Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
- стальная проволока (не менее 14 калибра)
- гвозди
- отвертка
- болты
- биты для мультитула
- арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Как выбрать паяльник
Конечно, было бы идеально, если у пользователя в наличии есть паяльная станция, а не просто паяльник. Но не всегда есть возможность приобрести такое полезное устройство, да и паяльники вполне могут подойти для припаивания проводов.
Для начала рассмотрим что из себя представляет такое устройство, как паяльник. Паяльником называют устройство, которое применяется для пайки, используя температурное воздействие.
- Можно найти паяльники, находящиеся в диапазоне от 15 до 30 Ватт. Такие приборы используются для припаивания деталей плат, а также для электрических схем. Для того чтобы перепаять неправильное соединение толстых проводов, потребуются паяльники, которые будут мощностью выше.
- Существуют также акустические паяльники. Обычно они используются электротехниками, которые занимаются пайкой оргтехники. Его преимущества заключаются в том, что он отличается от других моделей низкой теплоёмкостью, небольшими размерами, а также отличной работоспособностью. Его используют для весьма тонкой паечной работы, например, для сборки схем.
- Также существуют паяльники промышленные. Эти аппараты используются для довольно больших и трудных работ. Там, где требуется вмешательство прибора очень высокой мощности. Применяются промышленные паяльники для присоединения шасси, калибровочных кабелей или витражной работы.
Паяльник рекомендуется выбирать с трёхнаправляющим заземляющим штекером. Преимущество такого прибора заключается в том, что он позволяет предотвратить рассеивание напряжения по пути прохождения тока. В принципе для человека, который не имеет опыта в паянии, подойдёт и паяльник с диапазоном от 15 до 30 Ватт, но следует помнить, что такого небольшого напряжения не хватит даже для того, чтобы припаять аудиопровода. Автолюбителям можно порекомендовать паяльники с мощностью 40 Ватт, так как такие приборы являются оптимальным вариантом для использования его в авто.
Паяльная станция
Выше в статье упоминалось такое устройство, как паяльная станция. Это очень интересный и продуктивный прибор, который обеспечивает автономность работы, так как подключается к источнику переменного тока и способен излучать мощность до 80 Ватт. Специалисты утверждают, что при использовании этого прибора для спаивания наблюдается определённая лёгкость, в отличие от использования простых паяльников.
Преимущества таких паяльных установок можно выразить отдельным списком:
- Возможность регулирования температуры практически до градуса;
- С помощью паяльной станции можно осуществить даже одни из самых трудных и сложных соединений из стали, нержавейки, алюминия и т.д.;
- Долговечность прибора;
- Возможность легко паять полипропиленовые трубы, а также пластик, так как контроль над температурой позволяет это сделать.
Но у данного устройства существуют и свои недостатки. Нельзя забывать о том, что для использования паяльной станции следует иметь хоть какой-то начальный навык и небольшой опыт, иначе могут возникнуть трудности и даже определённые риски. К тому же стоят паяльные станции довольно дорого, да и электроэнергии потребляют очень много. Пользователь обязательно должен взвесить все «за» и «против» перед приобретением паяльной установки, так как при всех имеющихся плюсах имеются и недостатки.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

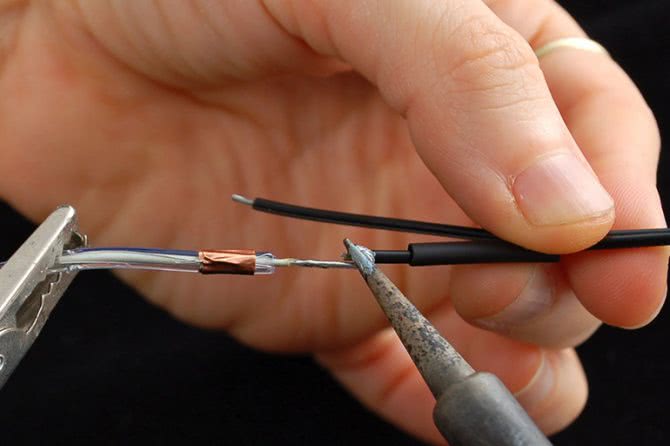
Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
- Для пайки медных и алюминиевых проводов подходит бура, флюс ЛТИ-120.
- Паять медь лучше — ПОС-60, ПОС-50, ПОС-40.
-
Для алюминия — ЦО-12, П-250А, ЦА-15.
