Особенности закаливания легированной стали
Легированная сталь помимо углерода содержит еще ряд элементов (до 50% от всего сплава), таких как:
- хром (его наличие наделяет изделие устойчивостью к коррозии, свыше 13% его содержания превращает металл в «нержавеющий»);
- никель (присутствует для увеличения прочности);
- молибден — также увеличивает прочность стали, особенно если ее подвергать термическим нагрузкам. Повышает сопротивление изделия агрессивным средам, коррозии, предает ударной вязкости;
- ванадий улучшает режущие свойства лезвия, его износостойкость. Незаменимый компонент для тех деталей, которые нужно сделать очень острыми, ведь благодаря ему структура металла после закалки становится мелкозернистой.
Эти, а также ряд других элементов, находятся в сплавах в разных количествах и сочетаниях. Общими характеристиками для всех легированных металлов является их антикоррозионность, большая красностойкость (металл выдерживает температуру в 300°С). Плохо подлежит точению, лезвие не отличается остротой. При доведении до высоких температур такая сталь не коробится.
Проведение процедуры закалывания легированной стали, имеет ряд особенностей по сравнению с углеродистой. Они напрямую зависят от химического состава сплава и, как следствие, от его характеристик.
Прежде всего, такую сталь следует закаливать при более высоких температурах – от 850 до 1150°С. Поскольку она хуже проводит тепло, то для нагревания и последующего охлаждения ей понадобится больше времени (при быстром нагреве металл может просто треснуть от малейшего прикосновения). Длительное нагревание обусловлено не только необходимостью полностью прогреть изделие, но и дать возможность раствориться легированным соединениям сплава, что положительно повлияет на механические свойства клинка. Меньшая скорость при охлаждении обеспечивается закаливанием в масле, а не в воде, как у углеродистых изделий.
Среди марок наиболее часто используют:
- 420. Типичная «нержавейка». Она привлекательна благодаря своей цене в сочетании с неплохой твердостью. Быстро тупится, однако легка в обработке;
- 440А. Твердость этой стали достигает 56 HRC. Отличное сопротивление коррозии, хорошо подвергается закалке;
- ATS-34. Отличается острым лезвием, которое долго держит заточку. При этом твердость такого клинка – 60 HRC;
- CPM S30V. Превышает все остальные образцы по износостойкости в десятки раз.
Необходимые инструменты и материалы
Процесс изготовления ножа включает немало трудностей, в том числе подбор материалов. Для изготовления необходимо подобрать напильник шириной более 3 см, желательно поискать инструмент советского производства. Сечение поверхности напильника должно быть плоским или ромбовидным, если найдется последнее – это будет лучшим вариантом, так как форма стали более крепка и выдержит нагрузки.
https://youtube.com/watch?v=QGhSkYS-iyI
Процесс изготовления потребует наличие инструментов и предметов:
- Заклепки, сделанные из латуниевого сплава.
- Травление выполняется хлорным железом.
- Магнит для проверки степени закаленности.
- Для обработки поверхностей потребуется наждачная бумага.
Обработка осуществляется болгаркой или шлифовальной машинкой. Так же нужно определиться с материалом ручки будущего ножа. Нож из напильника может быть с металлической или деревянной ручкой, от этого зависит его вес и предназначение. Перед изготовкой стоит подготовить эскиз будущего изделия, обычно его рисуют на бумаге.
Процесс изготовления ножа из напильника
Отпуск
После термообработки в заготовке накапливаются внутренние напряжения. Они снижают прочность, твердость и упругость детали. Деталь становится хрупкой и не способна выдерживать проектные нагрузки. Чтобы избавиться от внутренних напряжений и довести механические характеристики до расчетных значений, применяют процедуру отпуска.
В ходе отпуска проводится повторный нагрев заготовки до температуры пластичности, но, в отличие от закаливания, остывает она плавно, в естественных условиях. Для различных материалов существуют свои индивидуальные графики отпуска. Так, при закаливании ножа заготовку повторно нагревают до 250 °С и оставляют остывать в муфельной печи.
