Устройство агрегата
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Электронная схема (блок управления)
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
Схема упрощённого электронного модуля
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
Индукционная печь история производства
Изобретена индукционная печь была после того, как в 1831 году Фарадей открыл закон об электромагнитной индукции. Изучив работы Максвелла, которые перекликались с открытием Фарадея, и, взяв в основу их открытия, ученые смогли создать первую индукционную печь, которая могла плавить небольшое количество металла под воздействием токов высокой частоты.
Первая индукционная печь была запатентована в Великобритании, однако хоть изобретение было проработано, воссоздать его на практике не вышло.
Первая плавка стали была произведена в 1900 году в Швейцарии. Челлин в то время смастерил индукционную печь по собственным разработкам. Выполнена она была в роли однофазного трансформатора. Плавильной емкостью печи выступала кольцевая ванна, а расплавленный металл выполнял роль вторичной обмотки. В центре первой индукционной печи был размещен железный магнитопровод, окруженный обмоткой со специальной асбестовой изоляцией. Магнитопровод подавал переменный магнитный поток, который способен возбудить переменный ток.
Первую индукционную печь начали устанавливать на заводах Швейцарии, а впоследствии они стали появляться и в других странах. Несмотря на то, что индукционные печи оказались довольно удобным устройством, они имели перечень недостатков:
- Постоянно требовалось производить жидкую завалку.
- Шлак нагревался не так хорошо, как это требовалось.
- Эксплуатация футеровки ИП вызывала определенные трудности.
Именно в тот момент производители поняли, что что-то не так, и начало развиваться производство дуговых сталеплавильных печей. С 1925 года в промышленности появились индукционные печи без сердечника, способные осуществлять качественную плавку металла.
На сегодняшний день популярность набрали тигельные индукционные печи. Первые тигельные печи выпустила . В основном в производстве такие печи использовали для плавки драгоценных и цветных металлов, но тогда их использовали, проводя различные эксперименты, а сегодня тигельные индукционные печи стали популярными и активно применяются для обработки всех видов металлов.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.
- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Достоинства и недостатки
Преимущества бытового нагревателя воды рассматриваемого типа заключаются в следующем:
- Большой срок службы. Средний период гарантии большинства производителей – 30 лет. При этом установка не требует серьезного технического обслуживания и ремонта с заменой основных элементов на протяжении всего периода эксплуатации. Профилактическая чистка проводится не чаще одного раза в 7-9 лет.
- Экономный расход электроэнергии. Для производства одного и того же количества тепла в сравнении с разновидностями, работающими на традиционных ТЭН-ах, энергии затрачивается на 30-40% меньше.
- Отсутствие накипи. Специфика механизма действия прибора исключает образование накипи на рабочих элементах установки. Кроме того, во включенном состоянии прибор слегка вибрирует, что также является хорошим защитным фактором от нароста различного рода отложений на контактирующих с водой его внутренних частях.
- Минимальный риск протечек. Бесконтактная технология нагрева исключает факторы разрушения – когда под действием тепла и сырости металлические элементы быстро ржавеют.
Индукционный нагреватель воды надежен, долговечен и экономиченИсточник rusolymp.ru
При таком большом количестве плюсов, индукционный нагреватель воды не лишен и некоторых явных недостатков:
- Прибор нагревает окружающее пространство. Это может быть небезопасно не только с точки зрения противопожарных правил, но и находящихся рядом людей или животных. Поэтому при монтаже требуется соблюдать особый ряд условий, а для мощных установок выделять отдельное помещение.
- Для эффективной работы требуется стабильная электросеть. В местностях с прерывной подачей электроэнергии и ее нестабильными характеристиками в работе оборудования такого типа будут постоянные проблемы.
- Необходимость постоянного контроля рабочих параметров. Прежде всего температура и давление не должны превышать безопасных значений. В противном случае теплоноситель может перейти в парообразную фазу, в результате чего может произойти авария – от разгерметизации труб или корпуса до взрыва. Поэтому прибор должен оборудоваться манометром, термодатчиком или комплексной системой автоматики.
