Типы оборудования
Простое производство становится причиной того, что и сами изделия в готовом виде стоят не так много. Технология основана на том, что оборудование протягивает стальной прокат, листового типа или скрученный в рулонную форму. Форма профиля в итоге определяется специальными вальцами, через которые изделие тоже проходит.
В производстве используют как ручные, так и полностью механизированные виды устройств. Доступ к оборудованию с каждой стороны упрощается, если помещения – светлые и просторные.
То, как сырьё хранится и производится, влияет на итоговое качество изделий. Поэтому недопустима высокая влажность и показатель температуры ниже +4 градусов.
Разматыватель
Основное назначение приспособления – подача в формовочную машину рулонной тонколистовой стали. Для управления используется автоматизированная система, как и с оборудованием других видов. Снабжаются собственной автоматикой. Благодаря этому синхронизируются друг с другом скорость прокатки металла и подачи металлической ленты. В этом процессе участвует и тормозное устройство.
Многоклетевой прокатный стан
Мало какая автоматизированная линия, связанная с профильными листами, обходится без такого оборудования. Устройство способствует появлению гофрированных поверхностей вместо гладких основ. Надо учитывать несколько нюансов, когда пользуются оборудованием данного класса:
- Металл прокатывают через вальцы специальной формы.
- Выбор параметров зависит от того, какой именно лист нужен заказчику в настоящий момент.
- Первая клеть – место, где начинается формирование изделия.
- Общее количество клетей на производстве определяется сложностью гофры.
Конструкция позволяет выделить гидравлические, либо пневматические типы оборудования.
Производство профнастила
В пневматических станках исходный материал вдавливают в матрицу с помощью пуансона, сохраняя высокое давление при обработке. Благодаря этому листы в итоге могут иметь следующие габариты:
- Длина до 2,5 метров.
- Угол гиба до 90 градусов.
- Толщина металла до 1,5 миллиметров.
Гидравлические формовочные машины действуют по такому же принципу, что и пневматические. Но эти устройства выигрывают у существующих аналогов по своей мощности. Они поддерживают автоматическую замену пуансонов и матриц в случае необходимости. При просмотре графической модели мастер выбирает, какие параметры профилированного листа его интересуют. Различается скорость, с которой осуществляется прокатка.
Другие механизмы
В рулонах приобретают листы стали, которые и становятся основным материалом для любого производства. Разворот основы упрощается при сохранении небольшой толщины. С такой работой справятся даже вручную. Другое дело – когда толщина значительная. Тогда станки требуется снабжать дополнительными приспособлениями, отвечающими за гибку.
Ручные либо механизированные приводы ставят на оборудование в зависимости от того, какая нужна производительность. Ручные станки, определённо, могут похвастаться более простыми конструкциями. Но вместе с тем они требуют значительных физических усилий, поэтому применять станки такого типа для крупного и постоянного производства проблематично.
Но с определёнными сложностями связано и применение полностью механизированных станков в домашних условиях. Ведь требуется наличие приспособлений, обеспечивающих нарезку изделий определённой длины. Обычные гильотинные ножницы для подобных операций не подходят.
У современных автоматов такие ножницы выполнены в форме прокатываемого профиля. Главное преимущество автоматического оборудования – оно не оставляет заусенцев на поверхности. Просечные ножницы устанавливаются, когда толщина металла становится значительной. Только благодаря этому обеспечивается идеальный гиб.
Стоит помнить об автоматической системе управления, без которой ни одна производственная линия не даст требуемого результата. Она управляет целым рядом важных факторов:
- Скорость прокатки.
- Количество профилей.
- Длина.
- Контроль.
- Индикация всех цепочек технологического процесса.
Линией можно управлять плавно, без резких скачков. Благодаря этому оборудование служит лучше, а изделия в итоге получаются качественными.
Станок для профнастила
Чертеж листогиба: знакомство и улучшение
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
- полностью автоматические линии.
https://youtube.com/watch?v=3jXhOKNGf_Y
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.
Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.
Related Posts via Categories
- Профлист для кровли – особенности выбора материала и советы по монтажу своими руками
- Сарай из профлиста – идеален для дач!
- Как выбрать профлист по таблице его несущей способности?
- Гофролист – универсальный материал для всех видов строительных работ
- Какой бывает ширина профлиста – особенности ее определения
- Окрашенный профлист – эстетически безупречный строительный материал
- Крепление профлиста к металлическим прогонам – чем и как это делают?
- Вес профлиста – считаем килограммы
- Цвет профлиста – какие бывают и как выбрать подходящий?
- Обшить дом профлистом – фото и руководство к действию
Что входит в линию производства
Виды производственных работ:
- Ручное;
- Полуавтоматическое;
- Автоматическое
Ручное производство используется только в условиях низкой производительности. Это достаточно простая система, она требует не денежных затрат, а физической силы. В большинстве случаев используется только один прокатный стол и 4 работника.
Из-за такого маленького объема производственной техники, работа осуществляется только с уже готовым профильным листом, его вручную разматывают и разрезают при помощи ножовок или ножниц по металлу. Окрашивают двумя слоями пульверизатором, используя краски для наружных работ. Такая линия производства профнастила достаточно выгодная в плане экономии, но стоимость такого материала, как и качество, несколько уступает обычному, изготовленному и окрашенному на станках.

Полуавтоматическая линия производства профнастила
Полуавтоматическое производство. Это полноценное оборудование, не требующая присутствия настройщика. Здесь есть прокатный стол с роликами, гильотинные ножницы ручного управления. Самый сложный и трудоемкий процесс требует ручного вмешательства – размотка стального рулона.
Автоматическое производство. Самый дорогой, но наиболее эффективный вариант. Используется полная автоматизированная линия, настройщик требуется только на предварительном этапе. Это полноценный производственный процесс, работа которого строго контролируется по ГОСТ, советуем отдавать предпочтение станкам из Германии, Италии, Швеции.

Автоматическая линия
Главный показатель разности – это производительность. Если автоматизированная линия за сутки или смену может изготавливать более 10000 листов, то ручным способом Вы сможете сделать не больше 400-500, но при этом потеряете много времени на размотку и самостоятельный монтаж валом, формирующих гофру, снятие листов и их упаковку. Оптимальным решением для стартапа будет приобретение полуавтоматической линии, у неё более быстрый срок окупаемости, она обходится дешево в обслуживании.
Структура производственных линий
Наличие следующих механизмов и приспособлений обеспечит бесперебойную работу с достаточными результатами:
- Механизмы для фиксации рулонов с листовой сталью. Разматывание тоже должно выполняться автоматически. Надо учитывать, что общий вес используемых рулонов может достигать 10 тонн. Манипулировать материалами сложно, если нет специальных приспособлений.
- Специализированные установки, регулирующие степень провисания заготовок между приёмной частью станков и механизмами разматывания. Ручной режим только замедляет процесс, а высокая скорость обработки здесь важна.
- Несколько групп рабочих валков, для повышения производительности и результативности. Ещё эти группы валков получили название «клетей». В составе автоматизированных линий для производства профлиста они выполняют различные функции. Основным остаётся загрузка листового материала в зону, где проводится обработка. Далее с изделиями проводятся рабочие операции, либо их выгружают из станка.
- Механизм привода. Главное – чтобы его мощности хватало для обеспечения всех технологических операций.
- Качественные устройства для резки, при использовании которых не появляется заусенцев и других подобных дефектов.
- Специальные отсеки у станков, куда складируются готовые изделия.
Для управления можно использовать автоматизированную систему, либо более простые приспособления. Но последние не способны обеспечить полную автоматизацию производственного процесса. Зато для управления можно приглашать даже мастеров, обладающих невысоким уровнем квалификации.
