Паяльник с резистором в качестве нагревательного элемента
Интересную конструкцию можно реализовать, применяя мощный резистор. С его помощью можно изготовить паяльник своими руками. Для сбора такого устройства понадобятся следующие детали:
- Резистор серии ПЭВ, рассчитанный на мощность до 10 Вт, с номиналом от 15 до 27 Ом. Следует учитывать, что подключаться он будет в сеть напряжением 12В или 24В.
- Медный стержень. Он будет исполнять роль жала паяльника. Следует учитывать, что внешний диаметр стержня должен соответствовать внутреннему диаметру отверстия резистора. Стержень должен плотно фиксироваться в этом отверстии. Можно предусмотреть отверстие, в которое будет вкручиваться болт для фиксации стержня.
- В качестве нагревательного элемента используется готовая спираль, которая присутствует в резисторе. Она рассчитана на конкретное сопротивление и обеспечит необходимую мощность рассеяния.
- Шнур питания с вилкой.
- Ручку для крепления резистора. Она должна быть выполнена из диэлектрического материала и обладать высокими термоизолирующими свойствами. Кроме этого для удобной работы ручке необходимо придать эргономически обоснованную форму.
https://youtube.com/watch?v=6N5eLBTYj14
Если такой аппарат планируется использовать для решения широкого круга задач, целесообразно подключать его к регулятору мощности.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
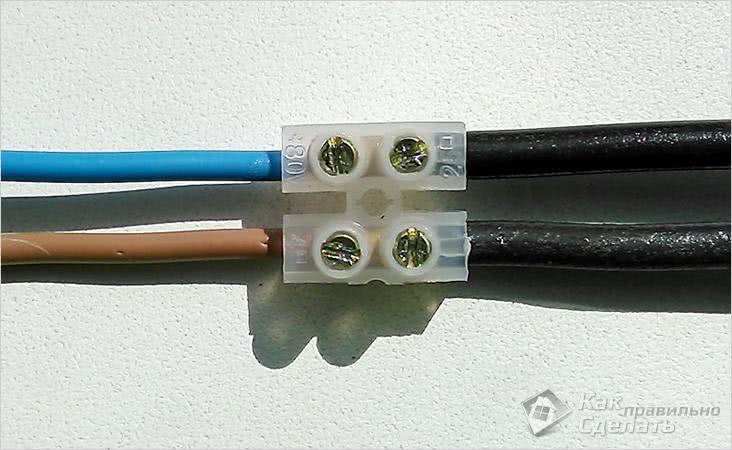
Использование винтовых контактных зажимов
 Соединение медных и алюминиевых проводов
Соединение медных и алюминиевых проводов
Этот метод быстр, прост и эффективен. А что самое главное, такими зажимами можно объединить разнородные металлы. Например, если вам нужно соединить алюминиевый и медный проводники, что само по себе, как известно, противопоказано. Такие зажимы очень просты и компактны, а их стоимость может вас приятно удивить.
Для соединения проводов зажимами нужно осуществить только 2 шага:
- Снять 5 мм изоляции.
- Вставить в зажимы и затянуть винт.
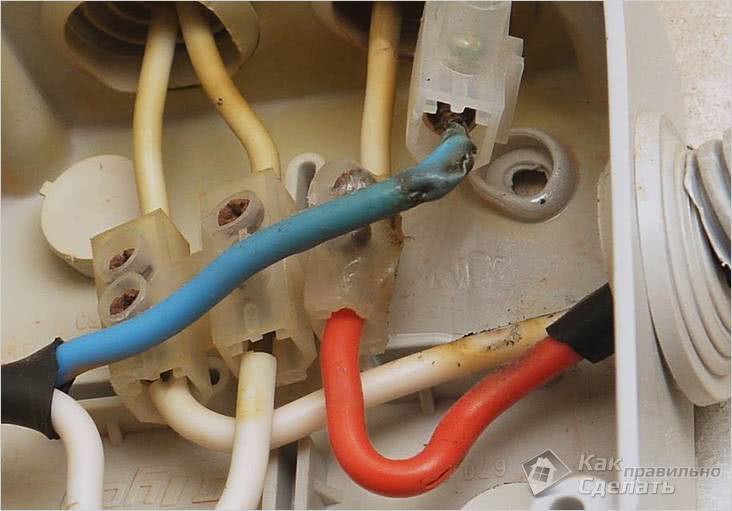 Подплавленные контакты клеммной колодки
Подплавленные контакты клеммной колодки
Вот и все, как видите, все очень просто и быстро
Важно только контролировать силу, с которой вы зажимаете. Если закрутить винт слишком сильно, можно повредить жилы. Особенно нужно быть внимательными при работе с алюминиевыми проводами
Особенно нужно быть внимательными при работе с алюминиевыми проводами.
Единственным недостатком винтового соединения является то, что при работе с многожильным кабелем его нужно обжать специальной насадкой, чтобы обеспечить нормальный контакт и целостность провода.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Паяльник из зажигалки
Достоинством любого газового оборудования является тот факт, что работать с ним можно в самых разных местах, поскольку оно автономное.
Чтобы смастерить паяльник из газовой зажигалки, вам понадобится зажигалка в металлическом корпусе, медная проволока и всего несколько минут. Из инструментов пригодятся напильник и плоскогубцы. Желательно использовать зажигалку с высокой температурой пламени, для которой ветреная погода не является препятствием.


