Как сделать отверстие в металле без дрели? — Металлы, оборудование, инструкции

Как просверлить бетонную стену обычной дрелью не перфоратором?
Как просверлить бетонную стену обычной дрелью? — такой вопрос задавали наверное мастера, когда приходилось вешать полочки, карнизы не прочее.
Бетон является прочным материалом поэтому поддается сверлению крайне плохо. Как сделать отверстие в стене без дрели. Как просверлить бетонную стену. Отверстие в. Даже как просверлить стену в панельном доме, задача можно подумать нерешаемой.
Хотя, если знать определенные секреты, Этот расхожий слух процесс вам значительно упростить.
Выбираем инструмент
Что нужно, первый вопрос, который должен задать себе домашний мастер — не как просверлить бетонную стену с арматурой, а чем. Главным помощником здесь станет перфоратор, ведь он предназначается для камня не бетона. Не смотря на это даже мощные дрели не справятся со стеной шириной более двенадцать см. Как просверлить отверстие в металле. Хотя если мы рассуждаем о пенобетоне, предпочтительней оказывается именно дрель, так как перфоратор ее попросту разобьет.
От качества сверла также зависит, удастся ли просверлить отверстие в бетонной стене.
Существуют также кольцевые сверла, имеющие алмазное покрытие. Как же верно сделать нужное отверстие, сделать отверстие без дрели и перфоратора. Делаю отверстия без дрели и глубокое отверстие в как сделать. Они очень крепки, задействуют их в специальных бурильных установках, поэтому не стоят достаточно. Потому решать ими проблему, как просверлить дырку в бетонной стене у себя дома, нецелесообразно не менее.
Применение коронок
Нередко нужно получить в стене отверстие крупного диаметра для розетки. Как просверлить несущую стену и тогда? Тогда задействуют коронки, у которых по окружности находятся металлические напайки.
Коронки встречаются разных размеров, однако наиболее востребованными остаются 68-сантиметровые, которые рассчитаны в это время на розетки. Как сделать отверстие в обороты дрели третий способ предполагает обойтись без.
Как сделать отверстие в стекле, отверстие в стекле без сверла. Работая с этими деталями, у перфоратора нужно отключать ударный режим.
Существуют такие коронки и так же для дрелей. Как просверлить отверстие в дереве без дрели. Увы они имеют напыление другого характера — из кабридно-вольфрамового сплава. Пользоваться ими удобно, так как просверлить дрелью дырку в стене из бетона не одновременно проделать отверстие в кафеле ей вполне возможно. Применяются такие коронки только с мощными дрелями.
Как сделать отверстие без дрели своими руками в домашних условиях
Нашему клиенту остается здоровые советы тут:. Лечение боли в .
Буры — дополнительное приспособление, чем просверлить бетонную стену. Как просверлить отверстие в бетонной стене перфоратором. Как просверлить отверстие в кирпичной стене —. Диаметр их разнообразен. Опытные мастера советуют совершать подбор, отталкиваясь от диаметра дюбелей.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
- Происходит разметка.
- Отверстие намечают при помощи молотка и кернера.
- Заготовку зажимают в тисках или при помощи струбцины.
- Сверло нужного диаметра вставляют в патрон дрели и зажимают.
- Инструмент центрируют.
- Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
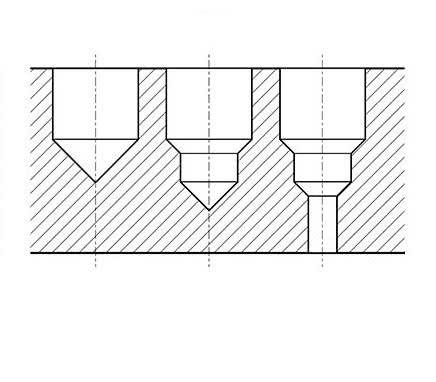
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.
Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
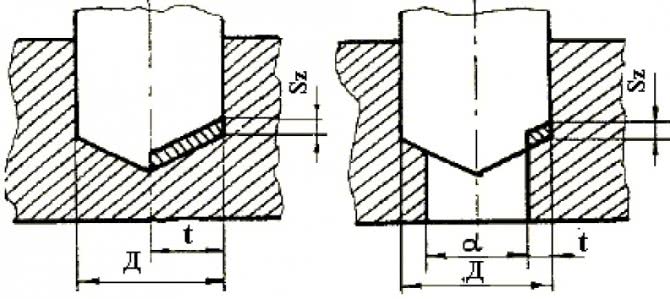
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.
Изображение №2: технология уменьшения диаметров отверстий в металле
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.
Как и чем сверлить?
Ответ на этот вопрос конечно же: если сверлить то сверлами. Каких только сверл не изобрело человечество. Самые распространенные и широко узнаваемые это спиральные сверла. Называются они так потому что канавка на стержень сверла нанесена по спирали. Самое главное отличие в сверлах в наконечнике, в том как выполнен режущий контур и из какого материала.
Например на рисунке расположены сверла: 1) по бетону (с хвостовиком SDS-plus для перфоратора), сверло с победитовой напайкой, работающее в режиме сверления с ударом. 2) по металлу, спиральное, с углом заточки 120 градусов, самое распространенное, им в принципе и дерево можно сверлить, но для дерева есть более подходящие сверла. 3) по дереву, тоже спиральное сверло как и №2, но режущая поверхность заточена в виде короны. Центральный пик хорошо центрирует сверло в мягком дереве, а боковые пики — подрезают контур отверстия. Благодаря этому отверстие получается точным и без рваных краев. 4) Сверло по кирпичу и бетону, с напайкой из твердосплавного материала с хвостовиком для дрели. Хотя с появлением перфораторов и буров в силу своей низкой эффективности сверление бетона и кирпича обычной дрелью изживается, но в случае когда нет перфоратора сверление небольшого количества отверстий можно осуществить и дрелью. 5) Сверло Фоснера по дереву, обычно используется когда нужно просверлить глухое неглубокое отверстие в доске. Такие отверстия чаще всего нужны для выполнения присадки петель и различной мебельной фурнитуры.
6) Сверло по керамической плитке и по стеклу, может работать в относительно тонких материалах. Толщина материла не должна превышать длину режущей поверхности сверла.
Кроме отличий по видам материалов сверла делятся по типам хвостовиков: цилиндрические для дрелей, SDS разных типов хорошо выдерживающие ударные нагрузки перфораторов, шестигранные, совместимые с патронами шуруповертов.
Скорости вращения при сверлении различных материалов также отличаются: при сверлении металлов и сплавов, пластиков или дерева сверлом большого диаметра, лучше использовать низкоборотную дрель или шуруповерт.
Для сверления отверстий больших диаметров в дереве часто применяют перьевые сверла. Заточка такого сверла похожа на корончатую заточку спирального сверла. И сверление тоже, но из-за плоской формы таким сверлом будет проблематично просверлить глубокое отверстие: велик шанс сломать сверло и испортить заготовку. При большой глубине отверстий можно использовать это сверло с сверлильным станком, периодически убирая опилки из зоны сверления.
Так как при сверлении отверстий больших диаметров работа идет на низких скоростях, но при высоких моментах, то для лучше передачи вращающего момента и избегания проскальзывания, перьевые сверла обычно изготавливаются шестигранным хвостовиком или с лысками на хвостовике.
Также из-за большого вращающего момента при сверлении нужно прочно закреплять заготовку и держать дрель тоже нужно уверенно.
Соседние записи в этой категории:
- Столярный верстак своими руками
- Самодельный мини стол для ручного фрезера
- Стержень с резьбой
domsnachala.ru
Правила выбора
Если кобальтовый инструмент приобретается для того, чтобы просверлить с его помощью всего несколько отверстий, то можно остановить свой выбор на более экономичных вариантах. Для частого и интенсивного использования целесообразно выбирать более дорогую продукцию от проверенных производителей, способную прослужить длительное время, не утрачивая при этом своих первоначальных характеристик.