Современные заводские водонагреватели автоматически контролируют параметры работыИсточник alertok.ru
Рабочий шум. Электронагреватель индукционного типа нередко издает различные шумы, особенно при неправильном монтаже или неграмотной самодельной сборке.
Характеристики и особенности
С его помощью можно нагревать любые металлические детали. Под воздействием индукции деталь нагревается локально. Рядом расположенные участки не подвергаются серьезному температурному воздействию. Поэтому индукционный нагреватель для болтов имеет преимущество перед приборами, которые часто используются автовладельцами для аналогичных целей, в частности паяльной лампой, газовой горелкой. Помимо этого, вышеперечисленные приборы являются источником открытого пламени, а значит, создают угрозу возникновения пожара, также как и болгарка, если вдруг придется резать болт – в процессе образуются искры. Ударные инструменты, типа гайковерта, могут повредить метиз механически. Использование индукционного нагревателя гораздо выгоднее, безопаснее и проще с этой точки зрения.
Преимущества бытовых приборов:
- компактный;
- универсальный;
- безопасный;
- отсутствует открытый огонь;
- удобно пользоваться;
- подходит для использования в труднодоступных местах;
- сокращает временные и финансовые затраты.
Как правильно выбрать болты и гайки для литых дисков
Характеристики приборов сильно варьируются, что отражается на их стоимости. Недорогие приборы китайского производства стоят в пределах 1000 рублей. Рабочая мощность таких приборов равна примерно 100 Вт. Для нагрева прикипевших болтов и закалки небольших предметов этого достаточно. Их конструкция максимально простая:
- моп-транзистор – 2 шт.;
- высокоскоростной диод – 2 шт.;
- внешняя катушка.
Пиковая сила тока такого прибора – 12 А, мощность – 150 Вт. На нагрев кончика отвертки диаметром 6 мм (докрасна) уходит 2 мин, болта – 3 мин, болта с гайками – 4 мин.
Более продвинутый аппарат, относящийся к профессиональным, будет стоить гораздо дороже, но и характеристики его на несколько порядков выше. Например, профессиональный ручной индукционный нагреватель BETEX iDuctor 1 имеет следующие параметры:
- выходная мощность – 1200 Вт;
- подсветка рабочей зоны;
- защита от влаги;
- звуковой сигнал;
- рабочая температура – -5 – +40°
В комплектацию входят:
- индуктор-коврик – 1 шт.;
- гибкий индуктор;
- спиральные индукторы разного размера – 8 шт.;
- U-образный индуктор – 1 шт.;
- термозащитные перчатки.
Стоимость этого прибора превышает 100000 рублей.
Как работает индукционный нагреватель?
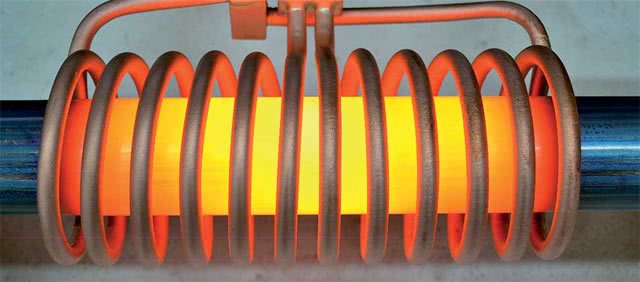
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла
Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Реализация в бытовых условиях
Индукционное отопление ещё не завоевало в достаточной степени рынок из-за высокой стоимости самой системы обогрева. Так, например, для промышленных предприятий подобная система обойдётся в 100 000 рублей, для бытового использования – от 25 000 руб. и выше. Поэтому вполне понятен интерес к схемам, которые позволяют создать самодельный индукционный нагреватель своими руками
Индукционный котел отопления
https://youtube.com/watch?v=Bl6uNFvubgk
На базе трансформатора
Основным элементом системы индукционного отопления с трансформатором станет само устройство, у которого есть первичная и вторичная обмотки. Вихревые потоки будут формироваться в первичной обмотке и создадут электромагнитное индукционное поле. Это поле будет воздействовать на вторичную, которая и есть, по сути, индукционный нагреватель, реализованный физически в виде корпуса котла отопления. Именно вторичная короткозамкнутая обмотка передает энергию теплоносителю.
