Почему возникает необходимость соединения пластиковых труб без пайки
Стоимость специального паяльника составляет несколько тысяч рублей, поэтому его покупка для проведения одноразового монтажа самостоятельно нецелесообразна. Даже опытные мастера используют альтернативные способы в случаях:
- когда нужно соединить только 2 — 3 стыка;
- при замене поврежденного участка трубопровода;
- для прокладки пластиковых трубопроводов с низкой гидравлической нагрузкой, например, канализации;
- для создания разъемных соединений, если есть необходимость регулярной разборки трубопровода для профилактического обслуживания;
- при монтаже временных трубопроводов.
Трубопроводы из полипропилена, их достоинства
Полипропиленовые трубопроводы пригодны для горячего и холодного водообеспечения, отопления. Изделия, с армированным слоем из фольги, стекловолокна или алюминия выдерживают температуру до 95 С, давление 20-25 атм. Применяются для внутреннего водопровода и отопления, в системе подачи ее от магистрали.
Изделия обладают достоинствами:
- долгий срок эксплуатации;
- выдерживают высокие физические нагрузки;
- не разрушаются от влаги, агрессивных жидкостей;
- легкие, что облегчает их монтаж;
- низкая теплопроводность не снижает температуру теплоносителя;
- не ухудшают вкус и химический состав жидкости;
- имеют невысокую стоимость.
Эти характеристики полипропиленового трубопровода делают его популярном в современном строительстве и при ремонте водопровода в жилом фонде.
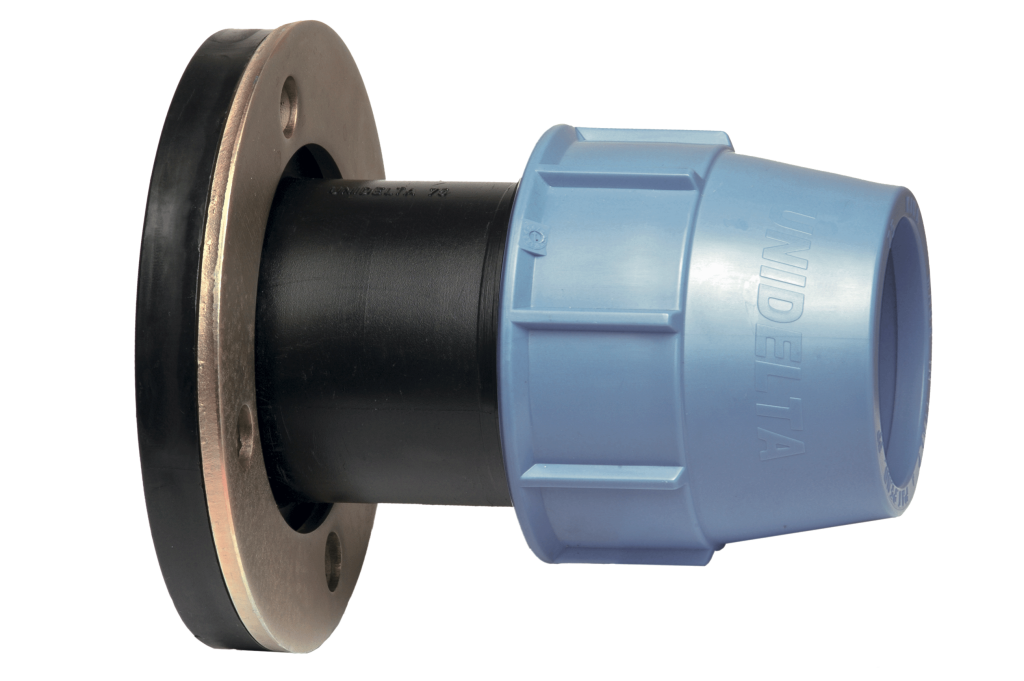
Фланцевые соединения