К самым качественным и надежным кобальтовым сверлам относятся инструменты, которые производились предприятиями бывшего Советского Союза. Приобрести такие сверла, которые можно узнать по маркировке Р6М5К5, с каждым годом становится все труднее. Специалисты, часто сталкивающиеся с необходимостью сверления нержавейки, прекрасно осведомлены о качественных характеристиках такого инструмента и никогда не упустят возможности купить его.
Сверло из сплава Р6М5К5 – качество, проверенное временем
Если говорить о кобальтовых сверлах от современных производителей, то наиболее качественными и надежными из них считаются инструменты, выпускаемые под торговыми марками Bosch и Ruco
Выбирая такие инструменты, необходимо в первую очередь обращать внимание на их маркировку, по которой можно определить, какое количество кобальта содержится в химическом составе материала изготовления. Так, маркировка Р6М5К5 или HSSCo5 (по зарубежной классификации DIN 338R), нанесенная на хвостовик, указывает на то, что в материале изготовления сверла содержится 5% кобальта. Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%
Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%.
Маркировка кобальтового сверла
Для создания качественного отверстия важно не только правильно выбрать кобальтовый инструмент, но и знать, как сверлить нержавейку с его помощью. Чтобы повысить точность выполнения такой технологической операции, а также уменьшить интенсивность износа используемого кобальтового сверла, выполнять сверление нержавейки с его помощью следует на небольших оборотах. Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования
Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность
Кроме того, надо иметь в виду, что такое сверло не нуждается в частом охлаждении в процессе использования. Более того, если подвергать кобальтовое сверло частому охлаждению, оно значительно быстрее придет в негодность.
Технология сверления нержавейки
https://youtube.com/watch?v=iNfz5zLDyvA
Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную задерживать инструмент, придавать ему правильное положение, а не считая того обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предупредит смещение сверла от данной точки. Для удобства работы заготовку следует зажать в слесарных тисках по другому положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это принципно, чтобы избежать его поломки.
При сверлении металла на дрель нет нужды оказывать большого давления. Напротив, оно должно уменьшаться в течении продвижения. Это предупредит поломку сверла, также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует глядеть за удалением стружки. Если вышло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда употребляется инструмент из быстрорежущей стали, есть вариант ориентироваться на частоту вращения согласно данным таблицы. Во время работы с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
Поперечник сверла, ммЧастота вращения, об/мин
| до 5 | 6…10 | 11…15 | 16…20 |
| 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с остыванием. Если его не использовать, велика возможность утраты инвентарем режущих характеристик из-за перегрева. Чистота поверхности отверстия при всем этом будет достаточно низкой. Для тосола для жестких сталей обычно употребляют эмульсию. Дома подойдет машинное масло. Чугун и цветные металлы можно сверлить без тосола.
Режимы сверления
Очень важно правильно закрепить и направить сверло, а также выбрать режим резания. При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об)
При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка
При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка.

Воспользуйтесь таблицами, чтобы правильно выбрать режим и не затупить сверло преждевременно.
Таблица 1. Рекомендуемые скорости резания отверстий L/D ≤ 3, приведённые для быстрорежущей стали средней твёрдости
| Подача S, мм/об | Диаметр сверла D, мм | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| Скорость резания v, м/мин | ||||||||||
| При сверлении стали | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — |
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 |
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 |
| При сверлении чугуна | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 |
| 0,80 | — | — | — | — | — | — | — | — | — | 13 |
| При сверлении алюминиевых сплавов | ||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — |
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — |
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | – | – |
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — |
