Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию
Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
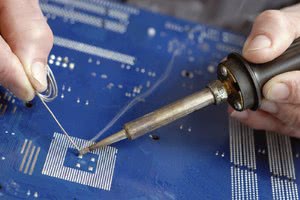 Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
https://youtube.com/watch?v=eatO_pK1IpU
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Выбираем канифоль и флюсы
Выбор флюса или канифоли зависит от того, какие материалы будут спаиваться:
- Луженые детали. В таком случае применяется жидкая канифоль. Заменить можно флюс-пастой, которая не высыхает и не требует удаления остатков. Канифоль гель имеет гелеобразную структуру, средство легко смывается водой.
- Работа с небольшими радиодеталями. Для этого подойдут активированные канифольные флюсы, например, ЛТИ-120. Положительными качествами обладает и Глицерин гидразиновая паста. Однако после использования этого средства детали нужно обезжиривать.
- Пайка железных, латунных и медных деталей маленьких размеров. Хорошо справляется с поставленной задачей Жидкая канифоль Люкс.
- Соединение массивных оцинкованных деталей. В таких случаях используют кислотные флюсы (ортофосфорную или паяльную кислоту, Фим). Кислотные составы работают быстро, поэтому металл не нужно долго нагревать.
- Пайка алюминиевых деталей. Чтобы спаять провода подобных типов, раньше обычно обрабатывали канифолью жало паяльника. Однако сейчас для работы с алюминием и медью используют флюс Ф-64, который обеспечивает хорошее сцепление металлов. Средство содержит ядовитые химические вещества, поэтому работать рекомендуется в проветриваемом помещении. Более безопасным считается флюс Ф-34, обладающий меньшей активностью.

Назначение прибора
Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы.
Мощность паяльника удобно подобрать с помощью простой таблицы:
|
Мощность, Вт |
Назначение пайки |
|
5-20 |
Транзисторы, диоды, микросхемы |
|
40-50 |
Распространенная работа по электромонтажу |
|
более 50 |
Пайка крупных деталей |
Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы.
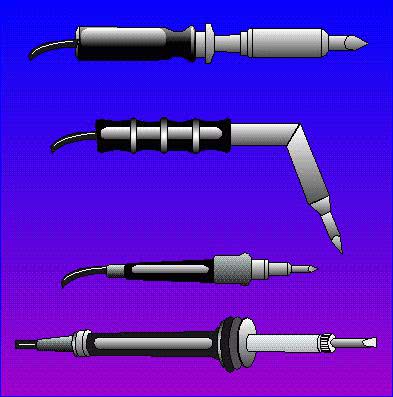
Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема.

Ошибка №6 Неправильный подбор флюса.

Почему
нельзя паять без флюса? Дело в том, что на любых деталях или проводах
присутствует, так называемая оксидная пленка, содержащая микроскопические
частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
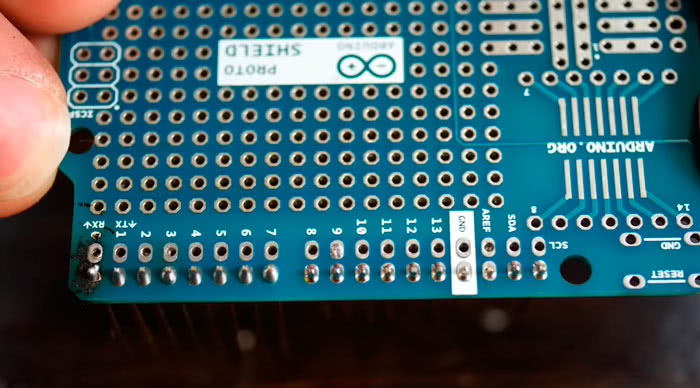
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.

Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.

Некоторые
советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от
нее лучше.

По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.