Отпуск стали
Основные показатели производственного процесса

Металл деформируется при показателях от 905˚С до 1125˚С, затем следует постепенное охлаждение или сохранение в течение некоторого времени температуры 750−760˚С и потом снижение степени нагрева. Закалка проводится в ваннах с маслом при температуре 1000−1050˚С, для отпуска характерны показатели 210−320˚С, увеличение последних параметров ведет к снижению коррозийной стойкости, так как возрастает концентрация карбидов.
Для увеличения антикоррозийных свойств и их закрепления в охладительную ванну добавляется соль, раствор должен быть трехпроцентный. Отжиг производят в температуре 890−920˚С. При обработке металла, профиль которого в поперечнике по сечению меньше 70 см, применяется перекристаллизация, окончанием является постепенный отпуск. Холодная обработка проходит при 75−85˚С, ковка — при 1190−2000˚С, практикуется постепенное повышение до 847−850˚С и выдерживание в 755˚С.
https://youtube.com/watch?v=6YfC1fgw1qg
Повышение полезных качеств
Чтобы снизить растрескивание и ломкость металла при пластичной холодной обработке, вводят следующие примеси:
- для повышения показателя прочности используют углерод и азот, при этом их общая концентрация в массе должна быть ≤ 0,01%, это также влияет на работоспособность и долговечность сварных швов хромированных сталей;
- ломкость металла при ковке холодным способом снижается с введением в сплав фосфора, кремния, кислорода, серы, марганца.
https://youtube.com/watch?v=PCdTmM4nqc4
Повышение чистоты ферритных сплавов с добавлением хрома ведет к увеличению точности при использовании металла в изготовлении деталей и заготовок и при выплавке. В ферритных соединениях существует опасность антикоррозийного разрушения соединений кристаллической решетки. Чтобы этого избежать, вводят дополнительные добавки титана и ниобия при условии сохранения требуемой концентрации углерода и азота.
Ферритные стали становятся хрупкими при изменении параметров термической обработки, что успешно обращается вспять при правильном вторичном воздействии температуры. Чтобы на поверхности стали не было разрывов и трещин, требуется соединение продуктов раскисления с силикатными включениями. Помогает при этом легирование кремнием, который на поверхности образовывает своеобразную пленку и препятствует появлению точечной коррозии.
Сталь 95×18 часто применяется в изделиях и заготовках, которые при соединении не подвергаются сварке. Механические нагрузки выбираются соответственно качеству ножа, так как хрупкость материала ведет к разрушению кромки при значительных усилиях, например, ударных.
Для проверки твердости используют метод Роквелла, который заключается в измерении заглубления в материале твердого наконечника измерительного прибора после приложения стандартной для всех случаев нагрузки. Обычно величина составляет 60, 100, 150 КГС. Этот способ распространен, так как относится к наиболее результативным измерениям.
https://youtube.com/watch?v=nkD7GQ7UszA
Закалка режущей кромки ножа графитом
Я расскажу и покажу вам простой способ закалки любого ножа у себя дома. И то, я буду закаливать не весь нож, а только его режущую кромку, что существенно упрощает задачу.Если вдаваться в подробности, то это будет скорее не закалка, а цементация, которая имеет цель повысить твердость и износостойкость металла.
Закалка режущей кромки ножа
Берем нож.Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.Для закалки понадобиться графит
Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей.В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус.Выставляем инвертор на минимальные настройки и включаем.Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке.Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно.Как только вы заметили разогрев места контакта, тут же поднимите нож.Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Закалка и отпуск
Закалку производят путем нагревания до температуры выше получения аустенита. Для некоторых сталей рекомендуют некоторый перегрев, который необходим для получения псевдоожиженного состояния по всей массе металла.
Закалить можно углеродистые стали, в которых содержание углерода превышает 0,8 %. При меньшем значении закалка не получается. Быстрое охлаждение не формирует мелкое зерно металла.