Некоторые самые простые виды станков можно изготовить собственными руками. Возможности оборудования в техническом плане будут ограничены, но его можно использовать, если толщина изделия нужна небольшая. Станки применяют и для производства оборудования, связанного с кровлей. Основой будет каркас, устанавливаемый на бетонном основании.
Достаточно заранее изучить все нюансы, чтобы организовать прибыльный бизнес по производству профлистов. Правильно принятые решения способствуют быстрой окупаемости, даже если вложения будут максимальными. Оборудование и его разновидности тоже влияют на результат. Многие производители отдают предпочтение полностью автоматизированным линиям, ведь они экономят массу времени. Останется только выбрать канал для сбыта продукции в готовом виде. Лучше провести небольшую рекламную кампанию, размещая информацию во всех средствах массовой информации. Рекомендуем посмотреть существующих производителей профнастила и произвести конкурентную разведку.
10.03.2020
Сколько нужно денег для старта бизнеса по производству металлических профилей
Окончательная цена производственной линии составляет 0,5-2 млн руб. Следует помнить, что при приобретении полуавтоматических станков получать продукцию различных форм и размеров не получится. Если вы не располагаете достаточными финансовыми средствами, рассмотрите вариант покупки оборудования б/у. Станки российского производства обходятся дешевле иностранных.
Для того чтобы оценить рентабельность предприятия, следует произвести некоторые расчеты. Для запуска бизнеса потребуются следующие вложения: оформление организации — 10 тыс. руб., закупка оборудования — 500-2000 тыс. руб., аренда и ремонт помещения — 200 тыс. руб.
Расходы, с которыми придется столкнуться
Если вы решились наладить производство профнастила и начать свою собственную предпринимательскую деятельность, то требуется подсчитать ожидаемые расходы.

1. На то, чтобы приобрести станок для производства профлиста, потребуется потратить порядка 650 тысяч рублей. Если вы планируете дальнейшее расширение, оборудование следует совершенствовать, поэтому и расходы впоследствии также будут немаленькими.
2. На аренду помещения будет уходить около 240 тысяч в год.
3. Для того чтобы выплачивать заработную плату сотрудникам, потребуется тратить порядка 360 тысяч рублей в год.
4. На рекламную деятельность потребуется выделять порядка 100 тысяч рублей.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
https://youtube.com/watch?v=z8Z676hTxm8
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.
А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.

Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина. Таким образом, собственноручно собранный станок для профнастила готов
Принцип его действия очень простой:
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
https://youtube.com/watch?v=T6D9C6nxu_8
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.

Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Финальные стадии производства

Станок для производства профлиста имеет основной элемент — прокатный стан. Под ним подразумевается рама, обладающая рабочими клетями. Они последовательно изгибают заготовку, формируя из нее профилированный настил. По своим характеристикам прокатный стан может различаться.
Поэтому к выбору оборудования потребуется подойти основательно. Стоит понимать, что такие элементы, как схема прокатки, число рабочих клетей и многие другие, являются достаточно важными. После того как процесс изготовления профлиста будет закончен, необходима резка продукта.
Для этого в самом конце прокатного стана имеются ножницы. По своей форме подобное устройство напоминает форму профилированного листа. В связи с этим удается выполнить разрез без образования заусенцев. Если для прокатного листа будет характерно наличие 19 рабочих клетей, и он будет использоваться для обработки толстого листа, необходимо использование просечных ножниц.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.
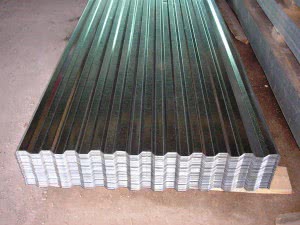
Профнастил: размеры листа и его виды
Профнастил — популярный кровельный материал, который представляет собой оцинкованный и гофрированный стальной лист, сверху которого нанесено специальное полимерное покрытие.