Это конечно
происходит не сразу, но через несколько месяцев место пайки может превратится в
кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы
несколько микрокапелек кислоты.
А она
проникает во все поры, и простое протирание тряпочкой не всегда спасает.
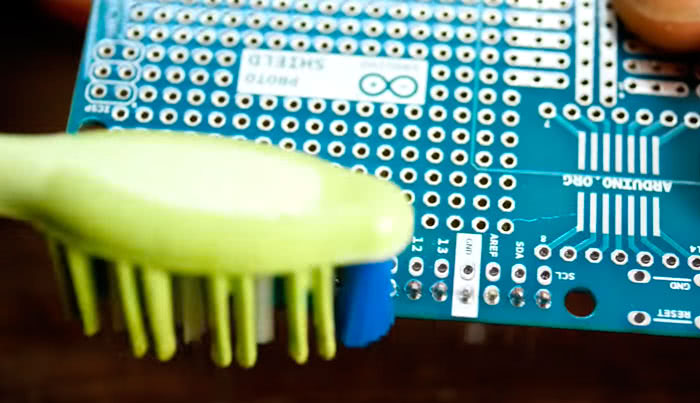
Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со
старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется
соскрябывать все это дело ножиком.
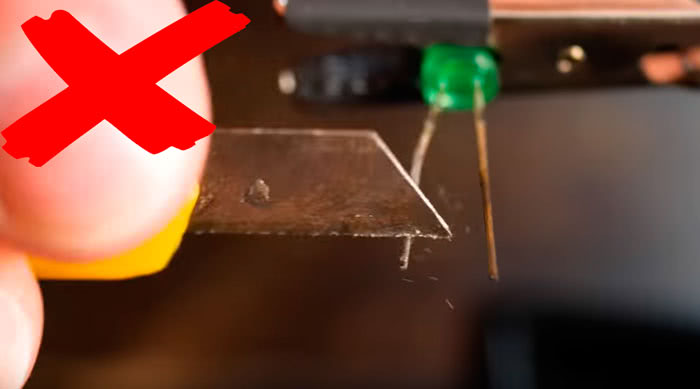
Профессионалы
советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
активные, содержащие кислоту
нейтральные
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами

Кислота
помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать
короткое замыкание.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением
Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Профилактика
Профилактика спаечной болезни заключается в своевременной выполнении хирургического вмешательства при острых заболеваниях органов брюшной полости, без грубых действий, без остановления тампонов (существуют показания для установки тампонов — не остановленное кровотечение, при раскрытии гнойника в брюшной полости), используют трубки из арективных материалов
Важное значение имеет санация брюшной полости, которую нужно проводить с помощью электроотсоса, щадящими способами и лишь в труднодоступных местах осушают тампонами.. После перенесенного перитонита больной должен длительного находится под наблюдением хирурга
Очень рано после операции необходимо стимулировать перистальтику кишок этому способствуют постановка перидурального катетера, ГБО, прозерин, гипертонические клизмы. Для предотвращения возникновения спаек предложено введение антикоагулянтов, новокаина, преднизолона с новокаином. Доказано положительное влияние внутрибрюшного влияния фибринолизина с гидрокортизоном. Однако все эти методы не надежны. Экспертиза нетрудоспособности. Спаечная болезнь снижает трудоспособность, вызывая у них какую либо инвалидизацию. После операции больных направляют на ВТЭК. Чаще снижение трудоспособности позволяет определить им 3 группу инвалидности. Больные должные переводится на работу с физическим напряжением. Травмы живота у больных со спаечной болезнь могут нередко приводить к разрыву кишок так как петли кишок фиксированы и не могут перемещаться при прямом ударе.
После перенесенного перитонита больной должен длительного находится под наблюдением хирурга. Очень рано после операции необходимо стимулировать перистальтику кишок этому способствуют постановка перидурального катетера, ГБО, прозерин, гипертонические клизмы. Для предотвращения возникновения спаек предложено введение антикоагулянтов, новокаина, преднизолона с новокаином. Доказано положительное влияние внутрибрюшного влияния фибринолизина с гидрокортизоном. Однако все эти методы не надежны. Экспертиза нетрудоспособности. Спаечная болезнь снижает трудоспособность, вызывая у них какую либо инвалидизацию. После операции больных направляют на ВТЭК. Чаще снижение трудоспособности позволяет определить им 3 группу инвалидности. Больные должные переводится на работу с физическим напряжением. Травмы живота у больных со спаечной болезнь могут нередко приводить к разрыву кишок так как петли кишок фиксированы и не могут перемещаться при прямом ударе.
Врачи
Джашиашвили Мэгги Джемаловна
КМН, врач гинеколог-эндокринолог, репродуктолог, специалист УЗД, зав. отделением гинекологии
Блациос Никос Дмитриос
Врач гинеколог-эндокринолог, специалист УЗД
Гришковец Игорь Александрович
Врач гинеколог-эндокринолог, специалист УЗД
Реут(Аверченко) Наталия Игоревна
Врач гинеколог-эндокринолог, специалист УЗД
Ягунова Ангелика Владиславовна
Врач гинеколог-эндокринолог, специалист УЗД
Петренко Елена Вячеславовна
Врач гинеколог-эндокринолог, специалист УЗД
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Пайка посуды или емкостей
Очень часть возникает необходимость в проведении паки посуды и других емкостей. Без подходящего паяльника провести работу можно только в случае, если отверстие имеет диаметр 6 мм. Среди особенностей проводимой процедуры отметим следующие моменты:
- В качестве припоя применяется ПОС60. Этот сплав характеризуется более привлекательными эксплуатационными характеристиками, создаваемая заплатка может выдерживать существенное механическое воздействие.
- Участок вокруг места дефекта зачищается. Рекомендуется создать поверхность, которая напоминает воронку.
- Обработка проводится при применении соляной кислоты. Она способна удалить все загрязнения с обрабатываемой поверхности.
- С обратной стороны рекомендуется разместить пластину, которая не даст вытекать припою. После застывания сплава пластина убирается.

