовка проводов осуществляется в следующей последовательности:
- с провода, в месте соединения снимается изоляция. Изоляция снимается таким образом, чтобы не повредить жилу провода. Если на жиле провода появится надрез, то в этом месте он может сломаться;
- оголенное место провода обезжиривается. Для этого оно протирается тряпкой, смоченной в ацетоне;
- для создания хорошего контакта, обезжиренный участок провода зачищается наждачной бумагой до металлического блеска;
- после соединения должна быть восстановлена изоляция провода. Для этого может применяться изоляционная лента или термоусаживающаяся трубка.
На практике применяются несколько видов скруток:
- простая параллельная скрутка. Это самый простой и распространенный вид соединения. При хорошей параллельной скрутке в месте соединения можно добиться неплохое качество контакта, но механические усилия на разрыв будут минимальными. Такая скрутка может ослабевать в случае возникновения вибрации. Чтобы правильно выполнить такую скрутку необходимо, чтобы каждый провод обвил друг друга. При этом должно быть не менее трех витков; Скрутка обычная двух проводов
Многожильная скрутка трех проводов
- метод «навивки». Этот метод применяется, если необходимо выполнить ответвление провода от основной магистрали. Для этого на участке ответвления снимается изоляция провода, и на оголенное место путем навивки подключается провод ответвления;
Присоединение провода к основному
бандажная скрутка. Этот вид скрутки часто применяется при соединении двух и больше одножильных проводов. При бандажной скрутке применяется дополнительный проводник из такого же материала, как и жилы провода. Сначала выполняется простая параллельная скрутка, а затем на это место накладывается бандаж из дополнительного проводника. Бандаж увеличивает механическую прочность на разрыв в месте соединения;
соединение многожильного и одножильного провода. Этот вид самый распространенный и простой сначала выполняется простая накрутка, а затем зажимается ;
Соединение многожильного и одножильного медного провода
другие различные варианты соединения.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.

Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор. Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети. Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.

Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).

Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).

Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Способы соединения
Различные виды соединения проводов
Из разрешенных методов ПУЭ разрешает создавать контакт следующими способами:
- зажимы;
- клеммы;
- опрессовка;
- пайка, сварка.
Соединение скруткой запрещено. Это связано с тем, что контакт будет подвергаться температурному воздействию. При росте температуры материал расширяется, при охлаждении наоборот сужается. Так как контакт ничем не закреплен, он быстро выйдет из строя и разрушится. Скручивание может использоваться только вместе с другим способом соединения – например, сваркой или пайкой.
Метод сжимов
Соединительные клеммы WAGO
Этот способ включает в себя винтовые и болтовые соединения, а также контакт с помощью зажимов Wago. Такие механизмы позволяют соединить одножильный и многожильный медный провод. На данный момент такой способ является самым распространенным и удобным. К преимуществам можно отнести невысокую стоимость, надежность, простоту процесса и отсутствие необходимости покупки дополнительного оборудования.
Лучше соединять таким способом провода с сечением до 25 кв.мм. Проводники с большим сечением требуют другого соединения или нужно будет учитывать нюансы при контакте методом сжимов.
Винтовое соединение используется для кабелей небольшого сечения. Его суть заключается в установке двух проводников в латунную трубку и зажимании каждого отрезка своим винтом. При соединении одножильного и многожильного кабелей есть риск повреждения тонкой проволоки. По этой причине рекомендуется защищать их с помощью специального наконечника. Существуют специальные клеммы с зажимной площадкой, для которых применение наконечников не требуется. Они обеспечивают качественный зажим без повреждения проволоки по всему сечению трубки из латуни.
Метод прессовки
Варианты опрессовки проводов
Опрессовка проводов осуществляется с использованием специального инструмента – клещей. Он бывает ручной и гидравлический. Для проводников с небольшим сечением подходят ручные клещи.
Также потребуются специальные гильзы из меди, алюминия или латуни. Подбираются под соответствующий материал жил кабеля. Если нужно соединить несколько многожильных проводов перед клеммником, применяются наконечники.
Прессовка применяется для любых видов кабелей – многожильных, одножильных, их комбинации
Важно лишь правильно подобрать тип гильзы и нажимное усилие
Метод сварки
При сварке проводов используется оловянный припой
Сварка проводов – самый надежный и долговечный способ соединения. Его недостаток заключается лишь в сложности реализации своими руками, так как для работы потребуется профессиональный сварочный аппарат. Также предъявляются требования к опыту мастера – в случае отсутствия необходимых навыков следует выбрать другой способ соединения или доверить работу профессионалу.
С помощью сварочного аппарата расплавляются концы жил. Когда они застывают, образуется единое целое между двумя отрезками и обеспечивается качественный контакт. С помощью такого метода можно соединять неограниченное число проводников в одной точке. Но нужно понимать, что при контакте одножильного и многожильного кабеля будут возникать сложности. Мастер должен будет выполнить несколько дополнительных шагов перед сваркой. Подключение четырехжильного провода к одножильному:
- Расплавление оконцевания многожильного провода.
- Соединение расплавленного проводника с одножильным отрезком.
Пайка
Пайка проводов
Для пайки двух отрезков кабеля также потребуются дополнительные инструменты – паяльник, канифоль, припой, паяный жир. Мастер должен уметь паять, иначе надежный контакт обеспечить не получится.
Как скрутить многожильный провод вместе с одножильным:
- Зачистка от изоляции.
- Обработка поверхности обоих проводников канифолью.
- Наматывание многожильного кабеля на одножильный.
- Сгибание одножильного кабеля, обжимание пассатижами.
- Обработка места паяльным жиром и припоем.
Также существует вариант соединения, когда обработка жиром и канифолью производится отдельно для каждой части провода. Затем проводники соединяются параллельно и место контакта обрабатывается припоем.
Одножильные проводники соединить проще. Для этого их достаточно зачистить от изоляции и обработать канифолью. Затем кабели нужно спаять. Если для соединения берется луженый одножильный проводник, обработка канифолью не требуется.
Зачем нужна распределительная коробка
Довольно часто встречается некоторое пренебрежение к распредкоробке (разветвительной коробке). Кое-кто считает, что ее использование при прокладке проводов – пустая трата времени. Ведь ее нужно еще закрепить на поверхности, а это дополнительные усилия. Гораздо проще, к примеру, скрутить проводники, заизолировать место соединения и «закатать» все штукатуркой.
- Но при этом упускаются из виду некоторые вопросы:
- В процессе эксплуатации к местам соединений проводов должен быть обеспечен свободный доступ. Например, если в какой-то комнате нет света или не работает розетка? Проверка показала, что причина — в отсутствии напряжения. Как найти распределительную коробку в квартире или неисправный участок цепи? Обрывать обои, разбивать штукатурку, чтобы получить доступ к скрутке проводов?
- Если в перспективе понадобится, например, поставить дополнительно еще одну (две, три) розетки. Подключать их «в параллель» от первой? А всегда ли это удобно? В то время как подключить новые провода в распредкоробке труда не составит;
- Правильное соединение проводов – с использованием клеммных соединителей. Какой же глубины нужно долбить «канал» в стене, чтобы упрятать туда клеммник?
- В плане пожарной безопасности преимущество такой коробки неоспоримо.
https://youtube.com/watch?v=PgX7Cv0fchM
Похожие записи:
 Охота на жучка. какими бывают шпионские устройства и как их искать
Охота на жучка. какими бывают шпионские устройства и как их искать
 Пиньята своими руками в домашних условиях
Пиньята своими руками в домашних условиях
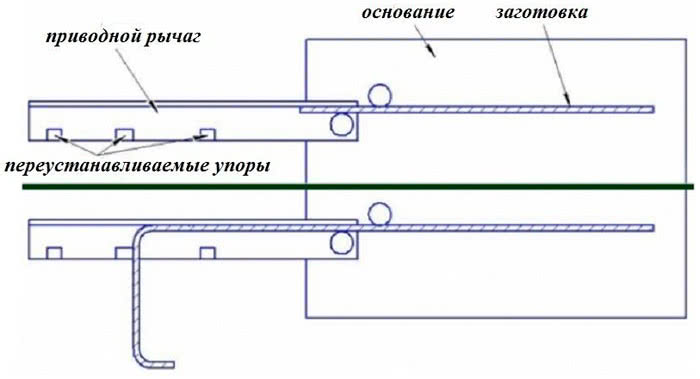 Станок для гибки арматуры: назначение, описание, виды
Станок для гибки арматуры: назначение, описание, виды
 Вкусные и сочные манты
Вкусные и сочные манты
 Какие бывают соединения канализационных труб в зависимости от используемого материала для трубопровода
Какие бывают соединения канализационных труб в зависимости от используемого материала для трубопровода
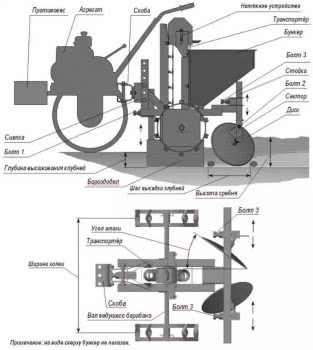 Картофелесажалка для трактора т-25: картофелесажалка т-40 и самодельная для мтз-82
Картофелесажалка для трактора т-25: картофелесажалка т-40 и самодельная для мтз-82