В основе этого метода лежит стыковка стальной трубы и пластиковой вставки разъёмным приспособлением – фланцем. В металлическую трубу вставляют фланец в виде втулки, к нему при помощи болтов крепится накидной фланец с переходом на пластик. Делается это следующим образом:
Определяется место вставки и делается аккуратный срез трубы. Неровности на месте среза необходимо обработать болгаркой.
Фланец в виде втулки осматривают, острые кромки сглаживают напильником
Эта предосторожность позволит уберечь пластиковую трубу от повреждений. Только после этого фланец устанавливают на место.
К нему болтами притягивается другой фланец с переходником для полипропиленовых труб
В месте соединения устанавливают резиновую прокладку. Крепёжные болты затягивают без лишних усилий.
Выполнить трубное соединение из разных материалов, по силам любому человеку. Но если вы не уверены, что сможете качественно выполнить работу, лучше обратиться к сантехнику.
https://youtube.com/watch?v=MFXaCDVZEMA
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.

Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Неразъемные соединения
Не всегда можно использовать разъемные соединения. Иногда по причине, связанной с условиями эксплуатации трубопровода или из-за транспортируемой среды, предъявляются повышенные требования к герметичности соединений. Наибольшей надежностью характеризуются способы соединения сваркой — встык или по раструбной методике.
Для проведения работ используется специальный прибор, при помощи которого производится разогревание деталей до начала процесса плавления. Для выполнения стыковки без использования муфт (встык) используется не только прибор для сваривания пластика, но и центратор.
Благодаря ему, труба соединяется со второй деталью точно по центру. При выполнении сборки трубопровода в квартире или в доме чаще используется раструбное соединение. В этом случае, используются специальные соединительные муфты.
Принцип
Для полипропиленовых труб операция сваривания включает в себя следующие этапы:
- разогревают прибор;
- одновременно надевают на штуцера аппарата обе детали, которые предполагается соединить;
- снимают детали и соединяют, вставив трубу в муфту с небольшим нажимом;
- дают расплавленной массе застыть (на это требуется несколько секунд).

Что потребуется?
Для выполнения сварки потребуется приобрести специальный прибор – компактный сварочный аппарат для пластиковых труб со специальными насадками, соответствующими диаметру свариваемых деталей. Кроме того, потребуется подготовить:
- ножницы по пластику;
- измерительный инструмент (рулетку).
Прибор для сварки пластика работает на электропитании, мощность аппарата может быть разной. Оборудование имеет терморегулятор, благодаря чему, постоянно сохраняется оптимальная степень нагрева.
В комплект поставки, как правило, входит несколько насадок разного диаметра, благодаря которым, можно проводить сварки деталей разного размера. Насадки имеют тефлоновое наружное покрытие, поэтому расплавленный пластик к ним не пристает.
Для выполнения стыковки двух деталей из полипропилена необходимо использовать одновременно две насадки-штуцера:
- штуцер с отверстием используется для разогрева наружной стороны детали меньшего диаметра (чаще всего, трубы);
- штуцер с выступающим буртиком применяется для разогрева внутренней стороны муфты.

Устанавливаются насадки-штуцеры на аппарат путем использования входящих в комплект поставки болтов. Периодически нужно проверять их и подтягивать при помощи отвертки или шестигранника (в зависимости от модели аппарата).
Как проводить резку?
Для обрезки пластиковых труб по размеру рекомендуется использовать специальный инструмент – ножницы-трубороезы. Если трубы большого диаметра, то резку проводят с использованием ножовки. После того, как резка будет произведена, нужно убедиться, что срез проведен точно под углом 90 градусов и на нем нет заусениц. Если дефекты обнаружены, то их нужно устранить.
Далее вставляют трубу в муфту и карандашом или маркером отмечают глубину вхождения. Затем нужно обезжирить насадки на сварочном аппарате, протерев их спиртом. Не будет лишним протереть спиртом торцы свариваемых деталей.
Процесс сварки
Завершив подготовку, можно приступать к процессу сварки. Последовательность действий:
- включают прибор, дают ему разогреться до нужной температуры;
- на насадку надевают сначала муфту (у фитингов стенки толще, чем у труб), затем саму трубу;