Припой ПОС-60 1мм
Как и ранее, припой следует сделать стружкой, которая заполняет отверстие. После этого на проблемный участок нагревается при помощи лампы или другого источника тепла.
Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
Сварка полипропиленовых труб на стене. Как надёжно закрепить паяльник для труб?
Затем на трубу наносят метку, которая ставится на глубину плавления, плюс 2 мм. Берем паяльник и устанавливают на него насадки подходящего размера.
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
Как правильно припаивать?
Чтобы припаять два провода, следует для начала залудить паяльник и провода. Дело в том, что если проигнорировать эту процедуру, прибор просто не будет паять, так что крайне рекомендуется это сделать. Кстати, если у пользователя имеется в наличие паяльная станция, а не паяльник, то лужение не потребуется.
Как залудить паяльник?
- Для лужения паяльника следует взять напильник и приложить плашмя к срезу жала паяльника. Нужно точить жало, пока оно не станет гладким, плоским и блестящим.
- Разогретое жало следует погрузить в канифоль, а затем и в припой (обычно это олово). Припой почти не будет прилипать к жалу, поэтому следует после вышеописанной процедуры приложить жало к дощечке природного происхождения. Следует помнить, что доска ДСП для таких целей не подходит.
- Следует повторять эти манипуляции с жалом (погружение в канифоль — олово — приложение к дощечке), пока оно не станет полностью серебристым от припоя, равномерно его покрывающего. Это и называется «лужением» паяльника. Залудить паяльник не так трудно, так что выполнить эту процедуру сможет любой пользователь, даже тот, который раньше с паянием дела вообще не имел.
Как залудить провод?

Для начала надо снять изоляцию с провода. Снять надо именно настолько, чтобы в будущем хватило места для последующей пайки. Также следует контролировать процесс снятия изоляция, для того чтобы затем избежать коротких замыканий.
Конечно же, лудить провод намного проще. Дело в том, что под изоляцией у провода чистый металл, а не окисленный. Оголённый провод следует окунуть в уже упомянутую выше канифоль, приложив сверху него жало паяльника (предварительно разогретого). Затем следует вытащить провод из канифоли, после того как она начнёт плавиться и дымиться. Данная процедура нужна для того, чтобы расплавленная канифоль обволокла провод, а именно контактную его часть. Затем следует обогатить жало паяльника припоем, используя всё то же олово, то есть, коснувшись его, после чего нужно поднести жало к канифоли, облепившей провод.
Нельзя не упомянуть тот момент, что если провод будет медным и чистым, лужение произойдёт буквально сразу же. В том случае, если лужение не произошло с первого раза, требуется повторить процедуру, или же воспользоваться специальным веществом — паяльной пастой, которая является весьма действенным помощником в паяльном деле, учитывая тот факт, что с её помощью можно залудить даже железо.
Как правильно паять провод?