Флюсы есть разные, подбирать их надо аккуратно
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
https://youtube.com/watch?v=bIU6MwFmzj4
Описание
Припой оловянно-свинцовый ПОС 61 идеально подходит для использования в бытовых условиях. Этому способствует низкая легкоплавкость состава, за счет высокого содержания олова. Его температура плавления не превышает 200 градусов Цельсия.
Благодаря высокой текучести расплавленного состава, припой заполняет все щели и полости, обеспечивая высокие качественные характеристики соединения. Примененный состав относится к категории универсальных. С его помощью можно паять изделия из следующих металлов:
- сталь;
- медь;
- латунь;
- бронза;
На отечественном рынке имеется аналог данного припоя – ПОС 60. Массовая доля олова в его составе всего на один процент меньше.
Зарубежный аналог – Sn63Pb37, в составе которого содержится 63 % олова и 37 % свинца. Технические характеристики и сфера применения материала практически не отличается от ПОС 61.
https://youtube.com/watch?v=09KpY3gDchc
https://youtube.com/watch?v=9el9PikObQY
https://youtube.com/watch?v=Qdzl7ZskqXo
Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Что нужно для надежного контакта
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты;
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины;
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться;
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты;
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки;
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
-
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
-
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
-
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
-
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
-
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
-
Для нержавейки используется ортофосфорная кислота.
-
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
-
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки

С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется
длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще,
нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных
скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт.
Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве
своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная
длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных
распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без
изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой,
смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без
темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то
перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой
тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки.
Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь
рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки
нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
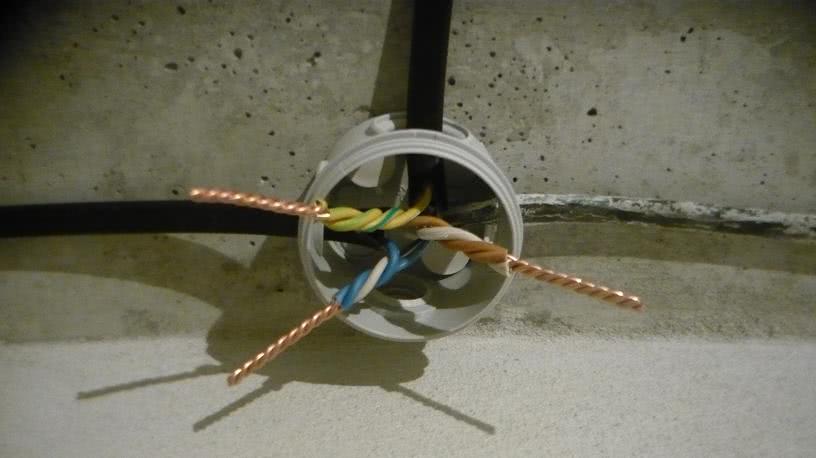
Распаечная коробка скручена, можно приступать к пропаиванию.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
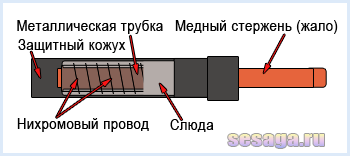
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
https://youtube.com/watch?v=9aw5TLot96k
https://youtube.com/watch?v=tpNwkvaNV5I
https://youtube.com/watch?v=0ywPIWxBJxI
Назначение и классификация проводов
 Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;
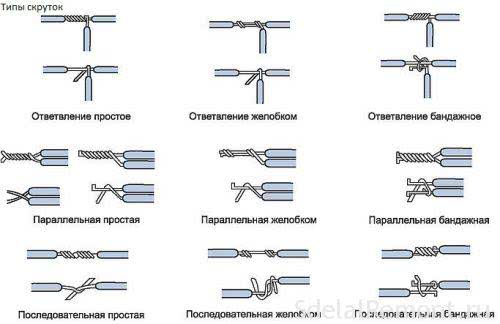
Скрутка
Сделать скрутку можно одним из трех способов:
- простая скрутка;
- бандажная;
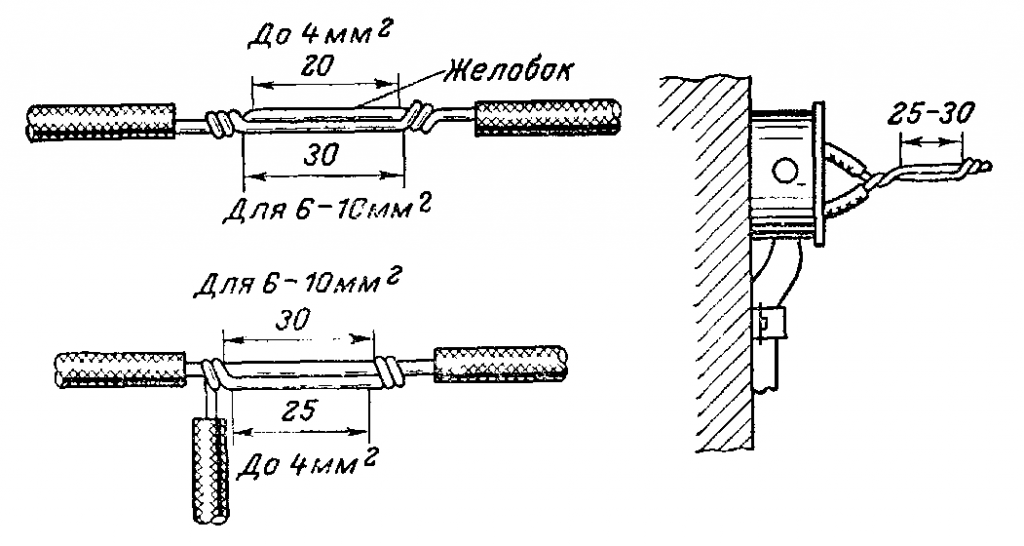
- скрутка желобком.