В зависимости от размеров, веса и производителя, могут разниться виды покрытия и другие параметры, которые в конечном итоге определяют выбор профнастила.
Учитывая широкое разнообразие товара на рынке, покупатели задаются вопросом: какой именно профнастил необходим для кровли? Подойдет ли для обшивки дома профнастил? Какие в принципе существуют размеры и маркировки? Мы ответим на вопросы и предоставим читателю информацию, которая будет иметь для него практическую пользу.
Маркировка и виды профнастила
Узнать основные характеристики данного строительного материала достаточно просто. Необходимо рассмотреть надписи, которые имеются на каждом листе — они одинаковы для всех производителей и стандартизированы под отечественный ГОСТ 24045-94.
Согласно с данным ГОСТом, принято выделять такие виды профнастила:
- Кровельный. Как правило, для таких листов используется маркировка «Н». Высота гофры — 35-44 мм. Профилированные листы могут использоваться как для установки новой кровли, так и для осуществления основательного ремонта старой. Благодаря жесткости и прочности, профлисты с маркировкой «Н» выдерживают большие нагрузки
- Стеновой. Высота гофры, как и в предыдущем случае, 35-44 мм. Стеновые профилированные листы маркируются буквой «С». Материал нашел широкое применение — его используют и для стеновых работ, и для создания разнообразных конструкций (гаражей, ангаров), и для возведения заборов и других заграждений. Профнастил «С» отличается высокой амортизационной устойчивостью и прочностью
- Смешанного типа. Для таких листов используется маркировка «НС». Следуя из этого, можно определить функциональное назначение таких профилированных листов. Они могут использоваться как для кровельных, так и для отделочных работ. Тем не менее, для отделочных и фасадных работ стоит выбирать только листы с маркировкой «С»
Важно: несмотря на разные виды маркировок, допускается использование профлистов не по определенному назначению. Например, профлисты «С» можно применять и в кровельных работах, однако при этом необходимо делать кровлю с большим уклоном, а обрешетка под профнастил должна быть очень плотной, если не сплошной
То же касается и кровельных листов — их можно использовать для установки заборов, но при этом необходимо монтировать дополнительные поперечные балки
Например, профлисты «С» можно применять и в кровельных работах, однако при этом необходимо делать кровлю с большим уклоном, а обрешетка под профнастил должна быть очень плотной, если не сплошной. То же касается и кровельных листов — их можно использовать для установки заборов, но при этом необходимо монтировать дополнительные поперечные балки.
Чтобы избежать подобных технологических усложнений строительного процесса, рекомендуется использовать листы только по назначению.
Процесс изготовления стана
Прежде чем начинать работы по изготовлению ручной линии производства профнастила, необходимо запастись следующим набором инструментов:
- Сварочный аппарат;
- Болты, гайки и швеллера;
- Металлические трубы и уголки;
- Петли и шарниры.
Все компоненты с легкостью можно найти в любом строительном магазине по сравнительной низкой цене
Однако прежде чем приступать к непосредственному изготовлению, важно хорошо разобраться со схемой, на основании которой и будет собираться станок
Подготовка заготовок
Конструкция самодельного листогиба состоит из нескольких элементов: основания устройства, прижима и пуансона, на котором будет крепиться ручка-рычаг. Сначала необходимо подготовить основание. Для этих целей лучше всего взять швеллер – легкий и, в тоже время, прочный металлический профиль, имеющий П-образную форму.
Длина такого основания – не более 500 мм для металла маркировкой №8, которая обозначает расстояние между внешними гранями швеллера. Аналогичный профиль должен выбираться и для изготовления прижима, однако здесь будет достаточно швеллера №5. При этом следует учитывать и тот факт, что прижим должен быть немного короче основания – хотя бы на 50-70 мм.
Крайне серьезно следует подойти и к выбору материала для пуансона – элемента конструкции, с помощью которого и будет осуществляться штамповка металла. Для него предпочтительнее выбирать металлический уголок №5. Из такого же уголка будут выполнены и щечки листогиба, представляющие собой боковые стороны изделия.
