Что выбрать — пайка полипропиленовых труб или соединение металлопластиковых труб
Для организации систем водоснабжения и отопления, сейчас широко используются полипропиленовые и металлопластиковые трубы. Они надежны, безопасны, долговечны, обладают действительно превосходными температурными, гигиеническими и гидравлическими характеристиками.
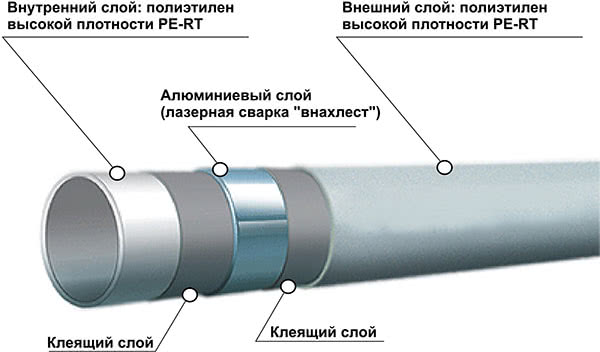
Металлопластиковые трубы в своей конструкции состоят из пяти слоев: пластик, связующий клей, алюминий, снова связующий клей и слой пластика. Каждый из слоев имеет свое определенное предназначение, в целом же они обеспечиваются высокие технологические показатели.
Пластик в конструции используется особой модификации, изготавливаемый по специальной технологии, и отличается высокой прочностью, химической стойкостью, не окисляется, не способствует отложению солей и биологическому нарастанию. Материал способен выдерживать высокие температуры и не терять своих свойств.
Алюминиевый слой расположен между слоями пластика и тем самым полностью изолирован от воздействия всех факторов внешней среды. Толщина алюминия колеблется в переделах 02-03 мм. Материал для данного слоя, также изготавливается по специальной технологии, которая позволяет металлу, сохраняя прочность, приобретать высокую эластичность.
Клеевой слой между материалами обеспечивает высокую степень соединения алюминия и пластика, придает трубам дополнительную гибкость, прочность и температурную стойкость.
Максимальной рабочей температурой данного типа труб является +95°, но они могут кратковременно выдерживать и +130°.
Осуществляя соединение металлопластиковых труб, следует применять фитинги из латуни, бронзы или пластика. Они оснащены штуцером определенной формы с резиновыми колечками, который вставляется в трубу. Плотная стыковка достигается пресс-соединением или обжимным соединением.
При обжимном соединении гайка специальной формы накручивается на наружную часть фитинга. При таком способе не требуется специальный инструмент, оно просто в сборке, является сборно-разборным, однако требует обслуживания и поэтому используется для наружных соединений.
Пресс-соединение осуществляется при помощи специального пресса с насадкой. Такие соединения являются неразъемными, не нуждаются в обслуживании и используются, в основном, в недоступных местах (в стяжке пола, штукатурке и тому подобное).
Оба способа соединения являются очень прочными и устойчивыми на разрыв. К недостаткам можно отнести то, что фитинги несколько уменьшают диаметр просвета трубы.
Полипропиленовые трубы, в отличие от металлопластиковых, имеют высокую степень текучести и через некоторое время могут изменить свою форму – для этого достаточно даже их собственного веса.
Материалом для таких труб служит полипропилен особой модификации, который обладает хорошей термостойкостью и прочностью.
Используют полипропиленовые трубы только внутри помещений и крепление их к основе производят через каждые 0,5-0,6 м.
Несмотря на свою текучесть, такие трубы довольно жесткие на изгиб и при монтаже могут загибаться только на большой радиус, поэтому для осуществления поворотов требуется использование фитингов, а это, в свою очередь, несколько затрудняет и удлиняет процесс монтажа.
Эксплуатация полипропиленовых труб возможна только в тех случаях, когда температура теплоносителя не превышает +70°, кратковременно могут выдерживать температуру +90°.Такие трубы, также долговечны – срок эксплуатации не менее 50 лет.
Для соединения используются фитинги из полипропилена, процесс соединения проводится методом диффузионной сварки и называется «пайкой».
Осуществляется пайка полипропиленовых труб при помощи специального паяльника, который разогревается до температуры +270°. Одновременно нагревается конец трубы снаружи и фитинг изнутри, затем труба вставляется в фитинг и через несколько секунд происходит соединение элементов посредством сплавления материалов между собой.
Окончательное остывание происходит буквально через полминуты, в течение которых категорически не рекомендуется на соединение оказывать механическое давление.
