Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
|
Температура испытаний |
Временное сопротивление разрыву, Н/мм2 |
Угол загиба |
|
+ 20 °С |
63 |
160° |
|
Производительность наплавки (для д. 4 мм), г/мин |
Расход электродов на 1 кг наплавленного металла, кг |
|
11,70 |
2,00 |
Марки электродов для сварки алюминия
ОЗА-1 – применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.

Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.

Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.

Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.

Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков
Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл
Расхождение между толщиной должно составлять максимум 1 мм.
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом
Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
https://youtube.com/watch?v=9mxh9a-r6gg
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
|
Толщина основного металла, мм |
Величина сварочного тока, А |
Скорость проведения сварки, м/час |
|
0,6 |
70 |
73 |
|
1,3 |
125 |
153 |
|
1,6 |
130 |
73 |
|
2,3 |
235 |
73 |
|
3 |
315 |
73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Сварка дюралюминия в домашних условиях
Часто возникает необходимость выполнять сварку дюралюминия в быту. При наличии достаточных навыков можно получить сравнительно прочный и надежный шов. Работают с помощью электродугового аппарата и специальных плавящихся электродов, которые продаются в специализированных магазинах.
Электроды
В зависимости от вида дюраля используют следующие типы стержней, легированные разными металлами:
- ОЗА-1 – титаном, медью;
- ОЗА-2 – алюминием с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – кремнием, железом;
- ОК96.10, ОК96.20 – марганцем, кремнием, железом.
Устройства
В бытовой электросети недостаточная частота тока, поэтому, чтобы соединить дюралюминиевые детали, надо использовать аппараты для повышения этого параметра.
Можно выполнить сварочные работы с применением ацетилено-кислородной горелки. При ее горении создается температура, превышающая температуру плавления дюрали. Применение такого варианта приводит к окислению алюминия и образованию оксидной пленки, для устранения этого недостатка работу выполняют в среде аргона.
Даже имея необходимое оборудование, опыт и знания, дома сложно получить надежное сварочное соединение дюралюминиевых деталей. Если к качеству шва предъявляются высокие требования, то в таких случаях лучше обращаться в специализированные организации.

Сварка с помощью плазменной грелки.
Технология сварки алюминия и его сплавов
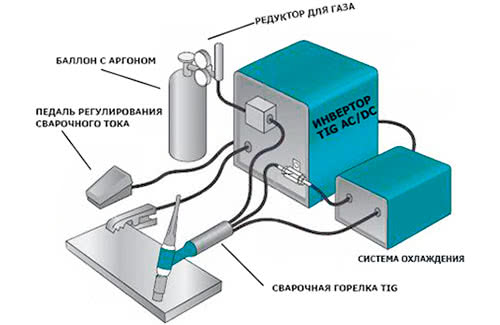
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
https://youtube.com/watch?v=hE6S-y5S3zw
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.

Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Важные рекомендации для сварщиков
 Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что  технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Как варить алюминий инвертором без аргона. Соединение алюминиевых проводов
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
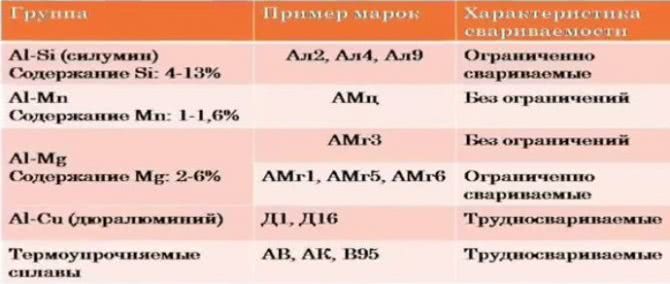
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
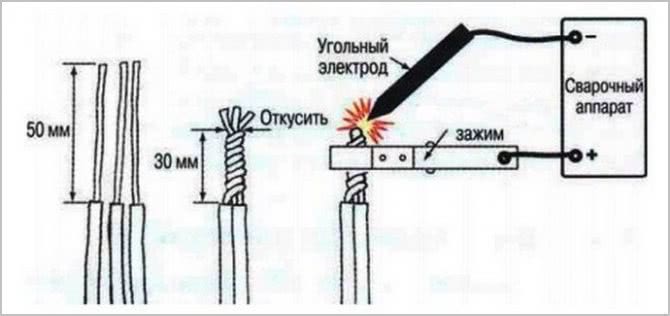
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
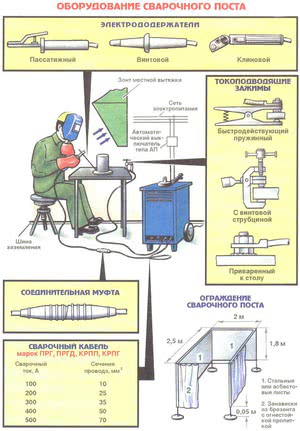
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

