Изготовление своими руками
Существуют различные виды жидкостей, особенно водянистых. Можно долго перечислять виды и составы жидкостей, но вряд ли это вместится в одну статью. В нашей статье мы продемонстрируем только один пример охладителя, на основе масла.
В нашем примере будем рассматривать рецепт эмульсии на основе жидкого мыла. Кроме того, нам понадобится нерафинированное подсолнечное масло, керосин и кальцинированная сода, а также некоторые предметы бытовой химии.
Большинство перечисленных веществ имеется в каждом доме, за исключением керосина.
https://youtube.com/watch?v=hL8G7k9F8-Q
Рецепт
- Залить жидкое мыло в граненый стакан, смешать с подсолнечным маслом, керосином и кальцинированной водой. Желательно подготовить 3 таких стакана и вылить в 1 емкость от 10 л.
- В полученную смесь добавляем половину стопки отбеливателя и четверть стопки моющего средства для посуды, например Fairy.
- Залить раствор теплой водой. Использовать емкость объемом в 10л. Лить воду до тех пор, пока емкость не будет полностью заполнена.

- Нагреть жидкость до температуры 90 градусов. При нагревании жидкость необходимо непрерывно перемешивать.
- Выливаем полученную смесь в емкость, и смешиваем с водой. Соотношение раствора с водой должно быть равно 1:3.
Наш раствор готов, можете смело использовать его на рабочем месте.
Если же нет некоторых компонентов, то вот вам более простой раствор. Возьмите и смешайте индустриально масло, воду и поверхностно-активное вещество.
https://youtube.com/watch?v=whyzJme1Xqc
https://youtube.com/watch?v=WDvgsSMiwbI
https://youtube.com/watch?v=sbBeFPxt2V0
https://youtube.com/watch?v=uvVzxUgoG_c
Безопасность, общие советы
При работе с электроинструментом важно помнить о безопасности человека и не допускать преждевременного износа инструмента и возможного брака. В связи с этим мы собрали некоторые полезные советы:
- Перед работой нужно проверить крепления всех элементов.
- Одежда при работе на станке или с электродрелью не должна быть с элементами, способными попасть под действие вращающихся частей. Глаза от стружки защитите очками.
- Сверло при приближении к поверхности металла должно уже вращаться, иначе оно быстро затупится.
- Вынимать сверло из отверстия нужно, не выключая дрель, по возможности снижая обороты.
- Если сверло не углубляется в металл, значит, его твёрдость ниже, чем у заготовки. Повышенную твёрдость у стали можно выявить, проведя по образцу напильником — отсутствие следов свидетельствует о повышенной твёрдости. В этом случае сверло нужно выбирать из твёрдого сплава с присадками и работать на низких оборотах с небольшой подачей.
- Если сверло маленького диаметра плохо закрепляется в патроне, намотайте на его хвостовик несколько оборотов латунной проволоки, увеличив диаметр для захвата.
- Если поверхность заготовки полированная, наденьте фетровую шайбу на сверло, чтобы гарантировано не нанести царапины даже при соприкосновении с патроном дрели. При закреплении заготовок из полированной или хромированной стали, используйте прокладки из ткани или кожи.
- При изготовлении глубоких отверстий прямоугольный кусочек пенопласта, насаженный на сверло, может служить измерителем и одновременно, вращаясь, сдувать мелкую стружку.
рмнт.ру
Как просверлить отверстие в металле
Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.

Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок
Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать
Ориентировочные данные представлены в таблице.
| Диаметр сверла | 5 | 10 | 15 | 20 |
|---|---|---|---|---|
| Разбивка отверстия | 0,08 | 0,12 | 0,20 | 0,28 |
| Результат | 5,08 | 10,12 | 15,20 | 20,28 |
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить
Это важно, чтобы избежать его поломки
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| Диаметр сверла, мм | до 5 | 6…10 | 11…15 | 16…20 |
|---|---|---|---|---|
| Частота вращения, об/мин | 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
https://youtube.com/watch?v=RQ_2tER-FZI
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм 2);
- высокоуглеродистой стали (с показателем 350 — 850 N/мм 2);
- среднеуглеродистой стали (с показателем 450 — 700 N/мм 2);
- низколегированной стали (с показателем 600 — 900 N/мм 2);
- среднелегированной стали (с показателем 700 — 1000 N/мм 2);
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм 2);
- высокопрочной стали (с показателем 1200 — 1500 N/мм 2);
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Твердосплавные сверла используются при работе с изделиями из сверхтвердой стали, что позволяет значительно повысить срок эксплуатации инструмента с одновременным повышением производительности проводимых операций. Сверла производятся более короткими по сравнению со стандартными с уменьшением длины на 20-35%, что обусловлено возможностью ограничения циклов переточки непосредственно зависит от длины пластин. В данном типе сверл используется угол винтовой канавки равный от 20° до 60°. Большинство сверл при изготовлении подвергается термической закалке до твердости HRC 56-62 и осуществляется одновременно с напайкой твердосплавных пластин. Для производства пластин используется твердые сплавы марок ВК 6, ВК 8, а также вольфрамокарбидной группы. Данный тип сверл более эффективен по сравнению с быстрорежущими сверлами, что позволяет сократить время, когда требуется просверлить отверстия в обрабатываемом изделии.
Твердосплавные режущие инструменты обладают рядом преимуществ:
- высокой устойчивостью к разрушению;
- высокой точностью;
- более высокой скоростью подачи;
- хорошими показателями ведения и центрирования.
Использование твердосплавленных сверл позволяет производить обработку рессоры с наименьшими усилиями и за короткий временной период.
Для определения необходимой скорости сверления металла можно воспользоваться формулой:
Для повышения прочности режущих кромок производятся сверла с пластинками из твердых сплавов. Данный тип сверл может использоваться для обработки автомобильных рессор. На промышленных предприятиях производятся сверла с пластинами из твердых сплавов:
- прямыми канавками;
- косыми канавками;
- винтовыми канавками.
Для обработки рессор можно использовать сверла, с винтовыми канавками позволяющие производить операции с наибольшей эффективностью.
Вам также могут быть интересны статьи:
Как просверлить каленую сталь в домашних условиях Как просверлить отверстие в стекле в домашних условиях Сверление отверстий в металле и дереве
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Большие и винтовые сверла по дереву: классификация, заточка сверла и его выбор

Любые строительные работы включают в себя обработку древесины. Сюда входит процедура сверления отверстий. Чтобы отверстия получались ровными и качественными, нужен хороший инструмент. Перед покупкой набора сверл для перфоратора или дрели нужно знать их технические и эксплуатационные характеристики.
Любая современная электродрель включает в себя стандартный комплект сверл, которые отличаются между собой размером и длинной. Но иногда для некоторых видов работ этого комплекта недостаточно, поэтому определенные типы изделий приходится докупать дополнительно.
Винтовые изделия
Для сверления отверстий большого диаметра и глубины подходят винтовые сверла большого диаметра по дереву. Это изделие простое в использовании и им часто пользуются работники, которые возводят срубы. Изделия изготовляют двух видов: с коническим наконечником и с подрезателем. По производительности они идентичны. К работе можно приступать сразу после подключения узла к электроинструменту. Винтовые модели выпускают длиной 220, 450 и 600 мм. Особенности инструмента:
- Самым распространенным вариантом является модель длиною 600 мм. Она подходит для сверления отверстий в изделиях большой толщины.
- Винтовую модель используют, если требуется просверлить отверстия в срубах сквозь 3 бревна.
- Узел в патроне дрели надежно закреплен с помощью шестигранного хвостовика.
- Чтобы работы были выполнены более эффективно, нужно использовать дрель, у которой скорость вращения составляет 800 об/мин.
- Края у отверстий получаются ровные, а внутренние стенки — гладкие.