После пайки, в месте соединения фитинга и трубы, образовывается наплыв, который гарантирует герметичность и надежность крепления. В результате возникает монолитная структура, обладающая целым рядом достоинств: прочность соединения равняется прочности самой трубы, а проходное сечение трубы в этом месте не уменьшается. Сам процесс пайки очень прост и доступен, а стоимость фитингов очень невелика, что, в целом, значительно удешевляет всю систему.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления
Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.»
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Пайка проводов без паяльника при помощи паяльной ленты
Несмотря на то, что обычный паяльник встречается в наших домах куда чаще его аналога для пластиковых труб, его все равно может не оказаться под рукой в нужный момент, когда вам понадобилось соединить два провода. Конечно, можно попытаться скрутить их и замотать «синей изолентой», но такой вариант носит лишь временный характер. В то же время соединить провода «навечно» можно и без паяльника.
Поможет нам в этом специальная паяльная лента, которая позволяет создать вокруг провода прочный полимерный слой, обеспечивая полноценное соединение и изоляцию проблемного места. Этапы работы с данной лентой следующие:
- Зачистка проводов, которые мы будем соединять и их последующая скрутка;
- Снятие с ленты защитного слоя и оборачивание вокруг места скрутки;
- Нагрев ленты открытым пламенем до момента расплавления и равномерного покрытия проблемного места. Для этого подойдут обычные спички;
- После остывания ленты снимаем лишний флюс. Провод полноценно соединен и готов для дальнейшего использования.
Армированные пластиковые трубы (сварка)

удалением верхних слоёвнад обычными деталями из полимеров.
Существующие способы усиления стенок, предполагающие глубокое расположение армирующего слоя, дают возможность не проводить такую процедуру, переходя сразу к сварке.
Появившиеся новые методы укрепления стенок путем армирования полипропиленовых труб стекловолокном (без алюминиевой фольги) позволяют применять известный способ пайки (сварки) к армированным изделиям.
Важное отличие сварочных работ, проводимых над этими материалами — сборка каждого узла отдельно, последующий его монтаж на заданное место. Специалисты советуют начинать процесс сборки от вводного вентиля, заканчивать его — подключаемым элементом разводки (батарея, смеситель для кухни или ваннойи тд)
Пользуясь сварочным прибором, следует соблюдать технику безопасности:
- ставить горячий аппарат на подставку;
- пользоваться перчатками, которые защищают руки от ожогов.
Пайка труб из пластика не является сложным делом, но для создания достойного (качественного) соединения нужно соблюдать все рекомендуемые нормативы, учитывать разновидность применяемого материала.
Ваш водопровод

Муфтовая сборка

Пайка Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.

Паяльник

Труборез
Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
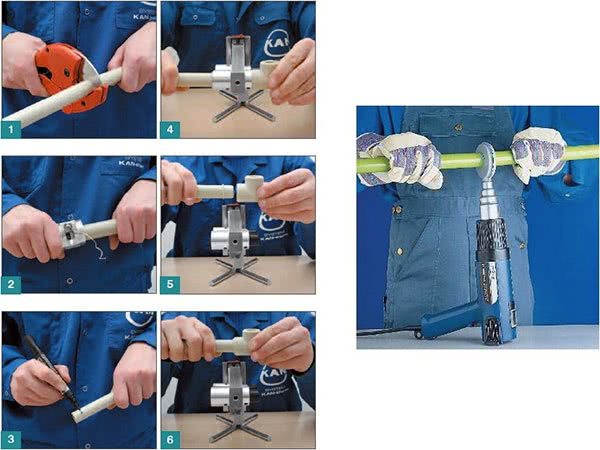
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность
Пайка различных пластиковых труб (особенности)
Приступая к реализации сварочных мероприятий, следует точно знать тип труб, которые предстоит соединить. Лучше всего подвергаются пайке полипропиленовые, армированные и ПВХ трубы.
Учитывая химический состав, продукция из ПВХ нашла основное назначение в канализационных сетях. Сварочные процессы здесь осуществляются редко.
Всевозможные виды труб ПНД соединяются обычным аппаратом для пайки. Нужно соблюдать режимы работы прибора, время нагрева, плотного контакта, остывания. Перечисленные характеристики имеют зависимость от параметров труб (сечения).
Таблица временных параметров пайки
| Размер трубы, мм | Нагрев, сек | Перерыв, сек | Пауза, сек |
|---|---|---|---|
| 16 | 5 | 4 | 120 |
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
Стыковая пайка пластика
В тех случаях, когда планом предусмотрен трубопровод, диаметр которого более 50 мм, применятся пайка «встык». Такой способ соединения надежнее, но он подходит только для ширины стенки 4 мм и больше. Чтобы запаять пластиковую трубу встык, нужны те же инструменты и приспособление для соблюдения соосности элементов. Метод очень похож на соединение с фитингами, хотя есть несколько отличий:
- спаивать пластиковые трубы встык нужно при жесткой фиксации оси, требуется специальное центрирующее устройство.