- дают деталям нагреться, в процессе нагревания нельзя трогать и смещать детали, иначе они деформируются;
- время нагрева зависит от мощности аппарата, в инструкции должна быть приведена таблица, в которой указывается время выдержки деталей на аппарате;
- разогретые детали одновременно снимают с насадок и быстро стыкуют, аккуратно вводя трубу внутрь муфты. Глубину введения контролируют по метке, нанесенной ранее;
- не нужно сильно нажимать, иначе расплавленный валик может образовать валик и внутри, а это будет мешать циркуляции жидкости в трубопроводе;
- удерживают детали в заданном положении около 30-50 секунд (зависит от диаметра трубы), за это время пластик остынет и образуется плотное гомогеное соединение.
Итак, собрать полипропиленовые трубопроводы можно и самостоятельно. Чтобы создать наиболее надежное соединение, потребуется приобрести специальный сварочный аппарат для пластика. В некоторых случаях возможно соединение полипропиленовой трубы без пайки. Такое соединение производится с использованием резьбовых фитингов. В этом случае, соединение получится разъёмным, его можно будет при необходимости разобрать.
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Соединение фитингами

Для соединения пластиковых труб без пайки очень часто используются пресс-фитинги (они же компрессионные фитинги) либо новые бельгийские пуш-фитинги, которые фактически фиксируются сами. Стандартные пресс-фитинги обычно делаются из стального сплава или чугуна. И лучше всего их использовать для полипропиленовых или других пластиковых труб малого диаметра. Достоинством данных сантехнических изделий является то, что с их помощью можно выстраивать переходы между элементами трубопровода и соединять их под разным углом.
Чаще всего фитинги ставят на поворотах и ответвлениях пластикового трубопровода. Обыкновенный пресс-фитинг состоит из основного корпуса, крышки, втулки и двух колец: зажимного (оно расположено в специальном гнезде) и фальцевого (с его помощью осуществляется фиксация пластиковой трубы).