В последующем при необходимости устройство можно легко разобрать.
Газовые и электрические мини паяльники своими руками не раз пригодятся вам в быту. Поэтому не поленитесь сделать такой полезный инструмент собственноручно. Самодельное устройство является неплохим решением, если срочно необходимо произвести пайку.

Импульсные
Из трансформатора своими руками собирают импульсные паяльники, они менее популярные, но однозначно незаслужено — это эффективные и долговечные приборы. Их жало нагревается через 4–7 сек. до готового к работе состояния, поэтому их часто называют паяльниками «моментального нагрева», «Момент». Впрочем, индукционные модели разогреваются еще быстрее. Сделать импульсный паяльник своими руками можно из балласта (небольшая плата с электродеталями) от ламп экономных и дневного света, минимально модифицировав схему.
Более мощные импульсные паяльники основываются на трансформаторах: напряжения, тока, импульсные, кадровой развертки (из старых телевизоров).
Мини формат из плат осветительных приборов
Импульсный паяльник из электронного трансформатора всегда содержит в своей конструкции выключатель, и это целесообразно, поскольку жало разогревается чрезвычайно быстро.
Что потребуется:
- силовой блок (плата, она же «балласт») ламп галогеновых, обычных экономных, ЛДС;
- кольцо феррита импульсного трансформатора. Подойдет изделие с 100–120 витками первичной обмотки, с проволокой ∅ 0.5 мм. Вторичка — это медная шина (1 виток), нам потребуется диаметр до 3.5 мм;
- жало — медный стержень ∅ 2–3 мм.
Этапы:
- Снять крышку с БП галогенного светильника или разобрать экономную лампочку (поддеть ножом пластиковый плафон), вытащить плату.
- Сделать корпус-ручку под размеры схемы.
- Закрепить ферритовое кольцо термоклеем на конце платы.
- Все что потребуется — подсоединить жало к вторичным виткам (скрутка, спайка, место изолируют), оно же по факту их часть. Первичку — подключают к выводам на плате от светильника. Финишный этап — конструкцию закрепляют в корпусе.
Такая сборка питается от обычной сети 220 В. Принцип: плата от светильника создает переменное напряжение, подаваемое на первичку кольца (трансформатора), ток при этом возрастает многократно. Один виток (вторичка) — это, по сути, жало паяльника (выполняет также роль резистора), нагреваемое на замкнутом конце, рассеивая тепло. К схеме можно приделать обычный минивыключатель.
Ниже один из вариантов создания импульсного паяльника в изображениях на основе балласта галогенового светильника. С трансформатора удалили низковольтную обмотку, оставили высоковольтную, плату распилили на две части под корпус и приделали микровыключатель. Концы жала обязательно закороченные:
Габаритные мощные импульсные паяльники из трансформаторов
Элементы:
- корпус (можно взять из большого пистолета для силиконового клея) или деревянная ручка;
- трансформаторы из старых советских телевизоров и подобной техники. Чтобы обеспечить характеристики как у фабричного изделия (ЭПЦН-25), потребуется трансформатор на 60–65 Вт;
- жало, медная шина (длинная пластина), она же — вторичка.
Потребитель — жало, подключается к вторичной катушке, оно же может и являться ею. Эта часть может состоять из одного витка. Первичная — подключается к источнику тока.
Процесс изготовления паяльника «Момент»:
- Медная дужка прикрепляется к выводам вторичной обмотки. И она же является ею, обязательно замыкается на концах — это жало.
- Первичная обмотка подключается к линии или жилам кабеля питания, куда также приделывают обычный выключатель.
- Конструкцию помещают в корпус или прикрепляют ручку как в пистолете.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.4.2). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка также не допускается, об этом говорится в ПУЭ там же. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала
Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Выполнение пайки
Одной рукой при помощи пассатижей держите скрутку проводов. Если соединяете всего два тонких провода, и длина пайки будет небольшой, то вполне можно обходиться и без скрутки. Надо только очень плотно приложить проводники друг к другу. В другую руку возьмите разогретый до нужной температуры паяльник и наберите жалом припойный сплав. Прижмите его к месту соединения, приложив небольшое усилие. Должен произойти разогрев в этом месте, канифоль закипит и начнёт растекаться припойный сплав. Остаётся лишь дождаться, когда сплав растечётся и заполнит все зазоры между жилами.