- чтобы спаять пластмассу, разогревают ее дисковой насадкой;
- торцы соединения должны быть тщательно выровнены.
Как спаять полипропиленовые трубы без паяльника?
В привычном понимании большинства людей спаивание материалов происходит при помощи паяльника, вне зависимости от того, с какими предметами ведется работа. Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Дополнительные методы могут помочь в работе с трубами любого диаметра, так что если возникают вопросы, можно ли припаять без паяльника толстую трубу, то это будет вполне возможным. Тем не менее, даже при отсутствии паяльника, для работы нужна:
- Аккуратность выполнения соединения;
- Внимательность для отслеживания ситуаций, когда соединение образуется с браком;
- Предварительной подготовки, чтобы увеличить вероятность получения качественного результата;
- Опыт в пайке, чтобы сделать все максимально надежно.
https://youtube.com/watch?v=IQLJ7XxscJs
Основные особенности пайки сёдел
Такой способ пайки подразумевает использование специального седла, обладающего, раструбом с углом в 90 градусов. Сам процесс подобен стыковому методу пайки, но после остывания раструба в поверхности трубки высверливается отверстие через седло. После этого к седлу припаивается вторая часть трубки.
В итоге должна получиться конструкция Т-образной формы. Если это первая самостоятельная пайка пластиковых изделий, то лучше потренироваться на ненужных кусках сделав несколько пробных швов.
Паять пластиковые изделия своими руками не слишком сложно, однако, это процесс, требующий определённого терпения и внимательности. Основное – это точное соблюдение времени прогрева и выдержи остывания стыкуемых частей.
https://youtube.com/watch?v=ooY-UcQuIbU
Метод склеивания ПВХ труб
Эта методика создает прекрасный монолит из деталей. Мастера своего дела процесс называют «холодной» сваркой.
Принцип работы ПВХ и свойства

В составе клея содержатся растворители, они взаимодействуют с материалом, пластик становится вязким. Вязкий состав деталей смешивается. В процессе высыхания и затвердевания образуется молекулярная связь. Получается монолитная труба.
Покупка клея для ПВХ
На что обратить внимание
- Для каких целей применяется состав.
- Свойства клея.
- Время схватывания.
В обычных условиях оно составляет не более четырех минут. При повышенной температуре сокращается до одной минуты.
- Цвет состава
- Плотность
- Вязкость клея
- Как правильно хранить
Все это можно узнать, прочтя этикетку производителя.
Специалисты отдают предпочтение бесцветному клею средней вязкости.
Достоинства холодной сварки
- Низкий риск протечек
- Полная герметичность
- Простой процесс монтажа
- Легко склеить трубы самостоятельно
- Метод подходит для соединения ХВС и канализационной магистрали
- Малые затраты
Клей для холодной сварки труб имеет две категории
- Для соединения труб и фитингов с зазором менее 0,1 мм – не заполняющий зазоры.
- Для монтажа при зазоре до 0,8 мм – заполняющий зазоры.
https://youtube.com/watch?v=Mf6DdRLz8WE
Гриффон
- Griffon (Гриффон) производство Голландия
- Griffon (Гриффон) WDF-5 — для гибких труб. Производитель Нидерланды
- Griffon (Гриффон) UNI-100 – для жестких ПВХ. Производитель Голландия.
https://youtube.com/watch?v=wK8ZiP7cCfk
Другие
- Клей Тангит (Tangit) производитель Германия
- Gebsoplast (Гепсопласт) изготавливает Франция
- Genova (Генова) производство США
- Феникс
- Винилит
- Марс
Советы по выбору клея
Есть и другие марки, но они не востребованы на рынке, соответственно вызывают сомнения.
К не заполняющим зазоры, относится состав Тангит.
Гриффон UNI-100 – заполняющий зазоры.