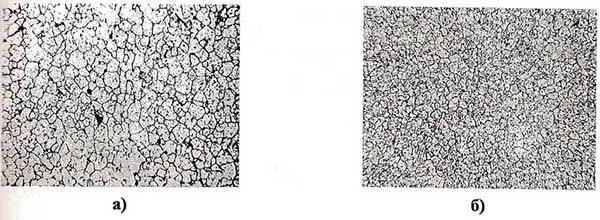
Кристаллическая решетка стали до (а) и после (б) закалки. Получено путем исследования шлифов образцов стали
Закалку выполняют в воздухе, воде и масле. В основном проще выполнить закалку в масле, причины в следующем:
- При погружении в масло на поверхности металла не образуются пузырьки кипящей жидкости, которые снижают скорость охлаждения.
- Вокруг металлического предмета образуется циркулирующий поток жидкости, который активизирует процесс конвективной теплоотдачи.
- Масло перед закалкой можно нагреть до температуры 250…350 ⁰С. Тогда осуществляется двухступенчатый процесс закаливания (в масле и воде, один за другим).
Внимание! В некоторых источниках можно прочитать, что закалку выполняют на газовой плите. Подобное могут написать только дилетанты, которые никогда не добивались реального результата
Температуру определяют с помощью пирометра излучения. Точность измерений до 1…3 ⁰С. Но стоимость подобного прибора довольно высока. Поэтому нагрев до того или иного значения определяют визуально. Для этого пользуются специальными таблицами. Ориентируясь на цвета можно попытаться самостоятельно закалить металл.
Цветовая диаграмма нагрева стали:

Отпуск проводят с целью снятия внутренних напряжений в металле. Деталь нагревают до нужной температуры, а потом дают возможность медленно остывать на воздухе.
Различают несколько видов отпуска:
- Низкий, применяют для металлорежущего инструмента.
- Средний, используют для инструментов для обработки древесины.
- Высокий, находит использование в машиностроении для зубчатых передач или шкивов клиноременных трансмиссий.
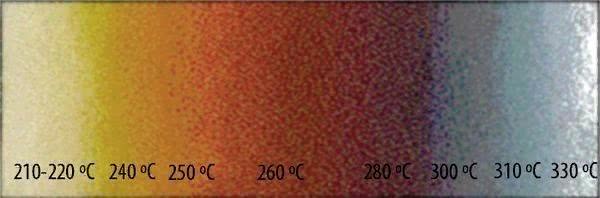
Для визуального определения температуры нагрева пользуются пирометром. Можно приблизительно установить температуру нагрева, сопоставляя вид заготовки при нагревании с базовой таблицей. Нагревая сталь, на поверхности наблюдают цвета побежалости, они имеют различный окрас.
Цвета побежалости при нагревании сталей:

Кроме углеродистых сталей термообработку выполняют для легированных сплавов. Наличие в составе металла дополнительных элементов улучшает прочностные характеристики.
В таблице показаны рекомендуемые режимы закалки и отпуска для разных видов сталей. Для ножа используют все виды представленных материалов.
| Режим термообработки и твердость стали | |||||||
| Марки стали по ГОСТ | Температура нагревания металла, ⁰С | Среда для охлаждения | Твердость после закалки, HRC | Режим отпуска (⁰С) и получаемая твердость HRC | |||
| 170…210 | 220…350 | 360…420 | 420…550 | ||||
| У7…У7Б | 780…830 | масло | 58…62 | 59…63 | 57…60 | 52…54 | 48…53 |
| У8…У8В | 790…835 | масло | 60…64 | 60…65 | 58…60 | 51…55 | 47…50 |
| У9…У9А | 780…840 | масло | 56…63 | 58…62 | 54…59 | 49…53 | 48…53 |
| У10…У10А | 730…800 | масло | 58…62 | 57…64 | 57…64 | 48…53 | 49…52 |
| У12…У12А | 760…810 | масло | 59…64 | 60…65 | 58…60 | 49…52 | 49…52 |
| 40 | 740…820 | масло | 48…53 | 49…55 | 39…45 | 32…40 | 28…31 |
| 40Х | 720…830 | масло | 50…54 | 52…57 | 48…50 | 44…49 | 29…32 |
| 35ХГСН | 780…810 | масло | 45..52 | 45..52 | 35..42 | 45..52 | 38…40 |
| 5ХНМ | 790…835 | масло | 45…50 | 46…52 | 40…48 | 46…52 | 36…40 |
| 5ХНВ | 780…840 | масло | 48…52 | 48…52 | 44…47 | 40…48 | 38…40 |