Если речь идёт о фитингах диаметром меньше пятидесяти миллиметров, то их допускается монтировать вручную, без дополнительных приспособлений и оборудования
И ещё одно важное правило. Пластиковую трубу следует предварительно, перед установкой фитинга, подготовить — обрезать, удалить заусенцы, очистить от пыли и обезжирить
Такая подготовкадолжна проводиться в любом случае, вне зависимости от выбранного способа соединения.
После того как пластиковое изделие будет приведено в приемлемое состояние, на него нужно установить гайку, предварительно снятую с фитинга. Далее на эту гайку надевается зажимное кольцо. Теперь можно вставить трубу в фитинг до упора и зафиксировать. Те же самые действия нужно проделать и со второй соединяемой трубой.
Можно ли соединять трубы теплого пола или нет?
При укладке трубопровода для тёплого пола, не редко длины контура не хватает, чтобы сделать цельную петлю. В этом случае возникает вопрос — возможно ли соединить трубы между собой, и как это сделать? Для соединения контуров существует несколько методик, которые зависят от вида материала.
Рассмотрим подробнее способы — как соединять трубы тёплого пола.
Соединение труб из сшитого полиэтилена и металлопластика
Мини-обзор: как монтировать фитинги?
Контуры из полиэтилена или металлопластика можно сшивать при помощи фитингов (латунных, бронзовых и пластиковых), они способны выдерживать высокую температуру. Фитинги бывают:
- Электросварочные — эффективны, но для их установки необходимо специальное оборудование, поэтому используются редко. Процесс выглядит так:
- на срез трубы одевается электросварочный фитинг;
- к клеммам подключается сварочное оборудование, оно подаст на элемент напряжение, что приведёт к разогреву и сплавке стыков;
- аппарат отключается, полученное соединение способно выдержать давление до 12 Амп.
- Прессовочные — главный плюс, что при прессовке, происходит заполнение полимером всего пространства, тем самым получается высокопрочное соединение.
Последовательность действий:
- на край обжимной трубки надевается гайка, резьбой в сторону соединения;
- разрезное кольцо одевается с отступом от среза на 1 см, и фиксируется;
- натягивается шланг с приспособлением для фитинга;
- обжимная гайка плотно затягивается при помощи двух гаечных ключей.
- Обжимные — такие фитинги наиболее легки при установке в домашних условиях:
- на полимерный шланг одевается зажимная гильза;
- конец контура растягивается в диаметре с помощью расширителя;
- растянутым краем трубка натягивается до упора на штуцер фитинга;
- место соединения фиксируется в таком положении на несколько минут, этого достаточно для плотного сращивания фитинга.
Сшивка медных труб
Так же как и при монтаже пластикового контура, медный можно стыковать при помощи пресс или пуш-фитингов. Такой способ рекомендован на открытых участках, чтобы в случаи протечки легко можно было поменять деталь.
Но, наиболее надёжно и практично — паять медные трубы. Это более трудоёмкий процесс, зато соединение получается долговечным и надежным. Последовательность действий:
- срезы контура зачищаются снаружи и изнутри;
- специальным соединителем для пайки труб тёплого пола из меди смазываются края деталей — только сверху;
- изделия стыкуются, а лишняя смесь удаляется;
- место соединения прогревается газовой горелкой и припой заполняет зазоры.
Чем соединить трубы тёплого пола (пресс-фитинг)
Как уже говорилось выше, трубопровод можно состыковывать при помощи пресс-фитингов. Эта деталь состоит из:
- корпуса — бывает разной формы (угла, тройника, муфты);
- гильзы — основа фитинга, сырьём для её изготовления служит нержавеющая сталь;
- клипсы — эластичное кольцо (прокладка), которая соединяет корпус и гильзу.
Прессование осуществляется при помощи специальных пресс-клещей. Суть процедуры заключается в сжатии рукояток инструмента. Процесс быстрый и лёгкий, и не требуется иметь специальных навыков для проведения данных работ.
Плюс использования такого соединения — прочность, долгий срок службы и конструкция не нуждается в обслуживании.
Применение «холодного» метода
Данный метод предполагает использование компрессионных фитингов, а из инструментов потребуется только обычный обжимной ключ.
Монтаж выполняется следующим образом:
- Рабочий процесс начинают со срезов по краям. Затем проверяют перпендикулярность расположения кромки. Далее зачищают торцы от заусениц при помощи проволочной мочалки или мелкозернистой шкурки.
- Стяжную гайку помещают на один конец трубы. Резьбовое соединение пластиковых труб должно быть направлено в сторону фитинга (прочитайте: «Преимущества резьбового соединение труб, способы герметизации стыков»). Затем используют кольца с компрессией. Они тоже должны идти в фитинговую сторону, но обязательно длинными скосами.
- Фитинг нанизывают на поверхность заранее подготовленного торца. Деталь во внутреннюю поверхность нужно вставлять до упора.
- В завершение работы полностью затягивают стяжную гайку и проверяют полученное соединение на герметичность.
Универсальный способ пайки тента
С приходом теплого времени года потребность в тентах увеличивается. Выставив на свой придомовой участок либо взяв на пикник небольшой тент, вы можете обнаружить неприятный сюрприз – дыру. Стоит ли после этого покупать новый тент или можно как-то исправить ситуацию?
Для пайки нам понадобиться строительный фен, на котором будет специальная щелевая насадка, а также заплатка с валиком. После предварительной очистки места повреждения и заплатки от пыли и жира, необходимо положить тент на ровную поверхность. Приложив к нему заплатку, начинаем разогревать обе поверхности при помощи щелевой насадки, попутно скрепляя валиком. Чем лучше вы разогреете поверхности, тем лучше они пристанут друг к другу
Но здесь крайне важно не переборщить и не прожечь дыру
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Этапы работ процесс сварки
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.

Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.

Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.

Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.

После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.