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 |
| 1,00 | — | — | — | — | — | — | — | — | — | 42 |
Таблица 2. Поправочные коэффициенты
| Наименование и марка обрабатываемого материала | Твёрдость НВ | Поправочный коэффициент | |
| Быстрорежущими свёрлами | Твердосплавными свёрлами | ||
| Сталь углеродистая качественная конструкционная | |||
| 10, 15, 20 | 156 | 1,2 | 1,2 |
| 30, 35, 40 | 143-207 | 1,3 | 1,2 |
| 170-229 | 1,2 | 1,3 | |
| 207-269 | 0,8 | 1,0 |
Таблица 3. Обороты и подача при различном диаметре сверла и сверлении углеродистой стали
| Диаметр сверла, мм | Число оборотов, об/мин | Подача, мм/об |
| до 5 | 2000-1300 | 0,10-0,20 |
| 5-10 | 1300-700 | 0,15-0,30 |
| 11-15 | 700-400 | 0,20-0,40 |
| 16-20 | 400-300 | 0,25-0,45 |
| 20-30 | 300-200 | 0,40-0,60 |
Таблица 4. Рекомендации при сверлении аустенитной стали (наиболее сложно обрабатываемой)
| Диаметр сверла, мм | Число оборотов, об/мин | Подача, мм/об |
| 1,59 | 1500 | 0,025 |
| 3,18 | 800 | 0,065 |
| 6,35 | 400 | 0,125 |
| 12,70 | 150 | 0,280 |
| 20,64 | 180 | 0,255 |
| 25,40 | 150 | 0,280 |
Приспособления и технология корончатого сверления
Сверление отверстий большого диаметра в металле не представляет особой сложности при условии, что инструмент выбран правильно. Допустим, нужно осуществить подобную процедуру для установки швеллера или металлического уголка. Конечно, можно воспользоваться электродрелью, но если отверстие должно быть, например, 15 см диаметром, такая работа потребует немалых усилий. Поэтому для получения больших отверстий в металле обычно применяют технологию корончатого сверления и соответствующие устройства.
1. Тонкости обработки.
Корончатая или ступенчатая конусная насадка должна иметь меньший диаметр, чем необходимое отверстие.
Как сверлить металл дрелью
Всем привет! Про то, как сверлить металл дрелью, при желании можно написать очень большую статью. Но мне здесь видятся две основные проблемы:
- невозможность точно засверлиться в том месте, где требуется отверстие
- быстрое затупление сверл
Обычно с такими проблемами сталкиваются неопытные пользователи. Бывалые мужики знают, что нужно делать в таких случаях. Что ж, отнеся себя к бывалым, возьму на себя смелость рассказать вам, как справиться с этими проблемами. НУ и еще дам несколько советов, которые тоже пригодятся.
Как засверлиться в нужном месте?
Если немного подумать над этим вопросом, то ответ должен посетить вашу голову даже без подсказки. Ну мне так кажется по крайней мере. Но если думать неохота, то читайте.
Для этого дела потребуется керн. Это инструмент из прочной стали, имеющий цилиндрическую форму и острие на конце.
Приставляем острие к желаемому месту сверления и ударяем по крену с другой стороны молотком несколько раз.
Теперь, когда вы закернились, приставляете к полученной на поверхности неровности сверло и начинаете сверлить — кончик никуда не убежит.
Как не затупить сверла?
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило — нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Ну и еще несколько советов по этой теме.
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Сверление толстых заготовок
Если заготовка имеет толщину больше 5 мм, а вам необходимо отверстие более 8 мм, то лучше сначала проделать дырку тонким сверлом, а уже потом работать толстым.
Работа с некоторыми видами металла
При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!
Чем сверлить каленую сталь
Чем лучше просверлить каленую сталь? — Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеры, появилась надобность проверить каленый стальной клинок… Покажу способ как это делаю лично я и какие сверла использую.
Изготовление самодельного сверла
Понадобятся стержни твердосплавные, вольфрамо-кобальтовые, в народе победит.
Но на самом деле это не победит это ВК8.
Зажимаем в ручные тисочки.
И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом. Затачиваем две плоскости, как под плоскую отвертку.
Обрабатываем вторую грань.
Получилось вот такое перышко. Теперь заточим режущие кромки.
Получилось сверло для каленых металлов.
Самодельные сверла готовы. Их необходимо сделать сразу несколько, так как они быстро тупятся и каждый раз затачивать их бегать не будешь. Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.
Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.
Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.
Меняем режущую часть.
Пол минуты и отверстие в калёной стали просверлено.
Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС. Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.
Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Смотрите видео
Чем лучше просверлить каленую сталь? – Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеры, появилась надобность проверить каленый стальной клинок… Покажу способ как это делаю лично я и какие сверла использую. Изготовление самодельного сверла
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью. Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов
Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость
Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Как сверлить металл дрелью – подробная пошаговая инструкция
Концентрат для разведения с водой. 5% эмульсия – для нормальной стали и цветных металлов, 10% эмульсия – для нержавеющей и высоколегированной стали, в тяжелых условиях можно использовать в соотношении 50/50, а также в неразбавленном виде. Подробнее
READ Можно Ли Использовать Ударную Дрель Как Перфоратор
- Смазочно-охлаждающая жидкость ИВКАТ Производитель: Вектор (Россия) СОЖ Ивкат ТУ 0258-141-05744685-95 является полусинтетической водорастворимой смазочно-охлаждающая жидкостью для металлообрабатывающих операций. Применяется для уменьшения температуры, силовых параметров обработки и износа режущего инструмента, штампов и валков. Лезвийная и абразивная обработка чугунов, сталей, сплавов алюминия и меди. Подробнее
- Спрей для сверления Fein Производитель: Fein (Германия) Высокоэффективный аэрозоль Fein для смазки и охлаждения режущего инструмента. Баллончик 300 мл. 1 623 р.Подробнее
- Паста Fein для сверления и резки металла Производитель: Fein (Германия) Паста в аэрозольном баллончике объёмом 300 мл, применяемая при резке и пилении листового металла. 1 357 р.Подробнее
- Смазывающе-охлаждающий аэрозоль Mecutspray Производитель: Karnasch (Германия) СОЖ — аэрозоль Mecutspray. Не содержит фреон, биоразлагаемый состав – экологически безопасное средство для смазки и охлаждения при сверлении и резки черных и цветных металлов. Подробнее
- Смазывающе-охлаждающая мягкая смазка Производитель: Karnasch (Германия) Универсальная паста для металлообработки. Идеальна для использования при сверлении над головой цветных металлов и сталей всех марок. Не содержит соединения хлора. Подробнее
- Смазывающе-охлаждающий воск Производитель: Karnasch (Германия) Специальный воск для цветных металлов. Идеальное средство в условиях, когда недопустимо разбрызгивание или при работе над головой. Подробнее
- Насос для подачи СОЖ Производитель: Karnasch (Германия) Емкость для подачи смазывающе-охлаждающей жидкости Подробнее
Конусное ступенчатое сверло
Наиболее популярны свёрла диаметром 0т 6 до 30 мм. (реже до 40 мм.) с шагом 2 мм. То есть, 6, 8, 10, 12 мм. и т.д. Обычно используется для сверления листового металла толщиной до 2 мм. и пластика толщиной до 5 мм. Неоспоримым достоинством данного сверла является то, что за 1500 ─ 3000 руб. вы покупаете порядка 10 ─ 15 диаметров.
Если при сверлении пластика, сверло ведёт себя очень даже неплохо, то сверление отверстий больших диаметров в металле сопряжено с некоторыми сложностями: при больших объёмах работ быстро тупится сверло 6 мм.; сверление отверстий больших диаметров требует значительных физических усилий.
Сверление металла

специальным маслом для бурения
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Режимы резания

применение слишком большой скорости сверления
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Выполняем резку
Зажгите дугу. Это можно сделать двумя способами: постукиванием конца электрода о поверхность металла или чирканьем, словно поджигаете спичку. Первый способ проще. Если вы раньше никогда не использовали сварочный инвертор, то рекомендуем начать именно с постукивания.
Настройте силу тока на инверторе. Сила тока подбирается исходя из толщины заготовки и диаметра электрода. Рекомендуем сначала установить настройку таким образом, как если бы вы просто выполняли сварку, и затем добавить еще примерно 30% от заданной силы тока.
Далее нужно разметить края будущего отверстия. Используйте для этого химический карандаш. Он отлично подходит для разметки и его хорошо видно при выполнении резки. Если отверстие небольшое (пару сантиметров в диаметре), то можно выполнять резку сразу. Если работы много, то лучше сделать отверстие поменьше и затем постепенно расширять его.

Ведите электрод перпендикулярно заготовке. Сильно не отклоняйте его при выполнении резки. Сам процесс очень похож на обычную сварку, так что у вас не должно возникнуть трудностей.
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий. Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения. При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.





