Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.

Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.

Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.

Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
https://youtube.com/watch?v=8eA6jJiHPRI

Пластиковый кожух для стеклянных банок из ПЭТ-бутылок

Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Криминал
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница
Пригорело у пиндосов! Эти лицемеры прекрасно знают что их страна — это ось зла, и все беды.
А то что ротару даёт деньги укрофашистам на геноцид в Донбассе, Алибасов не считает пособн.
Александр молодец конечно, но плохо что забыл про Донецк, мог бы вспомнить и поддержать св.
Татьяна, посмотрите видео, всё сходится! Скорее всего вы что-то не так делаете! https://yo.
как же обидно когда веришь.
Данная выкройка неправильная. Не получается сшить мышкy(((((.
Всё правильно написано. У нас в семье уборка и готовка и стирка это мужские обязанности. Ж.
Бандеровской подстилке нечего делать в России, пусть едет выступать к пиндосам.
Ерунда. В США, авокадо едят килограммами, но почему то американцы самая больная нация на з.
На мой взгляд, на данный момент лучшее соотношение цены и качества — это ресницы Грация.
Удобное кресло с выдвижной подставкой для ног
Информационно-развлекательный сайт «Лабуда» — это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.
Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Рекомендуем ознакомиться: Трубы стальные бесшовные и технология изготовления холоднодеформированных изделий
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.

Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Пошаговый процесс изготовления приспособления
Чтобы было понятнее, как работает устройство, нужно разобраться с поэтапным его изготовлением.
 |
Будет изготавливаться прокатный станок, который создаcт регулярное смятие на поверхности трубы. |
 |
Сначала подбирается необходимый материал заготовок. Выполняется разметка для будущих распилов. |
 |
Два подшипника расположатся на пластине на расстоянии, который соответствует размеру трубы. |
 |
Размечается центры сверления для осей подшипников. Задается положение профтрубы, которое она займет при профилировании. |
 |
В качестве осей будут использованы специальные валики. Их наружный диаметр соответствует внутреннему диаметру кольца подшипника. Выполняется специальная проточка, которая зайдет внутрь крышек (верхней и нижней). |
 |
Ролик будет изготовлен из листа рессорной стали. |
 |
Выполняется разметка будущего ролика. Определяется положение центра. |
 |