Первый способ чаще всего применяется в быту. Правильно выбранный инструмент, использование колпачков СИЗ позволяет получить хороший контакт.
Данным способом соединяются концы в распределительной коробке.
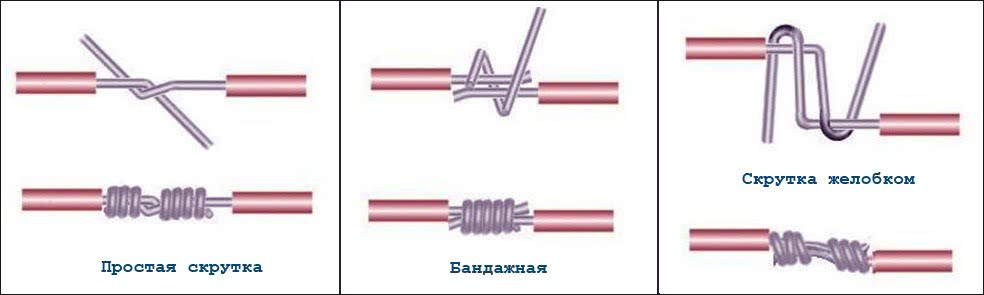
Бандажная скрутка применяется, чтобы делать соединения проводов большого диаметра. Чтобы обеспечить прочное соединение алюминиевых жил, используется скрутка желобком.
Если технология соединения в распределительной коробке выполняется точно, то контакт может служить долго и надежно.
Все перечисленные виды скрутки требуют определенного навыка в работе.
Указанными способами рекомендуется соединять провода сечением до 10 квадратов. В распределительной коробке бытовой цепи используются провода сечением 1,5 – 2,5 квадрата.
При сечении провода от 6 квадратов и выше колпачки СИЗ в распределительной коробке не применяются.
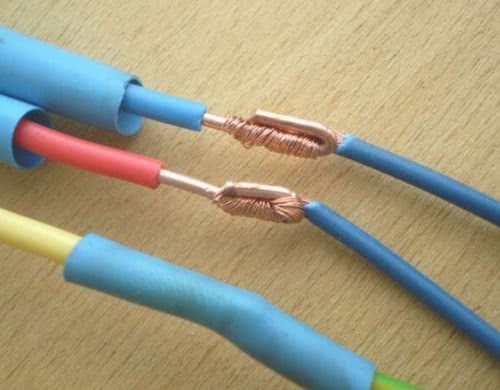
Чтобы укрепить бандажную скрутку,применяется пайка. Технологическими инструкциями не допускается простая скрутка алюминиевого и медного проводов.
Делать такие соединения можно после предварительного лужения меди.
Для соединения многожильных кабелей и проводов используются все перечисленные способы. Делать все операции в распределительной коробке нужно аккуратно. Особенно в том случае, когда в кабеле больше трех жил.
При выполнении таких работ рекомендуется применять колпачки для скрутки проводов. Перед началом необходимо зачистить концы провода наждачной бумагой.
Если требуется сделать дополнительный отвод на определенном участке линии, то все действия выполняются по стандартной и знакомой схеме.
Чтобы сделать надежную скрутку алюминиевых проводов, от электромонтера требуется теоретическая подготовка и практический навык.
Обладая достаточным опытом, он может быстро выполнить любое подключение. При этом место скрутки — нужно обязательно зачистить. Окись алюминия имеет изолирующие свойства.