В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Соответствие диаметров стальных и полипропиленовых труб (таблица)
Когда выполняется замена старого трубопровода, уделяется повышенное внимание соотношению диаметров металлических и полипропиленовых труб. Ведь наружный диаметр полимерного трубопроката может составлять 16-110 мм
При этом иметь разную толщину стенки.
В то же время стальной трубопрокат изготавливается с другим наружным сечением при одинаковом с ПП трубами внутреннем диаметре.
Стоит также знать, что в маркировке полимерной продукции не указывается внутренний диаметр. Однако его вычислить несложно, когда известно наружное сечение и толщина стенки. Разница этих величин будет соответствовать искомому значению.
При замене старой инженерной коммуникации из стали на полипропиленовую систему важно учитывать следующее:
- У металлических труб для водопровода и газовых сетей внутренняя поверхность не является идеально гладкой, что уменьшает пропускную способность.
- Трубный прокат из металла выпускается в облегченном и усиленном варианте. Каждый такой вид труб отличается толщиной стенки. Другими словами, при одинаковом сечении по наружной кромке у трубной продукции будет разный внутренний диаметр. Именно его учитывают, когда проводится замена инженерной сети.
- Металлические и ПП трубы создаются по разным ГОСТ. Поэтому для выбора полимерного трубопроката нужно знать все характеристики пластиковой продукции.
Таблица соответствия диаметров полипропиленовых труб и стальных
Сварное соединение