Покупая клей, внимательно читайте рекомендации производителя. Для каких труб предназначен состав. Заполняет клей зазоры или нет. Время схватывания.
https://youtube.com/watch?v=DqxlUOYLHf8
Инструкция по пайке
Самостоятельная сварка пластиковых трубопроводов производится при использовании проекта канализации и в соответствии с ГОСТами. Для каждого материала пайка производится в соответствии с определенной температурой, таблица ниже поможет подобрать нужные значения:
| Диаметр, мм | Нагрев, секунды | Сварка, секунды | Охлаждение, секунды |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Пошаговая инструкция, как произвести пайку пластиковых труб систем отопления или соединить водопровод:
На сварочный прибор нужно установить специальные насадки, к примеру, фитинги для труб 25 мм. При помощи таблицы определяется время их нагрева, температура согласно нормам находится на отметке 260 градусов. Это оптимальный параметр для пайки обычных пластиковых и армированных труб;
После подготавливаются прочие сантехнические инструменты. Перед произведением резки обязательно проверьте, чтобы резак был наточен. Для небольших диаметров срез рекомендуется делать не под прямым углом, а под 45 градусами;
Теперь нужно отмерять размер фитинга на трубе и учесть зазор в 1 мм. Он должен присутствовать при присоединении
Отметьте его на коммуникации. Это очень важно, т. к
фитинг нельзя задвигать до упора, после нагрева пластик немного расшириться;
На предварительно нагретую насадку нужно насадить фитинг, после в другое отверстие соединяющей детали нужно вставить трубу. Далее, нагревается пистолет и насадка снова прогревается по всей длине;
Осталось аккуратно снять нагретые детали и соединить их. В результате выйдет прочное и герметичное крепление с фитингом;
Следующий этап пайки труб включает в себя повторный нагрев паяльника, но только теперь на насадку надевается отрезок с фитингом, а в другое отверстие вставляется свободная часть коммуникации;
После нагрева операция повторяется: детали снимаются с насадки и соединятся.
Когда работы окончены нужно подождать указанное время для охлаждения соединения, некоторые мастера также для ускорения процесса пользуются феном.
 Фото — фен для пластика
Фото — фен для пластика
Иногда нагревательный утюг использовать нельзя и требуется применение электромуфт. Их принцип действия очень похож с описанным выше, главное различие в том, что для такой пайки труб нагревается полностью весь аппарат, а не отдельные его насадки.
Перед началом сварки нужно обязательно обезжирить отрезки, а также очистить их от пыли и грязи. Для этого протрите фитинг и муфту спиртом внутри, а трубу – снаружи. Пайка производится также, как сказано ранее.
Рекомендации сантехника:
- Не оказывайте слишком большое давление при соединении трубы с фитингом. После пайки пластик становится более податливым, из-за чего при чрезмерном надавливании внутри трубы могут появиться морщинки;
- Не допускайте того, чтобы фитинг свободно ходил по трубе;
- Строго следите за временем нагрева и температурой. Если Вы превысите или, наоборот, сократите эти показатели, то крепление получится непрочным;
- Работая дома с трубами воды или канализации, оставляйте на месте крепления зазор не больше 1 мм, в противном случае на этом участке будут протечки.
Механический метод стыковки без пайки: варианты соединений
Пайка как метод стыковки секций трубопроводов чаще используется при шефмонтаже на производстве. В быту наиболее популярны технологии экспресс монтажа без сварки.
Проверенная временем практика стыковки без использования специального инструмента обеспечивает высокое качество соединения пластиковых труб без пайки с помощью муфт.
В основе широко известного метода применение фасонных деталей. С их помощью можно не только обеспечивать продолжение контура водопровода, но и изменение его направления, распределения рабочей среды или перекрытие потока.
Преимущества технологии монтажа без разогрева:
Готовые изделия из полипропилена этим способом соединить дешевле, чем металлические за счет малой стоимости фитингов.
Соединения пластиковых труб без пайки с помощью муфтИсточник stroy-podskazka.ru
Исполнение фитингов обеспечивает возможность ручной сборки полноценной инженерной системы дренажа, водопровода, канализации.
Размер и технические возможности деталей определяются их конфигурацией (формой, толщиной стенок, комбинированием).
Соединение при помощи обжимных фитингов
Выбирая, как соединить пластиковые трубы для водопровода без пайки, многие люди часто применяют способ обжимных фитингов. При таком способе соединения исключается процесс нагрева смежных деталей. Специальная муфта при механическом воздействии (обжиме) надёжно фиксирует внутри два конца трубок, оснащённых уплотнительными кольцами. После монтажа переходника места стыковки смазываются силиконовым герметиком.
Переход с металлопластика на полипропилен при помощи фитингов — незаменимый способ стыковки труб из разных материалов.