Если контакт в месте скрутки греется, то вероятнее всего, что зачистка алюминиевого провода была сделана не качественно. Не секрет, что делать все операции нужно правильно.
Этот закон строго действует в электротехнике. Инструмент у монтера должен быть хорошим и экзамен по правилам эксплуатации электрических установок — он обязан сдавать в определенные сроки.
Кратко о возможных вариантах коммутации
Электромонтажники пользуются различными приемами соединения проводников – от простейшей изолированной скрутки до обжима специальными гильзами.
Некоторые процедуры требуют дополнительных расходных материалов и специальных инструментов, другие выполняются вручную.
Вопрос о выборе наиболее надежных способов соединения стал актуальным, когда увеличилась нагрузка на домашнюю сеть – появилось множество мощных приборов, соответственно, ужесточились требования к применению проводников и электроустановок.
 Точки соединения проводов – наиболее уязвимые места в цепи. Если контакты подключены неправильно, со временем происходит перегрев и искрение, провода могут оплавиться, вспыхнуть и причинить вред человеку и имуществу
Точки соединения проводов – наиболее уязвимые места в цепи. Если контакты подключены неправильно, со временем происходит перегрев и искрение, провода могут оплавиться, вспыхнуть и причинить вред человеку и имуществу
Факторы, влияющие на выбор способа:
- суммарное сечение проводников;
- тип и способ изоляции кабелей;
- материал, из которого изготовлены провода;
- назначение коммутационного узла;
- внешние условия подключения;
- степень подвижности соединения и пр.
Монтажник на месте определяет, как он произведет коммутацию, с учетом перечисленных факторов. Многое зависит от его навыков пользоваться специальным инструментом (паяльником, сварочным аппаратом, обжимными клещами) и материалами, которые есть под рукой.
Однако профессионалы всегда имеют при себе монтажный комплект и используют способы, рекомендуемые нормами ГОСТ и ПУЭ.
Сегодня можно столкнуться с самыми разными вариантами соединения проводов:
Согласно ПУЭ 2.1.21, простая скрутка в принципе не должна использоваться для коммутации. Разрешены только сварка, пайка, опрессовка и различные виды зажимных устройств.
Для выполнения пайки или сварки не всегда под рукой есть специальное оборудование, особенно, если работы выполняет любитель. Поэтому целесообразно рассмотреть способы, которые являются одновременно надежными и доступными.
Различные варианты скруток
Непрофессиональное соединение. Это скрутка многожильного провода с одножильным. Такой вид соединений правилами не предусмотрен, и если такое соединение проводов будет обнаружено приемной комиссией, то объект просто не будет принят в эксплуатацию.
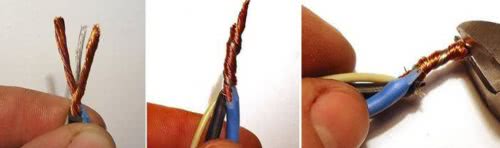
Однако скрутку все же применяют и тут нужно знать как выполняется правильная скрутка многожильных проводов. Она часто используется в экстренных случаях, когда нет возможности профессионально выполнить соединение, и срок эксплуатации такого соединения будет небольшим. И еще, скрутку временно можно применять только для открытых проводок, чтобы можно было всегда осмотреть место соединения.

Плохое соединение проводов
Почему же нельзя соединять провода скруткой? Дело в том, что при скрутке создается ненадежный контакт. При прохождении через скрутку токов нагрузки, место скрутки нагревается, а от этого увеличивается переходное сопротивление в месте соединения. Это в свою очередь способствует еще большему нагреванию. Таким образом, в месте соединения повышается температура до опасных значений, которая может вызвать пожар. Кроме того, нарушение контакта приводит к появлению искры в месте скрутки, что тоже может вызвать пожар. Следовательно, чтобы достичь хорошего контакта рекомендуется скруткой соединять провода сечением до 4 мм 2 . Подробно про о цветовой маркировке проводов.
Существуют несколько типов скруток. При скрутке необходимо добиваться хорошего электрического контакта, а также создания механической прочности на разрыв. Прежде чем приступать к соединению проводов их следует подготовить. Подготовка проводов осуществляется в следующей последовательности:
- с провода, в месте соединения снимается изоляция. Изоляция снимается таким образом, чтобы не повредить жилу провода. Если на жиле провода появится надрез, то в этом месте он может сломаться;
- оголенное место провода обезжиривается. Для этого оно протирается тряпкой, смоченной в ацетоне;
- для создания хорошего контакта, обезжиренный участок провода зачищается наждачной бумагой до металлического блеска;
- после соединения должна быть восстановлена изоляция провода. Для этого может применяться изоляционная лента или термоусаживающаяся трубка.