Если вы задумались над тем, как соединить полипропиленовую трубу с полипропиленовой, то можно воспользоваться сварным методом
Однако важно учесть, что соединение будет неразъемным. При плавлении молекулы одной детали перемещаются в другую, происходит диффузия
От нагревания сварочным электрическим аппаратом детали органично соединяются между собой, ведь имеют одинаковый химический состав.
Для проведения работ следует подготовить:
- паяльник;
- аппарат для сварки;
- полипропиленовые фитинги и трубы;
Помимо перечисленных инструментов и материалов, следует подготовить ножовку или ножницы по металлу, рулетку, соединительные муфты по типу кранов, углов и трубы
Важно запастись фум-лентой. Что касается аппарата для сварки, то он будет состоять из нагревательного элемента и сварочных насадок, диаметр которых изменяется в пределах от 16 до 40 мм
Как только индикатор погаснет, вы можете приступать к работам, ведь это станет сигналом того, что достигнута нужная температура в 260 °С. На это уйдет примерно 15 минут. Если отмечается минусовая температура окружающей среды, то от работ по сварке нужно отказаться. При необходимости сваривания труб, диаметр которых составляет 60 мм, следует воспользоваться методом раструбной сварки. Для более внушительного диаметра подходит стыковая сварка, которая не предполагает использования дополнительных деталей.
Способы стыковки труб из полипропилена
Выбор способа стыковки зависит от того, какое соединение желаем получить — разъёмное или нет. На решение может повлиять наличие специального инструмента и навыков работы. Рассмотрим наиболее часто используемые способы.
Резьбовые фитинги
Если вы задумались, как сделать разъемное соединение полипропиленовых труб, используйте резьбовые фитинги. Работа с такой арматурой считается наиболее простой и позволяет добиться хорошего результата.
Резьбовые фитинги представляет собой комбинацию металла и пластика. Пластиковая часть присоединяется к полипропиленовой сваркой или пайкой через пластиковую муфту. Второй конец элемента выполнен из металла, на нем нанесена резьба, посредством которой он присоединяется к другому отрезку трубы или сантехническому оборудованию.
Для работы потребуются:
- Необходимые фитинги.
- Газовый ключ.
- Муфта накидная и ключ для её установки.
- Герметик.
Для исключения протечек в местах присоединения резьбовых фитингов на резьбу наматывают льняное волокно, фум-ленту. Резьбовые фитинги устанавливают при соединении пластиковых труб с металлическими.
Диффузионная сварка
Этот вид сварки встык, получаемой за счёт расплавления материала деталей и диффузном взаимном проникновении молекул. Подходит для стыковки диаметров от 16 до 40 мм. Дополнительно используют муфту, которая обеспечивает слой пластика для получения шва. Для толстостенных труб используют диффузную сварку встык.
Сварка электрофитингами
Электрофитинг — это соединитель из полипропилена, в своей конструкции имеет металлический нагреватель, контакты которого выведены наружу.
После того как фитинг надевают на трубу, металлические контакты присоединяют к аппарату, происходит нагрев элемента, а через него фитинга.
Стыковая сварка
Основана на возникновении диффузии при нагреве полипропилена. Для работы потребуется дисковый агрегат, снабженный центрирующим устройством для обеспечения соосности труб. Выполняется для сварки отрезков диаметром более 60 мм со стенкой от 4 мм.
Технология работы включает операции:
- Стыки труб одновременно нагревают до необходимой температуры дисковым паяльником.
- Прижимают торцы труб друг к другу, следят, чтобы их оси совпадали, не было перекоса.
- Выдерживают до остывания материала.
Каждый сварочный аппарат снабжен инструкцией, в которой приведены таблицы с указанием времени нагрева и остывания для определенной толщины стенки. У толстостенных труб получается надёжный шов. Такие трубопроводы можно закапывать в землю, замуровывать в стену.
Холодная сварка
Осуществляется при расплавлении материала от химического воздействия клея. Его наносят на стыкуемые участки, прижимают, выдерживают 10-15 минут. После стабилизации вещества получаем герметичный стык. Прочность соединения невысока. Используется в трубопроводах подачи жидкости для охлаждения и прочих соединениях, невысокой ответственности.
Клеевое соединение
На очищенную поверхность наносят тонкий слой клея, плотно прижимают части друг к другу, выдерживают 10 секунд. Наивысшей прочности стык достигает через сутки
Важно правильно выбрать состав клея, он должен быть предназначен для полипропилена
Применение фланцев
Фланцы применяют, когда производится стыковка труб из различных материалов, например, полиэтилена с полипропиленом. Для герметичности используют уплотнительные прокладки из резины.
Пайка с использованием паяльной ленты
С помощью паяльной ленты можно соединить элементы без паяльника, что значительно упрощает работу. Алгоритм действий следующий:
- Очищаем поверхности деталей, обезжириваем.
- Оборачиваем место спайки лентой.
- Нагреваем место, где наложена лента до ее расплавления.
- Надеваем стыкуемую деталь.
- Выжидаем до охлаждения стыка.
- Убираем излишки припоя.
Получаем надёжный герметичный стык. Этот способ используется для спайки труб небольшого размера.
Имея некоторые навыки сантехника, можно выполнить своими руками монтаж внутреннего водопровода или системы отопления. Чтобы получить хороший результат, следует ознакомиться с инструкциями и рекомендациями специалистов. Выбор инструмента, соблюдение технологии работ послужит залогом получения качественного ремонта.
Ошибки при сварке полипропиленовых труб:
https://youtube.com/watch?v=G7TPMMV_ioo
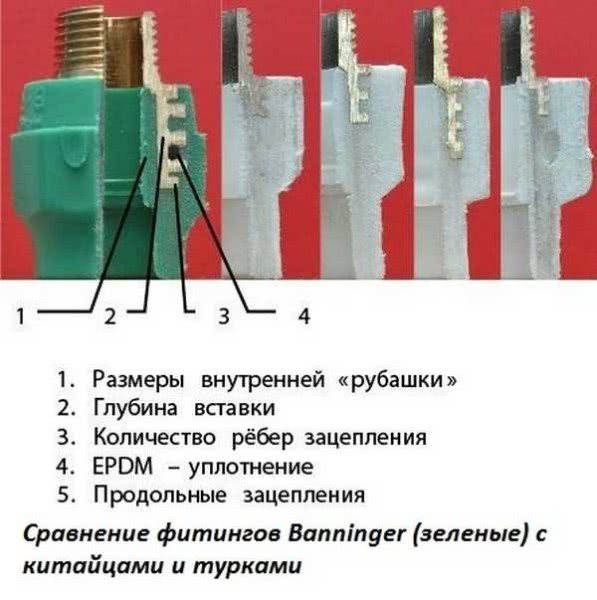
Виды фитингов
Для нормального качества соединения полипропилен можно только сваривать. Ни клееные, ни резьбовые, ни компрессионные соединения не дают необходимой герметичности и прочности стыков. Почему? Потому что компрессионные фитинги для полипропиленовых труб нежелательны, так как изменяют геометрию трубы, ухудшая пропускную способность. При использовании опрессованных соединений с прокладками обеспечивается должная степень герметичности, но при малейших деформациях такие соединения разрушаются. Потому самый распространенный способ – сварка при помощи специального паяльника или сварочного аппарата. Соединение элементов может проводиться встык или враструб. Соединение встык ненадежное – при деформации или высоком давлении (что не редкость для систем отопления) герметичность швов может нарушиться. Потому для стыковки участков труб используют фитинги. Их внутренний диаметр должен соответствовать наружному диаметру выбранных вами труб, а видов их довольно много.

