Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого — преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.

Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
| Плюсы | Минусы |
|---|---|
| Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей | Сложность настройки при отсутствии опыта |
| Защитная среда дает более качественный сварочный шов | Чувствительна к сильному ветру и сквозняку |
| Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги | Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам |
| Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу | |
| Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей |
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.

Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
https://youtube.com/watch?v=vn69newc8TI
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты
Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ
Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
https://youtube.com/watch?v=OxINONJ5h5I
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Это интересно: Точечная сварка своими руками из микроволновки — инструкция
Обеспечение прижимного усилия
Далее придётся решать наиболее практически сложную задачу. Дело в том, что если вы намерены создавать давление на сварочных клещах вручную, от изготовления контактной сварки лучше отказаться. Эффективность работы такого аппарата окажется низкой. Прилагаемое усилие в месте сварки должно быть равномерным и весьма значительным.
В промышленных условиях для этого используются гидравлические или пневматические системы. Изготовить такое устройство самостоятельно крайне проблематично. Разумнее приобрести уже готовый бустер, благо они встречаются в продаже. При изготовлении контактной сварки своими руками, проще задействовать усилители, приводимые в действие сжатым воздухом. В этом случае для их функционирования будет достаточно подключить обычный пневматический компрессор. Оптимально, если максимальное усилие на контактах будет достигать 100 кг и выше. Для изменения давления можно использовать отдельный регулятор, или встроить его в общую систему управления аппаратом.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
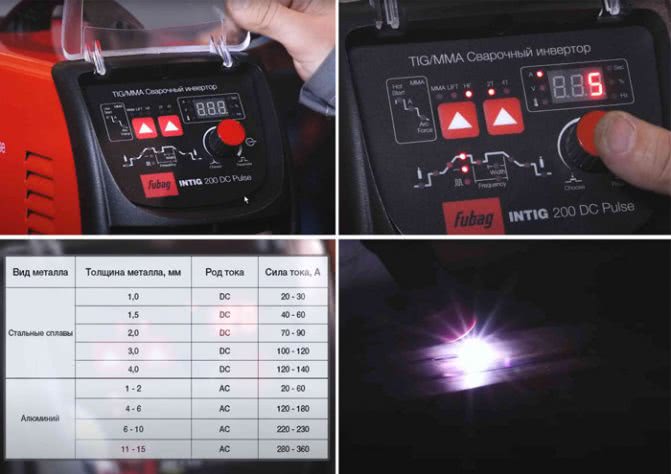
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Последовательность сборки самодельного полуавтомата
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки. В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля. При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.
Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм). Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками. На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов. Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя. Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А. При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.6 мм), причем скорость протяжки можно регулировать самому (в зависимости от диаметра расходного материала).
Доработка заводского инвертора
Переделка схемы сварочного полуавтомата из агрегата инверторного типа заключается в доработке его трансформатора. Для этого необходимо обмотать его первичную катушку полосой из тонкой меди в термоизоляционной обмотке. Обычный медный провод нельзя использовать в этих целях ввиду высоких температур, способных привести к повреждению ПВХ-изоляции.
Катушку вторичной цепи трансформатора также следует адаптировать под новые задачи, намотав для этого поверх существующей обмотки три слоя такой же проволоки, изолируемых между собой фторопластовой лентой. Для увеличения проводимости токов необходимо спаять между собой стандартные выводы катушки с дополнительными обмотками.
Горелка
Этот элемент для полуавтоматической сварки можно сделать самостоятельно. Но лучше воспользоваться готовыми заводскими решениями производителей данного оборудования, установив в самодельный сварочный аппарат стандартную горелку, оснащенную сварочными рукавами (для инертного газа и проволоки), поскольку этот узел является одним из самых ответственных за качество осуществляемых сварочных процессов.
Баллон
Конечно, лучше использовать стандартный баллон с инертным газом, поскольку только такой продукт способен соответствовать всем требованиям безопасности. Однако подобные емкости чрезмерно громоздки и достаточно дороги, поэтому многие домашние умельцы нашли выход: для нечастой эксплуатации полуавтоматического сварочника в качестве баллона (только для углекислого газа) применяют огнетушитель, соединенный с редуктором с помощью специального резьбового переходника.
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.
Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.
Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

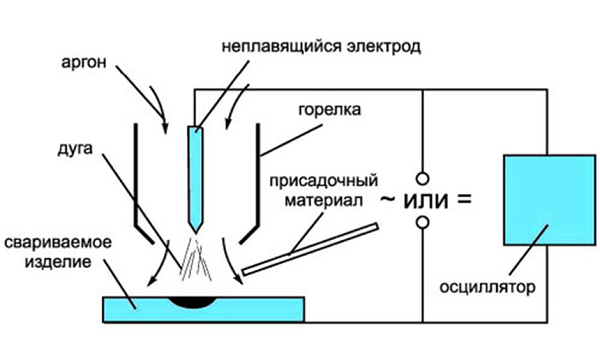
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
Соединение разнородных металлов.
Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д
Особенно это важно для автомобилестроения.
Изготовление декоративных и ювелирных изделий.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Похожие записи:
 Как своими руками правильно сделать перегородку из гипсокартона с дверью или нишами, купе в стене или стену с проемом
Как своими руками правильно сделать перегородку из гипсокартона с дверью или нишами, купе в стене или стену с проемом
 Габаритные размеры плит пеноплекса в зависимости от его марки
Габаритные размеры плит пеноплекса в зависимости от его марки
 Линолеум для пола: описание видов и правила укладки
Линолеум для пола: описание видов и правила укладки
 Бетонный пол в гараже своими руками
Бетонный пол в гараже своими руками
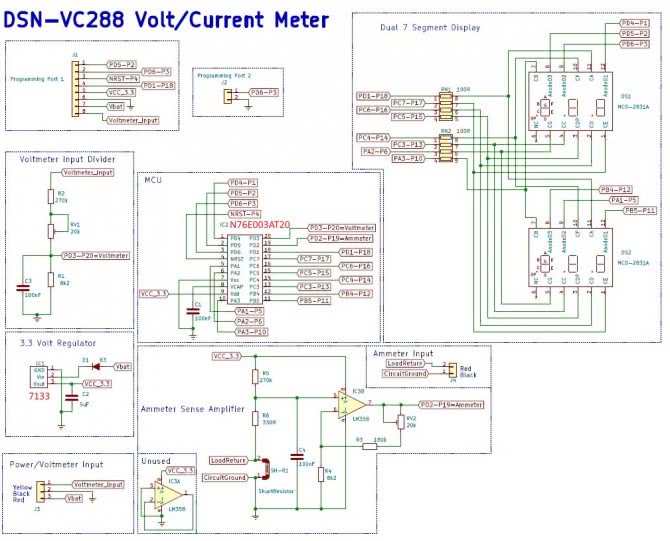 Подключение амперметра и вольтметра в сети постоянного и переменного тока
Подключение амперметра и вольтметра в сети постоянного и переменного тока
 Не включается приставка цифрового тв: что дальше?
Не включается приставка цифрового тв: что дальше?