На практике применяются несколько видов скруток:
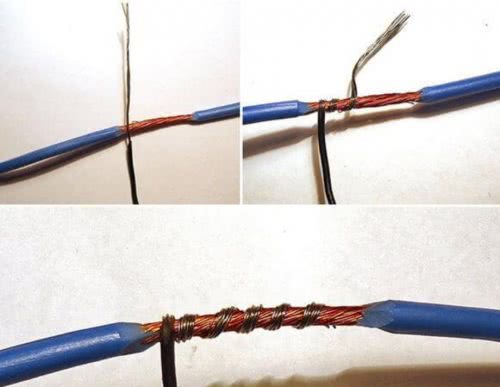
- простая параллельная скрутка. Это самый простой и распространенный вид соединения. При хорошей параллельной скрутке в месте соединения можно добиться неплохое качество контакта, но механические усилия на разрыв будут минимальными. Такая скрутка может ослабевать в случае возникновения вибрации. Чтобы правильно выполнить такую скрутку необходимо, чтобы каждый провод обвил друг друга. При этом должно быть не менее трех витков; Скрутка обычная двух проводов
Многожильная скрутка трех проводов
- метод «навивки». Этот метод применяется, если необходимо выполнить ответвление провода от основной магистрали. Для этого на участке ответвления снимается изоляция провода, и на оголенное место путем навивки подключается провод ответвления;
Присоединение провода к основному
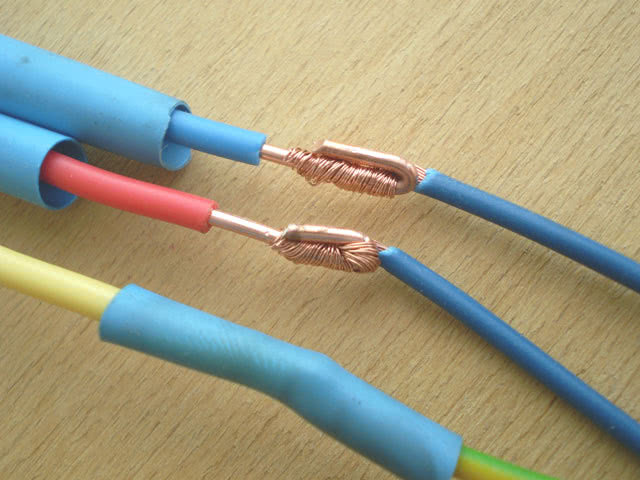
бандажная скрутка. Этот вид скрутки часто применяется при соединении двух и больше одножильных проводов. При бандажной скрутке применяется дополнительный проводник из такого же материала, как и жилы провода. Сначала выполняется простая параллельная скрутка, а затем на это место накладывается бандаж из дополнительного проводника. Бандаж увеличивает механическую прочность на разрыв в месте соединения;
соединение многожильного и одножильного провода. Этот вид самый распространенный и простой сначала выполняется простая накрутка, а затем зажимается ;
Соединение многожильного и одножильного медного провода
другие различные варианты соединения.
Рекомендации по пайке проводов в распределительной коробке
Как можно провести соединение двух алюминиевых проводов?
Осуществляется:
- Сваривание;
- Спаивание;
- Изолирование.
Есть более простой вариант того, как именно провести соединение и заключается он в применении современного полиэтиленового зажима и клеммника. Им не нужна дополнительная изоляция, так как провода попросту зачищаются, собираются в единый пучок и на него навинчивается зажим, но только по часовой стрелке до упора. Достаточно часто в домах возникает необходимость провести удлинение провода, передающего электричество. Именно здесь возникает вопрос о наращивании кабелей. Ответ достаточно просто, так как заключается он в том, что нужно применять точно такой же материал, из которого изготовлен родной провод. А именно, алюминий наращивается алюминием, а медь медью.
Похожие записи:
 Как сделать мотовелик из бензопилы своими руками. мопед из бензопилы
Как сделать мотовелик из бензопилы своими руками. мопед из бензопилы
 Радиоконструктор
Радиоконструктор
 Мармелад домашний — 19 домашних вкусных рецептов приготовления
Мармелад домашний — 19 домашних вкусных рецептов приготовления
 Делаем бант из ленты своими руками. инструкция +фото и видео
Делаем бант из ленты своими руками. инструкция +фото и видео
 Какие инструменты нужны для резьбы по дереву
Какие инструменты нужны для резьбы по дереву
 Схемы самодельного power bank в домашних условиях
Схемы самодельного power bank в домашних условиях