| 65Г | 730…810 | вода/масло | 59…64 | 59…64 | 55…57 | 51…54 | 46…48 |
| ХВГ | 760…820 | вода/масло | 54…59 | 56…60 | 48…50 | 42…47 | 33…36 |
| ХВС | 740…820 | вода/масло | 54…58 | 52…56 | 44…47 | 40…44 | 39…42 |
| Х12М | 720…830 | вода/масло | 50…57 | 48…53 | 55…57 | 53…55 | 36…38 |
| 9ХС | 760…810 | вода/масло | 59…64 | 59…64 | 48…50 | 42…47 | 29…34 |
| ШХ15, ШХ15СГ | 760…820 | масло | 59…64 | 59…65 | 58…60 | 52…57 | 39…42 |
| 20Х | 730…810 | вода/масло | 48…52 | 42…50 | 38…41 | 36…38 | 36…38 |
| 45 | 760…820 | вода | 41…49 | 34…37 | 32…35 | 30…34 | 29…32 |
| 14C28N | 740…845 | вода | 50…57 | 45…49 | 41…44 | 39…42 | 32…34 |
| 8Cr13MoV | 780…860 | вода/масло | 59…64 | 60…65 | 55…57 | 55…57 | 48…50 |
| 65Х13 | 760…855 | вода/масло | 48…52 | 49…55 | 48…50 | 44…48 | 38…40 |
| 95Х18 | 740…820 | вода/масло | 41…49 | 52…57 | 44…47 | 42…45 | 36…40 |
Нож из напильника своими руками
В работе не обойтись без:
- Хорошего крупного напильника советского производства.
- Ножовки по металлу (несколько запасных полотен).
- Рабочего напильника с удобной рукояткой.
- Наждачной бумаги и бруска.
- Верстака и тисков.
- Струбцин (2 шт.).
- Древесного (шашлычного) угля для горна.
- Отработки (старого моторного масла) для проведения закалки.
 Хорошие изделия получаются из напильников со сточенными зубьями — в таком случае не придется тратить время на их удаление.
Хорошие изделия получаются из напильников со сточенными зубьями — в таком случае не придется тратить время на их удаление.
На начальном этапе метал отжигают. Но перед этим следует сделать «походный» горн: насыпают очаг земли, вставляют двухдюймовую трубу (чтобы поступал воздух) и разжигают уголь. Когда сталь станет красной, прекратите подавать воздух и оставьте заготовку медленно остывать. Металл будет податлив, и его с легкостью можно будет поддавать обработке.
Все лишнее отрезается ножовкой по заранее подготовленным лекалам. Постарайтесь по максимуму точно повторить будущую форму, чтобы поменьше работать напильником. Вырежьте хвостовик длиной с собственные пальцы.
Затем обработайте заготовку, используя напильник или наждак, придавая форму по лекалу. Прижмите будущий нож к верстаку и посредством струбцины обточите спуски. Данная часть работы отличается ответственностью, выполнять ее на глаз не стоит. Две стороны должны получиться симметрическими, угол снятия металла — одинаковым по всей длине спуска, включительно с загибом кончика. Для удобности можно соорудить вспомогательное приспособление в виде металлической трубы с направляющей, на ней закрепить длинный напильник.
https://youtube.com/watch?v=YkZEJGNZ9sk
Так как заготовка отожжена, на ее обработку не уйдет много усилий. После окончания грубого придания формы производится финальная обработка наждачной бумагой. Для максимальной эффективности ее можно намотать на небольшой деревянный брусок.
Клинок готов, но мягкость отожженной стали не позволит пользоваться им вовсю, потому понадобится закаливание.
Процедура закаливания
При проведении данной процедуры изменяется структура металла, он становится твердым и немного хрупким. Закалку проводят в масле-отработке. Следует нагревать готовое изделие до тех пор, пока оно не обретет темно-вишневый оттенок.