Циркулем прорисовывается наружный профиль. Изготовление будет выполняться без использования токарного станка, поэтому процесс будет несколько сложнее обычного. |
 |
Просверлены отверстия для осей. Внутрь подшипников забиты валики. Их установили в корпус-крышку. |
 |
Необходимо сформировать внутренние пропилы. В них будут проступать ролики. |
 |
После продольного пиления выполняется поперечное. Приходится вести обработку с обеих сторон. Тогда качество изделия будет выше. Попутно удаляются заусенцы. Притупляются острые кромки. |
 |
Нижняя крышка и подшипники уже установлены. Сверху накладывается верхняя часть. Теперь обеспечивается жесткость самого приспособления. |
 |
Сборка выполнена. Нужно приварить оси. Тогда получится неразъемная конструкция. |
 |
Сначала привариваются только точки. Потом выполняется обваривание. Обязательно проверяется легкость вращения подшипников. Если появляется затруднение в их провороте, то нужно найти причину и устранить ее. |
 |
Пора заняться и роликами. Приходится с помощью УШМ придавать вид, близкий к окружности. |
 |
Зажав в тиски заготовку, выполняют засверливание отверстия. Диаметр равен 12 мм. |
 |
Внутрь вставляют болт, а потом затягивается гайка. Нужен небольшой хвостовик, который можно будет зажать в патроне электродрели. |
 |
С помощью болгарки и дрели можно смоделировать процесс обточки круглой детали на токарном станке. Сначала обрабатывают окружность. Добиваются равного расстояния от центра. |
 |
В дальнейшем снимаются фаски. По центру ролика диаметр больше, чем у торцевых частей. Тогда будет получаться нужный профиль на трубе. |
 |
Видны четкие грани изделия. Таких роликов потребуется изготовить две штуки. |
 |
Заготовка в руках у мастера. Определяется высота стойки, которая потребуется для монтажа роликов. |
 |
Проверяется качество изготовления заготовок. Они должны быть идентичны. |
 |
Вот так ролик будет выступать внутрь приспособления. |
 |
Работать будут с обеих сторон. |
 |
После выполнения примерок и расчетов производится выпиливание стойки. Для нее требуется металл шире (10 мм). |
 |
Стойка готова. Нужно избавиться от заусенцев. |
 |
После зачистки деталь приобретает товарный вид. |
 |
Ставится ось. Собирается каждый узел, проверяется, как вращаются ролики на стойках. Насколько легок их ход. |
 |
Проводится примерка. В самом деле нужно чаще примерять, чтобы потом не ошибаться. |
 |
Прихватываются стойки к корпусу с обеих сторон. |
 |
После прихватки точками и проверки расстояний, а также легкости вращения производится полное приваривание деталей. |
 |
В первом варианте будет проведено испытание изделия. Для удобства перемещения по коротким заготовкам приваривают две рукоятки. Профилирование будет выполняться простым протягиванием вдоль трубы. |