Полипропиленовые трубы и фитинги к ним
Муфты и переходники
Муфта – небольшой полый элемент, который служит для сваривания двух участков труб одного диаметра. Внешне напоминает бочонок. В него с двух сторон вставляются трубы.
Переходник. Похожий на муфту элемент для соединения участков разного диаметра. С одной стороны вставляется труба большего сечения, с другой – меньшего. В этой группе есть фитинги для соединения с металлическими трубами или элементами отопления – они на одном конце имеют металлическую резьбу.

Переходники и муфты для полипропиленовых труб
Уголки
Несмотря на то, что полипропилен пластичный материал, гнуть его нежелательно. Это сделать нетрудно – разогреть до температуры пластичности и согнуть, но в местах сгиба с наружной стороны стенка трубы становится тоньше, что приводит к разрыву при скачке давления. С другой стороны изгиба появляются «морщины», которые ухудшают пропускную способность, что также нехорошо. Потому в местах, где нужны повороты, используют уголки. Они есть разной величины: 90о, 45о. Концы уголка могут иметь одинаковый или разный диаметр (совмещены с переходниками) или иметь на другом конце металлическую резьбу – для соединения ГВС со смесителем, например.

Уголки для ППР труб могут быть с одинаковыми или разными диаметрами, с разными углами
Тройники, крестовины
Эти элементы требуются в местах отвода/соединения нескольких ветвей трубопровода. Имеют они разные углы и конфигурацию. Для создания системы отопления подойдут сварные фитинги – они имеют гладкую внутреннюю поверхность без резьбы. Иногда может понадобиться переход на другой вид материала, тогда есть тройники или крестовины с резьбой в одном или нескольких отводах. Вообще и диаметры, и геометрия этих элементов могут быть самыми разными.

Тройники и крестовины для PPR труб
Обводы
В некоторых случаях возникает необходимость обойти какую-то трубу. Так как гнуть полипропилен нежелательно, есть специальные обводы – изогнутые участки, которые ввариваются в контур в нужном месте. Высота подъема и длина изгиба также могут быть разными.
Обводы используют в тех местах, где нужно обогнуть трубу
Компенсаторы
Компенсатор можно собрать из тех же уголков и труб, а можно поставить готовую петлю. В принципе, эффект будет практически идентичным.
Компенсаторные петли используют для нивелирования температурных расширений
Краны и вентили
В полипропиленовом трубопроводе можно использовать и латунные краны или вентили, но тогда с двух сторон на каждый такой элемент потребуется переходник на металл, а стоят такие фитинги гораздо дороже. Причем весь узел по надежности оказывается ничуть не лучше полипропиленового, а сваривать фитинги и проще и быстрее, чем стыковать резьбой. Так что использование полипропиленовых вентилей и кранов намного удобнее и целесообразнее.

Краны и вентили из полипропилена использовать в системах гораздо удобнее
Заглушки
В некоторых местах требуется закончить линию трубопровода. Тогда используются заглушки.

Заглушки из полипропиленовых труб
Фиксаторы и крепеж
Трубы к стенам нужно крепить. Для этого также существуют различные приспособления разного вида.

Фиксаторы и крепежные планки очень удобны в применении
Американки
Разборные фитинги, которые состоят из муфты и накидной гайки. Устанавливаются в тех местах, где во время эксплуатации требуется периодическая чистка или снятие элементов системы (счетчиков на поверку, например).
Качество труб и фитингов во многом определяет долговечность системы отопления
Похожие записи:
 Фидерные кормушки своими руками
Фидерные кормушки своими руками
 Варено-копченая курица в домашних условиях
Варено-копченая курица в домашних условиях
 Деревянный пол на лагах: технология установки лаг
Деревянный пол на лагах: технология установки лаг
 Из чего состоит пластиковое окно?
Из чего состоит пластиковое окно?
 Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
 Можно ли сажать тюльпаны весной: нюансы и правила посадки
Можно ли сажать тюльпаны весной: нюансы и правила посадки