Когда на улице солнечная погода, и по цвету сложно определить температуру, готовность можно проверить с помощью магнита: если сталь хорошо прогрелась, она не намагнитится. Потом быстро опустите клинок в емкость с маслом. Чтобы быстрее ее охладить, поставьте под емкость тазик с холодной водой — так можно добиться более эффективного результата.
https://youtube.com/watch?v=LUsRCnpCrY0
Проверить твердость поможет стеклянная посуда: при хорошей закалке на нем останутся борозды. Самый главный минус — трудоемкий процесс изготовления. Еще одна особенность — из напильника нельзя сделать тонкое и гибкое лезвие.
Среди бесспорных достоинств — прочность и долговечность таких изделий. Материал для изготовления находится в свободном доступе, практически бесплатный, с толщиной обуха 6 мм, что не позволяет причислить ножи из напильников к холодному оружию.
Травление лезвия и создание рукояти
Прошедший все этапы термической обработки нож шлифуют металлической щёткой, наждачкой и войлочным кругом для придания лезвию гладкости. Предотвратить окисление железа можно с помощью травления — погружения в хлорное железо. В результате материал покрывается матовой защитной плёнкой. При отсутствии хлорного железа можно протереть лезвие уксусом или использовать для травления кашицу из тёртого сырого картофеля. Покрывающая травленую сталь плёнка оберегает поверхность ножа от появления ржавчины, поэтому следует избегать нарушения её целостности.
При установке наборной рукояти производится сборка отдельных частей с последующим плотным сжатием их на резьбе. На хвостовик надевается больстер, который можно выточить из алюминия, латуни или дюралюминия. Для крепления боковых накладок, деревянных или изготовленных из кости, применяют заклёпки, можно усилить их эпоксидной смолой. При использовании кожи на материал наносят специальный клей и плотно наматывают на ручку. Перед насадкой на хвостовик рога оленя, просверленное в костном веществе отверстие заполняют эпоксидной смолой. Для придания рукояти законченного вида её материал можно подточить, отшлифовать и обработать воском.
https://youtube.com/watch?v=bY-vN2T8ICo
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением. Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами.
Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
ПОСМОТРЕТЬ Плавильная печь на AliExpress →
Подготовка к работе
На подготовительном этапе следует придумать форму клинка и рукоятки к нему. Эти детали необходимо отобразить на чертеже будущего изделия. Отметьте на эскизе также метод их крепления. Профессиональное изготовление кинжала из напильника предполагает применение ковки железа в кузне.
Это обеспечивает прочность металла, придавая ему эластичность, позволяет убрать лишнюю толщину уплощением стали ударами молота, а также ускоряет процесс изготовления стилета, снижая затраты времени на его последующую обработку. При отсутствии кузнечного оборудования и специальных навыков можно изготовить хороший самодельный нож и без ковки. Его качество не будет уступать выполненному опытным кузнецом при условии подбора настоящего советского напильника.
Также определить качество металла позволит обработка на точильном станке — у обычной стали появится множество длинных пучков искр, а у высоколегированной образуется пышный сноп искр небольшой длины.
Читать также: Картофелекопалка транспортерная для мотоблока своими руками чертежи
Первый этап изготовления ножа своими руками — обжиг. Нагревание металла обеспечивает его податливость, необходимую для механической обработки. Поэтому сделать нож из напильника без термообработки невозможно.
Обжиг напильника
Отжечь заготовку можно в специальном горне либо в разогретой до 650−700° плите. Если обжиг производится на газовой плите, потребуется сооружение теплового экрана для повышения температуры зоны нагрева. Для его создания применяют металлические предметы. Верхнюю часть экрана накрывают железной пластиной. Расстояние от неё до напильника должно быть не менее 1 см. Такое сооружение позволяет задержать тепло, выделяющее при сгорании природного газа, обеспечивая более сильный нагрев заготовки.
Как отжечь напильник в горне:
- Для создания горна делают земляной очаг, вставляя в него трубу объёмом 2 дюйма. Через неё подаётся воздух при помощи компрессора.
- В очаге поджигают древесный уголь.