 |
С этой стороны будет заводиться конец профильной трубы. |
 |
Первая проба приспособления. Ставится труба, а потом выполняется надавливание сверху. |
 |
Видно, как формируется новый профиль на поверхности. |
 |
Теперь можно зажать один конец в тисках и пытаться протащить приспособление по заготовке. |
 |
Приходится совершать возвратно-поступательные движения. Нужно смазывать ролики маслом, тогда они будут лучше вращаться на своих осях. |
 |
Каждый ход составляет примерно 80…90 см. Для длинной трубы придется выполнять не менее 8…10 рывков. Поэтому нужна вращающаяся ручка. Тогда движение заготовки будет более ровным. Усилий потребуется меньше. |
 |
Вот такая труба получается в результате ее усиления. Ее можно использовать для теплицы или для изготовления какого-либо другого изделия. |
В результате получено несложное приспособление, которое поможет усилить профиль заготовки.
Republished by Blog Post Promoter
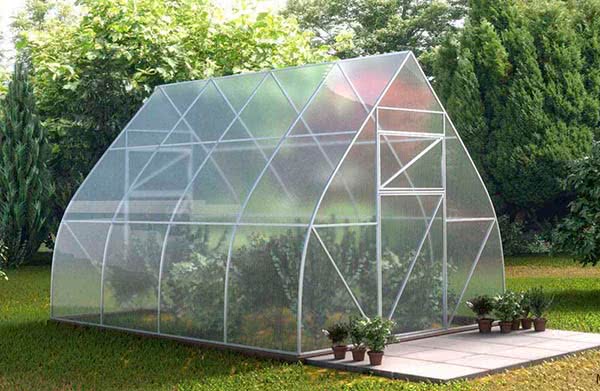
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.
Парник «Хлебница»:

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Теплица «Капелька»:
Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Конструируя теплицы, проектировщики рассчитывают на длину проката, а также рулонов поликарбоната. Стандартная длина профильных труб составляет 6 м. Согнуть их можно разными способами. Но остается условие, что между концами труб должно получиться расстояние 3 м.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
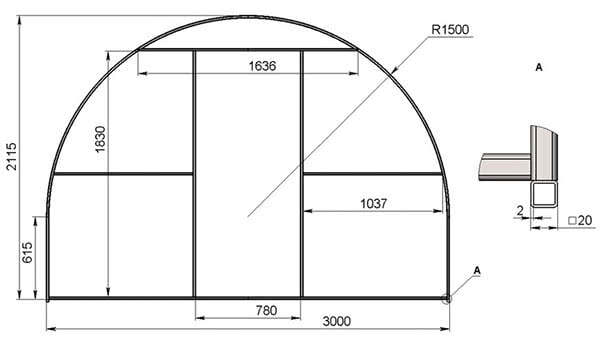
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:
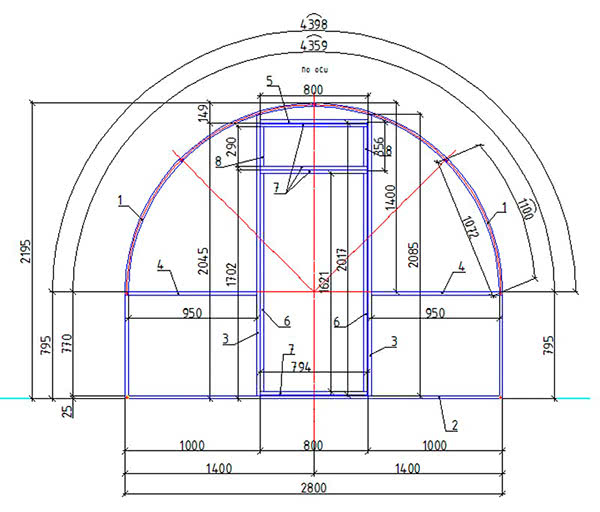
Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:
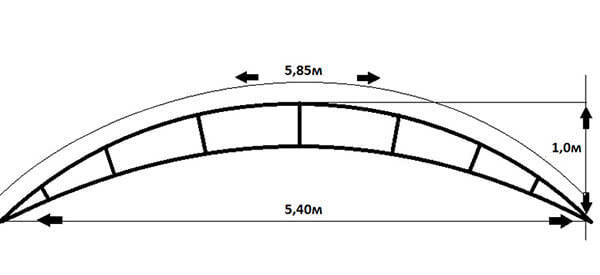
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Усиление необходимо для того, чтобы подобная арка могла выдерживать снеговую нагрузку в зимний период, равную 200…220 кг/м². Их расставляют на расстоянии 1 м и покрывают сотовым поликарбонатом толщиной 6…8 мм. Для зимних теплиц используют поликарбонат толщиной 10 мм.
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Republished by Blog Post Promoter
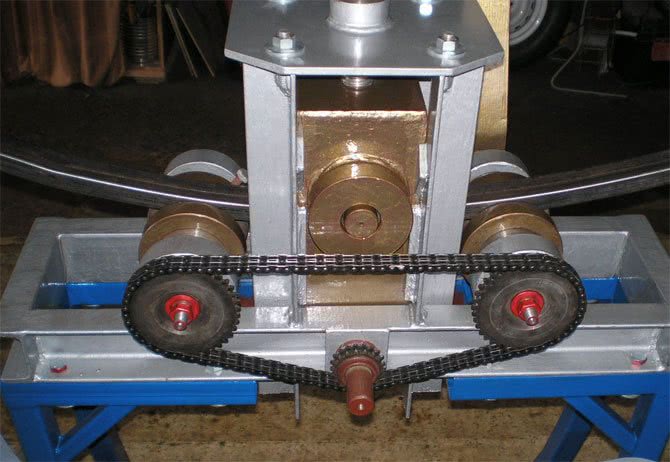
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
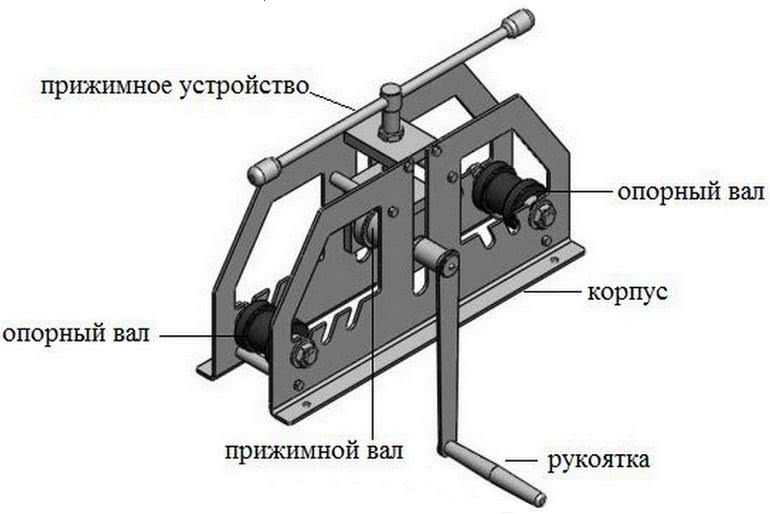
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
Корпус-крышка изготавливаются из пластины толщиной 6 мм
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров. Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Для облегчения работы с профильной трубой, сделал вот такой станочек, для усиления профильной трубы(15*15,20*20);





Comments 35
Тоже подписался.Можно и мне чертёж пожалуйста.