Выставляем правильный расход газа
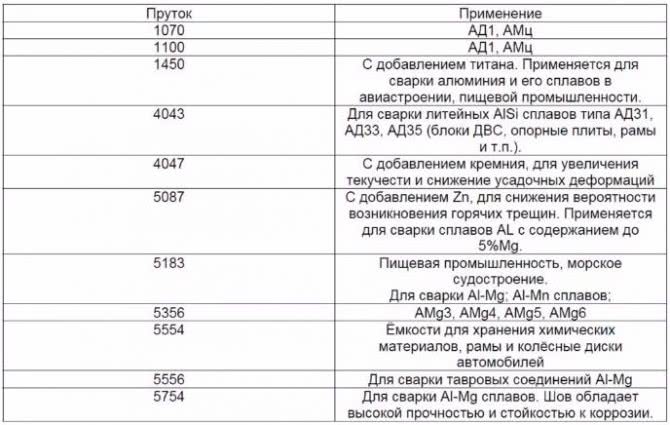
Присадочный пруток . Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Электрод с блестящей капелькой
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
https://youtube.com/watch?v=rAQAaN_0-8U
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
https://youtube.com/watch?v=DnkTZeqnMF4
https://youtube.com/watch?v=5nCNIV6PDR4
https://youtube.com/watch?v=VOycROw06qc
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Особенности работы с алюминием
Электрическая дуга позволяет соединять различные виды металлов, в том числе и алюминий, с помощью значительного нагрева деталей. Она позволяет проплавить металлические пластины различной толщины, что способствует созданию прочного соединения. Но соединение алюминиевых деталей сопряжено с определенными трудностями работы.
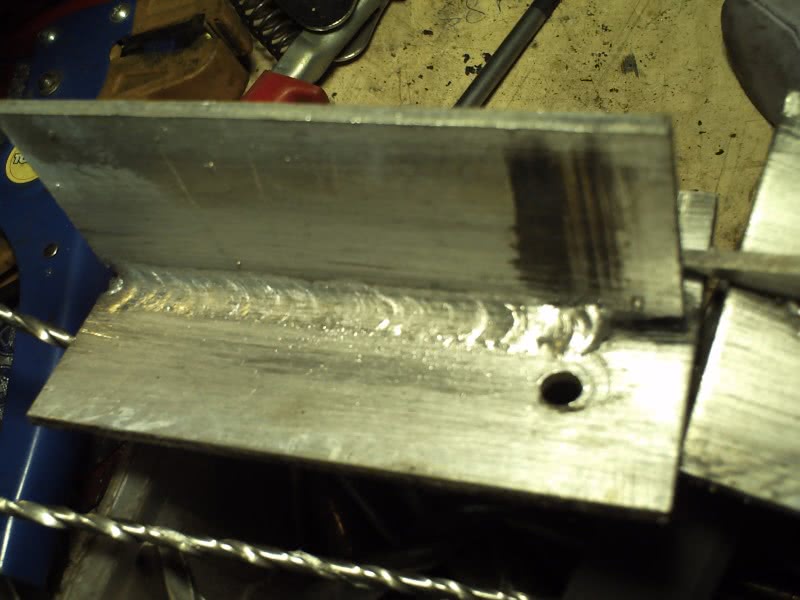
Сварочный шов на алюминиевой детали
Алюминий обладает некоторыми характеристиками, несвойственными большинству металлов, одной из которых является гигроскопическое свойство. Это свойство металла заключается в его способности впитывать влагу из окружающей среды. Многие не подозревают об этом, так как холодный алюминий не имеет видимых свидетельств накопления влаги.
Но при значительном нагреве, в месте сварочных работ начинается испарение влаги. Это приводит к излишним брызгам, трудностям в работе и получении некачественного соединения.
Сварка алюминия своими руками также сопряжена с проблемой покрытия металла оксидным слоем. Оксидная пленка возникает в процессе химической реакции между молекулами алюминия и кислорода. Она защищает изделия от воздействия кислотной среды, в то же время препятствуя выполнению сварочных работ. Это связано с большой разницей температуры плавления чистого металла и его оксида. Температура плавления алюминия составляет 500 градусов, а его оксида – 2000 градусов. Поэтому перед тем как варить алюминиевые изделия рекомендуется очистить поверхность металла с помощью металлической щетки. Это позволяет получить доступ к чистому металлу.
https://youtube.com/watch?v=34sA_2fvwcY
Однако очищенная поверхность очень быстро воздействует с кислородом, в результате чего на поверхности образуется новый оксидный слой. Поэтому в промышленных условиях сваривание деталей проводят одновременно с подачей инертного газа – аргона. Он препятствует доступу кислорода к металлу и возникновению новой оксидной пленки.
Следует также учитывать тот факт, что алюминий в чистом виде практически не используется. Чаще всего применяются сплавы на его основе, которые обладают улучшенными свойствами. Некоторые дополнительные компоненты могут препятствовать созданию качественного шва.
Похожие записи:
 Как назвать группу вконтакте: выбираем классное имя для своего сообщества
Как назвать группу вконтакте: выбираем классное имя для своего сообщества
 Как намотать леску на катушку триммера
Как намотать леску на катушку триммера
 Как подключить телефон через блютуз к магнитоле
Как подключить телефон через блютуз к магнитоле
 Ремонт смесителя на кухне своими руками: пошаговая инструкция и подробное видео
Ремонт смесителя на кухне своими руками: пошаговая инструкция и подробное видео
 Артезианская скважина
Артезианская скважина
 Детская песочница кораблик своими руками: 6 пошаговых фото️
Детская песочница кораблик своими руками: 6 пошаговых фото️