- После того как сталь раскалится докрасна, нагнетание воздуха останавливают, позволяя металлу медленно остыть в потухающей печи.
Металл на плите следует поддерживать в раскалённом состоянии в течение 3−4 часов, на их протяжении его окраска должна иметь равномерный красный оттенок. Последующее снижение температуры заготовки производят поэтапно: вначале интенсивность нагрева снижают на четверть, затем через каждые полчаса еще на четверть, пока сталь полностью остынет
Очень важно, чтобы остывание металла происходило постепенно, так как при быстром охлаждении лезвие начнёт крошиться
https://youtube.com/watch?v=343exAucOaY
Как закалить нож в домашних условиях?
Чтобы закалить нож в домашних условиях, можно использовать несколько пластинок. Это будет в качестве опыта. Так, первую можно нагреть неравномерно. При этом температура начинается от минимальной и повышаться до максимальной. Потом пластинка опускается в жидкость, в качестве которой выступает вода или масло. После этого она устанавливается в. Теперь необходимо изучить место излома. В зависимости от того, какой будет размер зерен, определяется и качество обработки металла. Они должны быть крупные.
Как видим, конкретно температура нагрева не указана. Так как ее лучше определить опытным путем для конкретного случая. Такой метод обработки будет иметь тот результат, который необходимо достичь.
Следующее, что потребуется для проведения закалки, – это среда. Данная процедура может проводиться в азоте и прочем. Но самый популярный вариант – это масло. Оно нагревается до температуры двести градусов. Потом в него опускают пластинку и оставляют на некоторое время. Оно может составить как двадцать минут, так и два часа. Его выбор зависит от того, какой металл используется. После этого окунается в холодную воду, как показано на видео.
На данном этапе можно также экспериментировать. Чередуя среду, получают двойную закалку. Она делает изделие очень прочным с отличными свойствами нарезания. Заключается данная методика в том, что пластинка нагревается до определенной температуры. Потом проверяется на прочность в тисках. При этом ломаться она должна при тридцати градусах. Потом проводится ее отпуск, чтобы излом наступал при сорока пяти градусах, как показано на фото.

Закалить нож в домашних условиях: советы
При проведении закалки ножа в домашних условиях стоит учесть рекомендации специалистов. Они касаются предварительной обработки клинка, которая заключается в его отжиге. Это позволит получить минимум трещин. При этом процедура проводится медленно и равномерно. Лучше это делать при помощи муфельной печи, которая регулируется. Также процедура может проводиться и для закаленной стали.
Если проводится жесткая закалка, то лезвие опускается в жидкость вертикально. При этом нельзя ее перемещать, оно должно быть неподвижно. Это позволит получить изделие с длительным сроком службы.
Как закаляют ножи, можно посмотреть на видео, приведенном ниже. Здесь наглядно показан весь процесс с его особенностями и тонкостями, которые непременно помогут.
Что нужно знать для проведения процедуры закаливания нержавейки в домашних условиях?
Перед проведением данной операции дома следует узнать некоторые правила:
Если металл имеет повышенную твердость, то его нужно максимально сильно накалить. Лучше всего дождаться, пока изделие не станет малинового цвета
Если в составе стали отмечено большое количество углерода, то нужно отнестись с осторожностью к процессу остывания. Если изделие требует закалки по всей поверхности, то следует равномерно нагревать его с каждой стороны
Не стоит допускать перегрева нержавейки. На поверхности в результате накаливания не должны проявляться пятна. Перед началом работы необходимо подготовить специальные щипцы. Потребуется емкость для охлаждения металла.
Способы закаливания
Для прокаливания простейших клинков из конструкционной стали можно использовать обычный костер. Поднять температуру выше требуемых 900 °С при обработке высокоуглеродистых сплавов на открытом огне невозможно. Для этой цели потребуется специальная муфельная печь (камера), изготовить ее можно своими руками.
В камере
При желании заняться самостоятельным изготовлением ножей, лучше использовать для этих целей печь из огнеупорной глины с обмоткой из нихрома. Термообработка будет проходить в идеальных условиях, при достаточно высокой температуре по заданному графику. Размер такой конструкции – 200х100х77 мм.