Все супер ! Подписываюсь и мне чертеж пожалуйста .
Классная тема !Если можно чертеж.
Классная работа, присоединюсь ко всем желающим, и мне тоже нужен чертежик
мне с бороздой — не нравится, поэтому сделал плоский ролик
то же самое, но совмещено с профилегибом.гнёт и продавливает канавку
однозначно в закладки, класс!
Интересует чертеж станка есть?
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
если получится и мне отправь, заранее спасибо.
ну и мне если не жалко)))
если не жалко и мне плиз. заранее огромное спасибо.
Уже выложил, здесь же.
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Можно и мне, или здесь разместить?
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Ок жду. Я просто занимаюсь ковкой, искал чертежи и немог найти.
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Я бы тоже не отказался
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Если не затруднит и мне пожалуйста)
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Збрось сюда для всех!:-D
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Тоже хотелось бы чертежиком обзавестись.)))
усиление я так понимаю — это создание борозды вдоль трубы?
Типа добавляется ещё 2 угла в противоположных стенках путём вдавливания (проката)
ну да, на готовом изделии видно. гнуть трубу после такого легче судя по всему?
Типа добавляется ещё 2 угла в противоположных стенках путём вдавливания (проката)
усиление я так понимаю — это создание борозды вдоль трубы?
Да, с двух сторон, что бы при загибе проф трубы, она не переламывалась.
вторая по нужности вещь после трубогибочного станка
Однозначно, а то уже замаялся, зубилом и молотом долбить)))
на один погонный метр сколько ударов надо сделать?
Лучше не вспоминать)))
вторая по нужности вещь после трубогибочного станка
Так это и есть такой станок, для дальнейшей работы нужно только сделать съёмные ролики на валах, для различных труб, как профильных, так и круглого сечения.
Столик хорош! Клиент уже есть на него?Станок не понял я, пардон, вы прокатываете на проф трубе желоб? Есть ли готовой проф трубы фото в разрезе, просвети пожалуйста.
Да и в самом деле, я забыл сделать фото проф трубы, после усиления, завтра исправлюсь.
| № 19025164 | 265 раз 24 дня назад |
Vadim_v40 Senior Member Автор объявления
11 лет на сайте пользователь #136600
Станок для усиления (сдавливания) профильной трубы применяется в холодной ковке. Так же с помощью данного станка возможно изготовление обжимной полосы (обжимки) и раскатывание концов заготовки после сдавливания (гусиная лапка). Станок подключён к 380В, привод к кузнечному блоку от электродвигателя через редуктор Ч100. Все добротное и надёжное. Станок новый. Позволяет работать с профильной трубой 10х10, 15х15, 20х20. С помощью данного станка, кованые элементы из профильной трубы получаются объемными, лёгкими и не дорогими в себестоимости по сравнению с полнотелым квадратом. Тел. 29-3600033 Вадим
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
Корпус-крышка изготавливаются из пластины толщиной 6 мм
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Технология выполнения изгиба
В процессе гнутья в металле возникают определенные показатели напряжения. С внешней стороны образуется растягивающее напряжение, а изнутри – напряжение сжатия. В момент таких взаимодействий меняется изгиб оси.Во время изгибания в согнутом отрезке изменяется форма поперечного сечения. В итоге профиль в виде кольца изменяет свою форму на овальную. Самый четкий овал можно наблюдать посередине прогиба. Деформация снижается в начале и конце прогиба.
У труб, имеющих диаметр не более 20 мм, овальность на отрезке, подвергающемся деформации, должна быть не более 15 %. А для труб с диаметрами равными или более 20 мм – 12,5 %.Стоит отметить, что изнутри изгиба, где происходит деформация сжатия, могут появляться складки. Данный факт, как правило, отрицательно сказывается на корректной работе системы, так как складки снижают проходимость труб, увеличивают величину гидравлического сопротивления и уровень засорения.
Сборка своими руками
Вальцы для гибки труб представляют собой простое устройство. Сделать его можно даже из подручных материалов, оставшихся после ремонта и строительства. В большинстве случаев, принимая решение, как сделать вальцы, начинающие мастера склоняются к выбору конструкции механического типа. Ее несложно спроектировать и собрать с помощью сварки, которая есть в каждом доме.