Плюсы этого метода:
- для монтажа используется минимальный набор инструментов;
- соединение трубопровода можно доверить даже новичку;
Пример смазки, применяемой при монтаже полипропиленовых трубИсточник construct.smazka.ru
в месте установки обжимного фитинга создаётся надёжное соединение;
Такой метод, прежде всего, хорош тем, что может использоваться при обновлении чугунного водопровода полипропиленовыми аналогами. Также этот способ востребован при сборке отопительных систем, в том числе монтаже радиаторов.
Соединение при помощи клеевых составов
В числе вариантов стыковки, позволяющих обойтись без специального оборудования – применение монтажных клеевых составов.
В составе клея базовым является поливинилхлорид, замешанный на растворителе. В него производители также добавляют различные присадки и пластификаторы для улучшения адгезии в местах стыковки.
Преимущества метода:
- стыковка изделий при помощи клеящего средства обеспечивает собранной конструкции необходимые характеристики прочности и герметичности;
- по окончании работ в месте монтажа образуется надёжное соединение, незаметное при визуальном осмотре;
- для стыковки не требуется наличие специальных навыков.
Подгонка полипропиленовых труб перед склеиваниемИсточник www.asvshop.com
Как осуществляется монтаж на клей
Перед тем как соединить полипропиленовые трубы, нужно подготовить необходимые детали, инструменты и обеспечить условия для монтажных работ.
Поверхности, на которые будет наноситься клеевой состав, следует обработать обезжиривателем. Для нанесения состава подойдёт кисточка с щетиной из натуральных материалов. Также рекомендуется обеспечить температуру в помещении в диапазоне от 5 до 35 градусов.
Учитывая то, что детали трубопровода будут состыковываться с минимальным зазором, достаточно будет тонкого слоя клея. Удержание труб до момента схватывания обычно не превышает 20-30 секунд. По завершении работ рекомендуется хорошо проветрить помещение, при этом следует избегать сквозняков.
Как паять пластиковые трубы
Суть сварочных работ по пластику заключается в процессе правильной пайки. Пайкой сваривается полностью весь трубопровод, включая запорную арматуру, предохранительные устройства и контрольно измерительные приборы.
Используют несколько способов:
- Диффузионный способ выполняется за счет сильного нагрева и сдавливания соединительных деталей конструкции.
- Пайка электрофитингом представляет собой применение фитингов с нагревательными элементами. Именно под воздействием электрического тока на эти элементы происходит сплавление пластиковых частей.
- Скрепление методом холодного жима выполняется без нагрева, с помощью добавления в места контакта пластика специального припоя.
Перечисленные способы используются в зависимости от типа материала и условий конструкции. Самым распространенным и общедоступным является способ пайки пластиковых труб посредством нагревания и сдавливания, как в диффузном способе.
Кратко о сварочном аппарате

Приступая к сварочным работам по пластику способом пайки, необходимо сначала ознакомится с работой сварочного аппарата.
Прибор нагревает пластиковые контактные части при прикосновении к нагревательному элементу, и называется подошва. Для удобства использования на подошве имеется специальные крепления для разных насадок. Весь корпус выполнен из крепких металлических частей. Для управления температурой нагрева на устройства есть регулятор выставления требуемой температуры, индикаторы включения и выключения прибора, индикатор контроля достижения требуемого значения.
Задавая вопросом, как выбрать качественный сварочный аппарат, нужно знать некоторые моменты. Устройство должно быть выполнено из хороших материалов. Подошва иметь мечевидную форму, позволяющую комфортно работать с несколькими насадками. Комплектация прибора предусмотрена удобным металлическим ящиком, с набором основных наконечников. Масса прибора не должна быть более 5 килограмм.
Процесс пайки труб
Настраивая сварочный аппарат важно знать о температурных режимах необходимых для пайки пластиковых труб значение равное 260С, а для соединения полиэтиленовых необходимо установить 220С. Правильно настроенный прибор обеспечит работу по сварке пластиковых труб своими руками в разных условиях, включая и на сваривании весу
- Для подготовки к началу пайки необходимо нарезать отрезки труб и подготовить правильных размеров фитинги.
- Установить аппарат на подставку, включить в электрическую сеть для нагревания подошвы, предварительно установив необходимую температуру на регуляторе.
- Заранее закрепить насадки на подошве нужного размера в последовательность их использования.
- Отметить глубину фитинга и сделать отметку на трубе Получив необходимого опыта, возможно, эти отметки потом не пригодятся.
- Участок, отмеченный на фитинге и трубе должен быть обезжиренным. Обе части для спаивания одновременно одеваются на насадки и нагреваются до требуемой температуры.
- После нагрева пластиковые части аккуратно вставляются, удерживаются до полного скрепления.
Разберемся в видах
Металлопластиковые

Полиэтиленовые Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.