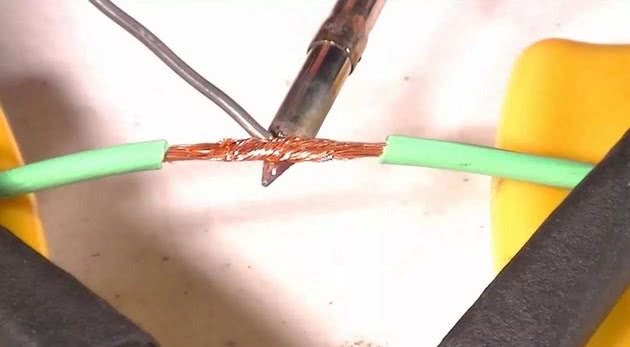
Сам процесс спаивания будет заключаться в том что надо будет просто поднести одну залуженную часть одного провода с залуженной частью другого. Затем к месту их контакта следует поднести раскалённое жало паяльника, которое предварительно должно было быть обогащено припоем. Припой должен хорошо и плотно обволакивать залуженные части припаиваемых проводов. Этому поспособствует канифоль, которая благотворно участвует и в этом процессе.
После того как провода оказались в расплавленном припое, следует постараться избежать любого шевеления, чтобы спаивание прошло успешно. Можно также слегка подуть на то место, где находится расплавленный припой, пока он из блестящего не станет тёмным, что будет свидетельством того, что пайка твердеет.
Вот, в принципе, и всё. Пользователь может гордиться проделанной работой, особенно в том случае, если это его первая пайка, и он сделал всё как надо, следуя вышеописанным советам.
Отпаять провода, кстати, тоже представляется возможным. Если вдруг пользователю понадобилось отпаять два провода, следует проделать ту же процедуру, только обратным методом. Нужно просто разогреть место пайки раскалённым жалом паяльника. Следует поднести жало к месту соединения проводов и расплавить затвердевший припой. После того как припой расплавится, то представить возможным просто разъединить спаянные ранее провода. Кстати, нельзя забывать, что во время распаивания жало паяльника также должно быть в канифоли.
Как пользоваться паяльником?
-
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
-
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
-
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
-
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
-
Остатки канифоли удаляются кисточкой, смоченной спиртом.
С применением фольги

После этого берётся полоска алюминиевой фольги, по длине соответствующая размеру соединяемого участка, и сворачивается в виде желобка (трубочки). При этом один из её концов плотно оборачивается вокруг проволоки и зажимается с помощью пассатижей.
Затем в получившийся желобок небольшими порциями засыпается тщательно измельченная сухая смесь из припоя и канифоли, после чего она нагревается на открытом огне. При расплавлении жидкий состав сначала заполняет все свободные полости, а затем постепенно остывает. По завершении процесса пайки с использованием этого метода остаётся только удалить фольгу.
https://youtube.com/watch?v=wU8gbpWN8NQ
Как паять кастрюлю
Сначала нужно основательно подготовить место пайки. Нужно убрать всю коррозию, используя для этих целей наждачную бумагу с напильником. Чистка продолжается до тех пор, пока не исчезнет ржавчина. В результате место пайки должно быть очищенным от грязи, жира и ржавчины.

Затем поверхность обезжиривается. Сделать это можно с помощью ацетона или бензина, а также растворителя. После обезжиривания металла, поверхность необходимо будет залудить, чтобы припой нормально к ней приставал. Для лужения поверхности необходимо сначала нанести на неё тонким слоем флюс, а затем поднести разогретый паяльник с оловом и втереть в него припой.

После этого можно уже наносить нужное количество припоя и закрывать им свищ. Если повреждение небольшое, также допускается использовать кусок проволоки или медную пластину, если свищ значительных размеров. Таким образом, пропаивается та часть эмалированной кастрюли, где имеется повреждение.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
Скрутки проводов
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.