Делаем отверстие в металле без сверла
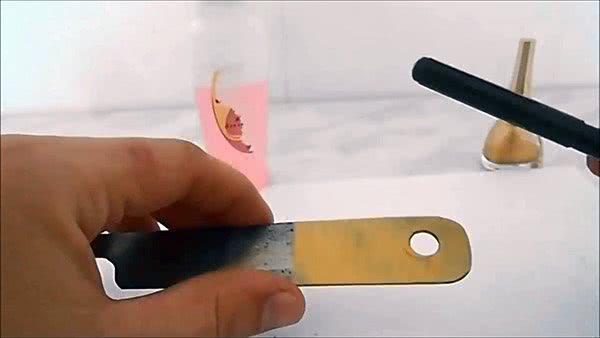
Наносим на вату жидкость для снятия лака и обезжириваем поверхность нашей заготовки.

Наносим лак на нужный участок. Лак надо наносить густым слоем с обеих сторон. Не забывая тщательно промазывать торцы. Оставляем заготовку на 10-15 минут, чтобы лак высох.
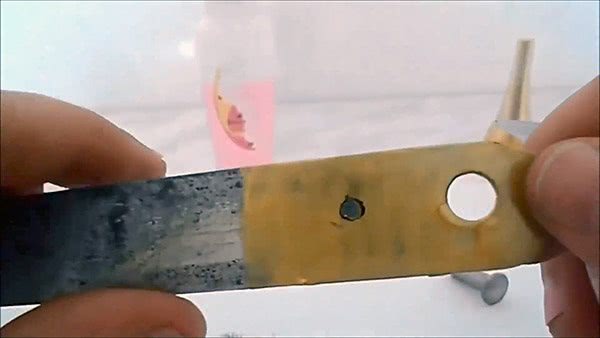
На высохшей поверхности маркером с обеих сторон заготовки отмечаю место под отверстие. Место выбираю произвольно, сейчас нужно показать, как этим способом можно сделать отверстие. К примеру, требуется поставить обычную заводскую заклепку. Диаметр отверстия должен быть чуть меньше размера заклепки.
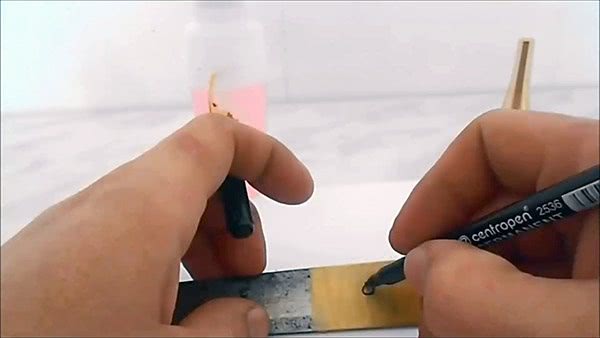
Затем ножом удалить лак внутри контура отверстия. Сделать это с двух сторон.
В емкость наливаю воду и добавляю 3 столовых ложки соли. Высота воды в емкости должна быть на 10 мм меньше высоты участка заготовки покрытого лаком.

Беру приспособление, сделанное из зарядного устройства машинки для стрижки волос и двух гвоздей. Гвозди будут выполнять функцию электродов – я их подключил к одному контакту. Другой контакт представляет собой просто оголенный зачищенный провод. Я использую зарядное устройство 12 В, но с такой задачей справится обычный зарядник от мобильного телефона.
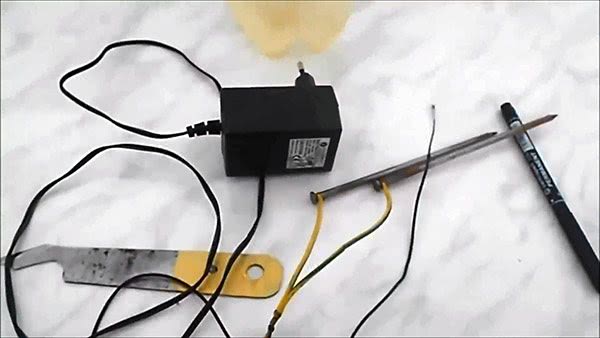
Зачищенный провод должен быть плюсом, электроды – минусом. Плюсовой провод с помощью бельевой прищепки крепим к нашей заготовке. Затем опускаем в воду гвозди.