Чертеж
Перед тем, как изготовить добротный и функциональный станок для сгибания профиля, необходимо изготовить подробные чертежи, размеры всех деталей следует наносить с высокой точностью.
Схемы валков можно сделать на миллиметровой бумаге или на компьютере. Выбор зависит от навыков проектирования. На основе составленных чертежей рассчитывается потребность в строительных материалах и инструментах. Делается смета, осуществляется подбор оборудования и закупка недостающего имущества.
Материалы и инструменты
Для сборки самодельных вальцов потребуются такие инструменты и расходные материалы:
- сварочный аппарат;
- болгарка или фреза с дисками по металлу;
- рулетка;
- электрическая дрель;
- набор отверток и гаечных ключей;
- угольник;
- керн;
- масляный уровень;
- метизы (уголки, болты, гайки, заклепки);
- швеллер или двутавровая балка;
- заготовки для валов;
- профильные трубы.
Подбирая материал для строительства, следует помнить, что металлы и сплавы для вальцов должны быть намного прочнее, чем сталь профильных труб.
Что входит в конструкцию
Станина изготавливается из толстого и тяжелого проката.
Прочность и масса основания должна соответствовать прикладываемому усилию при прокатке профилей. Каркас собранный должен быть устойчивым и крепким, чтобы не качаться во время работы.
Прижимная система собирается в форме буквы «П». На верхней перекладине изготавливается отверстие с резьбой для создания прижимного усилия. Другим вариантом является приваривание гайки поверх круглого отверстия. Впоследствии в него вставляется болт для регулировки просвета между роликами.
Сами ролики оборудуются подшипниками качения, которые крепятся на прочных осях. Вальцы вытачиваются на токарном станке, проходят цикл закалки в масле.
Привод делается из велосипедных звездочек и цепи. Звездочки привариваются к ведомому и ведущему валу, после чего соединяются цепью. На ведущую звездочку приваривается ворот с достаточным рычагом усилия.
Заполнение песком или водой?
При придании заготовкам сильного изгиба происходит их сплющивание и нарушение геометрии сечения. Для того, чтобы этого не допустить, полые профили заполняются плотным материалом, не меняющим объем под давлением.
С водой сложнее, так как заглушки должны быть герметичными. Если сборка происходит зимой, то лучшим решением будет заливка труб водой, закрытие их пластиковыми заглушками и замораживание. Такой способ применяется при изготовлении духовых музыкальных инструментов.
Выбор пружины
Пружины используются для снижения воздействия вибрации от электродвигателя на прокатную систему. При сильной вибрации может наблюдаться смещение заготовок по горизонтальной оси. Пружины должны быть жесткими, чтобы не допустить раскачивания мотора и одновременно снизить тряску. Рекомендуется использовать не менее 4 пружин для фиксации станины электродвигателя.
Нарезаем и варим
Процесс изготовления вальцов проводится в такой последовательности:
- Проведение замеров и нанесение разметки в соответствии со схемами.
- Разрезание проката на заготовки, зачистка поля для сварки.
- Вытачивание и закалка валов, установка в них подшипников, прикрепление звездочек, закрепление на оси.
- Сваривание каркаса с прокаточным и прижимным механизмом.
- Монтаж привода. Он может быть постоянным или съемным.
- Проверка работоспособности станка.
В заключение проводится очистка металла от ржавчины, его грунтовка и покраска. Подвижные части смазываются.
https://youtube.com/watch?v=eoWdXK1XdCI
Похожие записи:
 Как назвать группу вконтакте: выбираем классное имя для своего сообщества
Как назвать группу вконтакте: выбираем классное имя для своего сообщества
 Как намотать леску на катушку триммера
Как намотать леску на катушку триммера
 Варианты упоров на распашные ворота и их изготовление своими руками
Варианты упоров на распашные ворота и их изготовление своими руками
 Как увеличить дальность wi-fi роутера
Как увеличить дальность wi-fi роутера
 Артезианская скважина
Артезианская скважина
 Детская песочница кораблик своими руками: 6 пошаговых фото️
Детская песочница кораблик своими руками: 6 пошаговых фото️