Вначале делается заготовка из картона, который покрывается парафином. Далее используется глина – ее наносят на бумагу слоем достаточной толщины таким образом, чтобы не осталось щелей. Особенно тщательно промазывают стыки. Дверку изготавливают отдельно.
Глина наберет необходимую прочность после тщательной просушки и дальнейшего прокаливания в духовом шкафу при 90-110 °С. Окончательный обжиг производится в печи на открытом огне при 900 °С. Остужать конструкцию следует медленно, поэтому раньше времени ее открывать не следует. После полного остывания глиняной камеры к ней крепят дверцы: делают это так, чтобы они распахивались горизонтально.
Хорошо просохшую заготовку обматывают проволокой из нихрома, которая будет служить нагревательным элементом. Ее понадобится около 18 метров. Витки должны идти плотно. Во избежание межвиткового замыкания проволоку следует предварительно обмазать влажной глиной. Нельзя забывать о проделывании в печи 2 отверстий. Одно необходимо для вставки термопары, измерительного прибора, с помощью которого можно будет контролировать процесс нагрева. Второе отверстие понадобится для контроля за процессом.
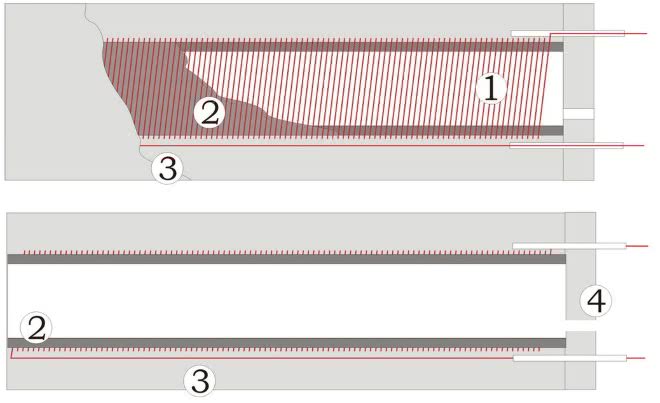 Схема: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Схема: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали Делаем глиняный кожух
Делаем глиняный кожух Готовый вариант камеры
Готовый вариант камеры
На открытом огне
Закалить лезвие клинка, изготовленного из металла марок 45 и 50, можно на обычном костре или с помощью газовой горелки. Для проведения работ понадобятся топливо для костра (угли), а также пара больших емкостей. В одной будет находиться машинное масло, во второй – вода. Для удержания горячего лезвия используют кузнечные клещи.


Суть закалки металлических изделий
Для того чтобы правильно закалять железо и другие металлы, следует рассмотреть суть этого процесса.
К особенностям этой разновидности термообработки можно отнести следующее:
- Закаливать — это значит, нагревать материал до температуры, которая может изменить структуру. У металлов структура представлена кристаллической решеткой.
- Процесс предусматривает также охлаждение материала, для чего может использоваться масло или вода.
Целью подобной термической обработки является увеличение твердости структуры стали или другого сплава.
https://youtube.com/watch?v=bkBNL5Efqiw
С закалкой также связан процесс, получивший название отпуск. Он проводится для того, чтобы снизить хрупкость структуры после термической обработки. Отпуск проводится при более низкой температуре, а на охлаждение уходит намного больше времени
Важность этого процесса велика, иначе в структуре могут образовываться серьезные дефекты
Похожие записи:
 Как своими руками правильно сделать перегородку из гипсокартона с дверью или нишами, купе в стене или стену с проемом
Как своими руками правильно сделать перегородку из гипсокартона с дверью или нишами, купе в стене или стену с проемом
 Габаритные размеры плит пеноплекса в зависимости от его марки
Габаритные размеры плит пеноплекса в зависимости от его марки
 Линолеум для пола: описание видов и правила укладки
Линолеум для пола: описание видов и правила укладки
 Сечка для рубки
Сечка для рубки
 Как заменить масло в двигателе без ямы
Как заменить масло в двигателе без ямы
 Схема светодиодной лампы: устройство простейших драйверов
Схема светодиодной лампы: устройство простейших драйверов