Можно в емкости сделать прорези, чтобы зафиксировать положение гвоздей. Включая зарядное устройство в розетку. После включения вода вокруг гвоздей-электродов начинает пузыриться, а очищенная метка под отверстие становится черной.

Примечание: чтобы проверить полярность проводов надо подключить зарядное устройство. Если начинает пузыриться вода вокруг гвоздей, значит это минус и вы соединили правильно. Появление пузырьков в воде вокруг заготовки говорит, что минус подключен к ней и надо перекинуть провода. Минус всегда должен быть подключен к электродам, плюс – к обрабатываемой травлением заготовке! Оставляем емкость на один час, через 30 минут после начала процесса надо сменить воду. Отключаю зарядное устройство и вытаскиваю заготовку.

В намеченном месте образовалось сквозное отверстие. Для того, чтобы сделать диаметр отверстия больше, процесс можно продолжить. Или подпилить неровные края надфилем. Вот так травлением быстрорежущей стали с помощью самых обычных предметов можно в заготовке сделать нужное отверстие.

Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.
Сверление металла дрелью
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Полезные советы при сверлении
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
https://youtube.com/watch?v=zM9yvYo_c7M
Особенности чугуна
Основным отличием металла считается процесс изготовления. В производстве применяются различные температуры, доходящие до значений 1200°С. При этом получают сплав железа и углерода с высоким содержанием последнего, такое явление способствует снижению свойства прочности. Частицы железа и углерода не вступают в сильные связи.
В процессе плавления атомы углерода не способны внедриться в кристаллическую решетку. В результате чугунные детали не применяются в узлах подверженных высоким нагрузкам. Металл относится к черной металлургии, по некоторым характеристикам похож на стальные сплавы.
К достоинствам относят:
- высокую прочность некоторых чугунных сплавов, в отличие от стальных;
- в результате принудительного нагрева происходит равномерное распределение тепловой энергии по детали, при этом снижение температуры происходит за длительное время;
- не вступает в реакцию с кислотами и щелочами;
- детали из чугуна имеют большой срок службы;
К недостаткам относят:
- малая устойчивость к проявлению коррозии;
- сверлить чугун можно только при наличии навыков и дополнительного оборудования;
- низкие свойства пластичности;
- высокая хрупкость некоторых сплавов металла.
Лучшие советы о том, как вырезать круг в металле ровным, затратив на это минимум времени и сил
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом.
Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в металле?
Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата.
Способы вырезания круга из тонкого металла
Круги из металла
https://youtube.com/watch?v=BUQBVcJq57M
Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Выбор материалов и технологии вырезания также зависит от того, какого диаметра необходим круг и насколько ровным он должен быть.
Применение лобзика
Если есть необходимость в идеально ровном круге, можно воспользоваться электрическим лобзиком для его вырезания.
Работа выполняется в несколько этапов:
- Сначала определяется толщина металла и подбирается соответствующее пильное полотно для электрического лобзика.
- Перед тем, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.
- С помощью дрели и сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого будет начинаться работа.
- В полученную щель помещается пильное полотно лобзика и вырезание продолжается по намеченному чертежу.
Вырезание с применением этого инструмента не отнимает много времени и сил. Более того, с помощью лобзика можно получить круг с идеальными краями. Но этот инструмент применяется только для работы с металлом минимальной или средней толщины (например 2 — 3 мм).
Применение болгарки
Болгарку используют в работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие можно, следуя таким пошаговым советам:
- Перед тем, как вырезать круг в металле болгаркой, проводится разметка, чтобы было четко видно его контуры.