Очень важно, чтобы соединяемые поверхности были хорошо прогреты. Потому что если припой затвердеет, а смачивание не произойдёт, получится непрочная пайка, электрики называют её «холодной» или «ложной»
Обязательно необходимо дать пайке остыть в неподвижном состоянии. Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения.
Когда место пайки застынет, протрите его спиртом для удаления остатков флюса.
Как правильно произвести пайку подробно показано в этом видео:
https://youtube.com/watch?v=35omHMbphfE
https://youtube.com/watch?v=j10SHzhTJWA
а здесь можно посмотреть как паять скрутку в условиях приближенных к реальным:
https://youtube.com/watch?v=TBdGwUrwEjA
Осталось лишь надёжно заизолировать соединение. Можно намотать 3-4 слоя изоленты. Хорошей изоляцией служит термоусаживаемая трубка. Только не забудьте надеть её на один из проводников до начала соединения. Потом натяните её на полученный электрический узел, нагрейте при помощи фена или зажигалки, и трубка плотно обхватит соединение. Второй вариант предпочтительнее, так как обеспечивает герметичность контактному соединению.
Мы рассказали вам, как правильно паять провода. В принципе это не сложно для тех, кто умеет пользоваться паяльником. Если вы этого ни разу не делали, лучше попросите кого-то вас немного обучить. Конечно, можно прочитать в статьях и теоретически всё понять. Но не забывайте, что «лучше один раз увидеть».
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую
скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально.
Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные
провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.

Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к
основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник
нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к
основанию скрутки, можно и наоборот — от основания к краю.

Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения
жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой
заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и
окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого
нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу
проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.

После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали
паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно
избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного
потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию:
- Currently 4.13
Оценка: 4.1 (23 голосов)
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70
Олово – 30 |
3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60
Олово – 40 |
3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10
Олово – 90 |
4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2
Свинец – 37 Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39
Олово – 61 |
4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3
Свинец – 33,3 Олово – 33,3 |
— | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50
Свинец – 25 Олово – 50 |
— | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3
Свинец – 45,1 Олово – 6,9 |
— | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5
Висмут – 50 Свинец – 25 Олово – 12,5 |
— | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.

Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.

Соединение методом сварки
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт. Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
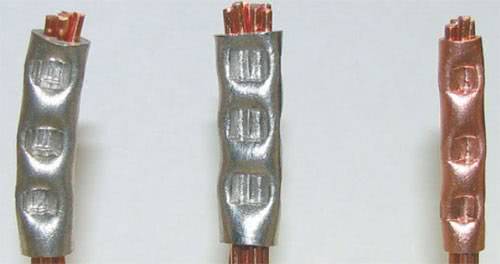
Соединение проводов метод опрессовки
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме. Эти наконечники крепятся к проводу методом опрессовки
Эти наконечники крепятся к проводу методом опрессовки.
Как заварить скрутку
Для хорошего контакта скрутку можно заварить графитовым электродом или газовой горелкой. Сварка горелкой не получила распространения из-за сложности и необходимости использовать баллоны с газом и кислородом, поэтому в этой статье рассказывается только об электросварке.
Электросварка производится с помощью графитового или угольного электрода. Графитовый электрод предпочтительнее. Он дешевле и обеспечивает лучшее качество сварки. Вместо покупного электрода можно использовать стержень из батарейки или щётку от электродвигателя. Медные электроды лучше не использовать. Они часто залипают.
Для сварки предварительно нужно сделать скрутку длиной 100 мм, чтобы готовая получилась около 50. Выступающие проволочки нужно подравнять. Для сварки лучше всего использовать инверторный сварочный аппарат с регулировкой силы тока. Если такого нет, то можно взять обычный трансформатор мощностью не меньше 600 Вт и напряжением 12–24 V.
Возле изоляции с помощью толстого медного зажима подключается «масса» или «минус». Если просто намотать провод на скрутку, то скрутка перегреется и расплавит изоляцию.
Перед началом сварки необходимо подобрать ток. Необходимый ток меняется в зависимости от количества и толщины проволоки, из которой состоит скрутка. Продолжительность сварки должна быть не более 2 секунд. При необходимости сварку можно повторить. Если всё было выполнено правильно, то на конце скрутки появится аккуратный шарик, припаянный ко всем проводам.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат.
В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном
содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не
удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров
припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм²
он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать,
какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые,
покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок
помогает процессу пайки.