Главными элементами установки индукционного нагрева являются:
- сердечник;
- обмотка;
- два вида изоляции – тепло- и электроизоляция.
Сердечник – это две ферримагнитные трубки разного диаметра с толщиной стенок не менее 10 мм, вваренные друг в друга. Тороидальная обмотка из медного провода производится по внешней трубке. Необходимо наложить от 85 до 100 витков с равным расстоянием между витками. Переменный ток, изменяясь во времени, создаёт вихревые потоки в замкнутом контуре, которые и нагревают сердечник, следовательно, и теплоноситель, осуществляя индукционный нагрев.
С использованием высокочастотного сварочного инвертора
Индукционный нагреватель может быть создан с использованием сварочного инвертора, где главными компонентами схемы служат генератор переменного тока, индуктор и нагревательный элемент.
Генератор используется для преобразования стандартной частоты в сети электропитания 50 Гц в в ток с более высокой частотой. Этот модулированный ток подаётся на цилиндрическую катушку-индуктор, где в качестве обмотки используется медная проволока.
Катушка создаёт переменное магнитное поле, вектор которого меняется с заданной генератором частотой. Созданные вихревые токи, индуцированные магнитным полем, производят нагрев металлического элемента, который передаёт энергию теплоносителю. Таким образом реализуется ещё одна схема индукционного отопления, выполненная своими руками.
Нагревательный элемент тоже может быть создан своими руками из нарезанной металлической проволоки длиной около 5 мм и отрезка полимерной трубы, в которую помещается металл. При установке вентилей сверху и снизу трубы следует проверить плотность наполнения – не должно оставаться свободного пространства. Согласно схеме поверх трубы накладывается около 100 витков медной проводки, которая и является индуктором, подключаемым к клеммам генератора. Индукционный нагрев медной проволоки происходит за счёт вихревых токов, формируемых переменным магнитным полем.
Особенности индукционных нагревателей EasyTherm
- 3(три) режима нагрева: температурный, временной и температурно-временной. (Температурно-временной режим позволяет одновременно контролировать нагреваемую деталь по температуре и времени, исключая возможность разрушения детали в результате локального перегрева)
- Возможность нагрева деталей диаметром от 10 мм до 5 м, массой от 0,1 кг до 10 тонн
- Возможность нагрева подшипников с уплотнениями, смазанных подшипников, подшипников с защитной шайбой и т.п.
- Возможность нагрева деталей до 400 °С!
- Возможность как ручного, так и дистанционного управления
- Нагреватель можно изготовить особой формы, что позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву
- Наличие функции автоматического размагничивания по завершению процесса нагрева
- Возможность непрерывной работы без использования дополнительного охлаждения
- Гарантийный срок индукционных нагревателей EasyTherm — 3 года !!!
Основными преимуществами индукционных нагревателей по сравнению с традиционными методами нагрева деталей являются высокая скорость нагрева (позволяет экономить время при нагреве), простота в использовании, постоянный контроль в процессе нагрева, а также экологичность и безопасность процесса.