- По всей длине намеченного чертежа диском болгарки прорезаются короткие отрезки, которые в итоге соединятся.
- Фигура будет более похожа на многогранник, чем на круг. Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий диаметр, обточить контуры можно крупным диском.
Обрабатывая вырезанный круг с помощью болгарки следует быть внимательным, чтобы диск находился внутри отверстия и, в то же время, был расположен в одной плоскости с рабочим листом.
Вырезание круга в толстом металле
Вырезание круга болгаркой
Для того, чтобы наметить точные контуры фигуры, которая будет вырезаться из металла, следует воспользоваться линейкой, разметочным циркулем и маркером.
Сначала, с помощью линейки, устанавливается необходимая ширина разъема циркуля, чтобы он соответствовал необходимому диаметру круга.
Затем на металлической плоскости определяется центральная точка круга.
От нее с помощью циркуля намечаются контуры.
Чтобы во время роботы они были четко видны, их следует нарисовать маркером.
Применение газового резака
Круг в металле средней толщины можно врезать с помощью газового резака. Работа проходит в несколько этапов:
- Намечается контур круга.
- Зажигается горелка инструмента.
- Регулируется факел горения.
- Аккуратно и медленно факелом проводится по нарисованному чертежу.
Таким методом можно вырезать отверстие в металле, которые имеет ширину около четырех или пяти миллиметров.
Применение сварочного аппарата
Сварочный аппарат
Если в домашнем арсенале нет газового резака, можно воспользоваться сварочным аппаратом.
Его нужно отрегулировать на самый высокий уровень тока.
Затем горящая дуга подставляется к контуру и удерживается на нем до тех пор, пока не образуется отверстие.
Потом нужно просто медленно вести ее по чертежу, пока не получится ровный круг.
Но самое главное – правильно отрегулировать мощность инструмента.
Например, если применяется металл толщиной около четырех миллиметров, необходимо устройство, работающее на мощности около 150 ампер. Если же металл толще – больше будет и мощность инструмента.
Чтобы ускорить процесс работы, лучше использовать тонкие электроды. Однако они быстро сгорают и нуждаются в замене. Из-за этого будет потребность в частом разогревании металла, поскольку во время замены электрода он успеет остыть.
О том, как вырезать ровный круг из металла резаком, представлено на видео:
Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит
Так вы его испортите.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
https://youtube.com/watch?v=GQM3-UBcN2c
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Коротко о главном
Сверлить сталь обычно не составляет труда, а вот с каленой сталью пришлось повозиться. Этот материал намного прочнее и менее податлив, простой насадкой ничего не сделать.
Я использовал сверло для керомагранита, оставшееся после ремонта. Немного заточил, потом еще заострял в процессе работы. Чтобы не сломалось, регулярно смазывал машинным маслом и давал отдохнуть
Покупать специальную насадку ради несколько отверстий не хотелось, поэтому работа производилась осторожно, чтобы не сломать насадку.
Сама работа нетрудная, мало чем отличается от простого сверления
Важно лишь помнить о повышенной твердости материала и постоянно учитывать
Вопрос
Похожие записи:
 12 вольт из блока питания от компьютера
12 вольт из блока питания от компьютера
 Квадроцикл своими руками из мт
Квадроцикл своими руками из мт
 Колонки своими руками, акустическая система, динамики, домашняя акустика
Колонки своими руками, акустическая система, динамики, домашняя акустика
 Diy: формочка для конфет или льда своими руками
Diy: формочка для конфет или льда своими руками
 Всё о устройстве и конструкции вальмовой крыши + вентиляция мансарды и чердака четырехскатной кровли
Всё о устройстве и конструкции вальмовой крыши + вентиляция мансарды и чердака четырехскатной кровли
 Сеянный грунт: инструкция по выбору и использованию
Сеянный грунт: инструкция по выбору и использованию