Недостатки традиционных методов нагрева
Характеристики и особенности
С его помощью можно нагревать любые металлические детали. Под воздействием индукции деталь нагревается локально. Рядом расположенные участки не подвергаются серьезному температурному воздействию. Поэтому индукционный нагреватель для болтов имеет преимущество перед приборами, которые часто используются автовладельцами для аналогичных целей, в частности паяльной лампой, газовой горелкой. Помимо этого, вышеперечисленные приборы являются источником открытого пламени, а значит, создают угрозу возникновения пожара, также как и болгарка, если вдруг придется резать болт – в процессе образуются искры. Ударные инструменты, типа гайковерта, могут повредить метиз механически. Использование индукционного нагревателя гораздо выгоднее, безопаснее и проще с этой точки зрения.
Преимущества бытовых приборов:
- компактный;
- универсальный;
- безопасный;
- отсутствует открытый огонь;
- удобно пользоваться;
- подходит для использования в труднодоступных местах;
- сокращает временные и финансовые затраты.

Характеристики приборов сильно варьируются, что отражается на их стоимости. Недорогие приборы китайского производства стоят в пределах 1000 рублей. Рабочая мощность таких приборов равна примерно 100 Вт. Для нагрева прикипевших болтов и закалки небольших предметов этого достаточно. Их конструкция максимально простая:
- моп-транзистор – 2 шт.;
- высокоскоростной диод – 2 шт.;
- внешняя катушка.
Пиковая сила тока такого прибора – 12 А, мощность – 150 Вт. На нагрев кончика отвертки диаметром 6 мм (докрасна) уходит 2 мин, болта – 3 мин, болта с гайками – 4 мин.
Более продвинутый аппарат, относящийся к профессиональным, будет стоить гораздо дороже, но и характеристики его на несколько порядков выше. Например, профессиональный ручной индукционный нагреватель BETEX iDuctor 1 имеет следующие параметры:
- выходная мощность – 1200 Вт;
- подсветка рабочей зоны;
- защита от влаги;
- звуковой сигнал;
- рабочая температура – -5 – +40°
В комплектацию входят:
- индуктор-коврик – 1 шт.;
- гибкий индуктор;
- спиральные индукторы разного размера – 8 шт.;
- U-образный индуктор – 1 шт.;
- термозащитные перчатки.
Стоимость этого прибора превышает 100000 рублей.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Индукционные нагреватели для легкового автосервиса
Легковой автосервис отличается от грузового прежде всего габаритами автомобилей и деталей, но по сути проблемы, решаемые с помощью индукционного нагревателя те же. Разогрев металла достигается путем образования магнитного поля и точно в месте контакта поверхности с наконечником нагревателя. Отличный вариант для автосервиса, так как экономит время, затрачиваемое на обслуживание одного автомобиля. Покупка индукционного нагревателя оправдает себя в короткие сроки.
| Установка T-4000 для индукционного нагрева металла, 3,7 кВт, 230 В, кабель 4 м, ALBATROS (Италия)Индукционный: Легковой Установка T-4000 для индукционного нагрева металла, 3,7 кВт, 230 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €3 195 Купить в наличии
| Установка для индукционного нагрева металла i-Ductor, 3 кВт, 230 В, кабель 3 м, ALBATROS (Италия)Индукционный: Легковой Установка для индукционного нагрева металла i-Ductor, 3 кВт, 230 В, кабель 3 м, ALBATROS (Италия) |
Стоимость: €2 080
Купить в наличии
| Установка индукционного нагрева металла EASY-DUCTOR, 1 кВт, 230 В, кабель 2,2 м, ALBATROS (Италия)Индукционный: Легковой Установка индукционного нагрева металла EASY-DUCTOR, 1 кВт, 230 В, кабель 2,2 м, ALBATROS (Италия) |
Стоимость: €1 129
Купить в наличии
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Время чтения:4мин.
Автомобилистам и мастерам, работающим с металлами, иногда требуется нагревать металлические предметы. Для этих целей удобно использовать прибор, который создает индукционное поле. Помещенные в такое поле металлы быстро нагреваются докрасна. Это позволяет выкрутить заржавевший болт, согнуть стальной прут, закалить лезвие или жало отвертки.