Далее, на расстоянии 30 мм от концов основания высверливаются два отверстия, диаметром около 8,5 мм. Именно в них впоследствии будут установлены винты струбцины для того, чтобы закрепить конструкцию.
Процесс сбора конструкции
Подготовив все компоненты, можно приступать и к непосредственному сбору изделия. Изначально и основание, и пуансон складываются воедино и зажимаются в тисках для того, чтобы избежать перекоса. Однако для того, чтобы облегчить дальнейшую установку крепежных элементов, по торцу пуансона рекомендуется снять фаску длиной около 30 мм и параметрами 7х45°.
Далее на ось пуансона необходимо надеть щечки, закрепить которые можно посредством сварки или с помощью нескольких саморезов. Однако прежде чем окончательно монтировать прижим, рекомендуется провести несколько пробных гибок тонкого листа металла. После этого, при необходимости, корректируется положение щечек, и они привариваются к торцам основания.
Как осуществить сборку
В процессе установки участвуют следующие компоненты:
- Струбцина – крепежный элемент, позволяющий надежно фиксировать листогиб на поверхности;
- Щечки, являющиеся ограничителем длины металла;
- Непосредственно основание;
- Металлический уголок, с помощью которого будет крепиться конструкция;
- Прижимная балка;
- Ось пуансона, с помощью которой будет осуществляться его движение;
- Сам пуансон.
Завершающий этап – стационарное крепление прижима, в котором рассверливаются отверстия размером около 8,5 мм. После этого прижим крепится к основанию болтами, а шероховатости спиливаются с помощью болгарки. Сделать это необходимо для того, чтобы избежать появления неровностей и шероховатостей на готовом изделии.
Виды станков для производства профлиста
Невысокая цена изделий достигается простотой производства. Технология заключается в протяжке стального проката (скрученного в рулон или листового) для придания формы через специальные вальцы, конфигурация которых определяет форму профиля.
Условия хранения сырья и размещения производства могут влиять на качество производимой продукции, поэтому на складе и в цеху не допускается высокая влажность и понижение температуры ниже +4 градусов.
https://youtube.com/watch?v=mOQhYNR7f8s
Механические станки
Ручной листогиб является самым простым станком для изготовления профлиста и имеет высокую популярность среди представителей малого бизнеса и в частных хозяйствах. Для открытия небольшой мастерской не потребуется больших капиталовложений. Оборудование для ручного производства возможно устанавливать непосредственно на строительных площадках. Правильно настроенный механический станок для изготовления профлиста позволяет работать со стальным прокатом как в листах, так и в рулонах толщиной от 0,4 мм до 0,6 мм, шириной 2 метра. Механический листогиб имеет ряд преимуществ:
- не требует электричества;
- компактность;
- можно менять количество волн;
- для обслуживания достаточно двух человек;
- позволяет изготавливать элементы кровли.
https://youtube.com/watch?v=xDgjcF2mDUI
Автоматизированные линии
В промышленном производстве профильного листа применяются автоматизированные линии полного цикла с высокой производительностью. Установка такого оборудования требует определенных условий:
- большое помещение не менее 100 м² с ровным бетонным полом и большими воротами;
- кран-балка;
- наличие электроэнергии 380 Вольт, допустимая мощность до 23 кВт;
- хорошие подъездные пути.
https://youtube.com/watch?v=h9EjVpVOs4g
В состав автоматизированной линии входит комплекс оборудования необходимого для производства:
- Разматыватель рулона — предназначен для разматывания и подачи оцинкованной стали из рулона на станок, а также для контроля провисания листа и синхронизации скорости подачи материала.
- Станок для прокатки профлиста (пневматический или гидравлический) — является основным механизмом линии, принимает сырье и при помощи вальцов, из плоского листа изготавливает профильный.
- Ножницы-гильотина с ножами, повторяющими профиль — отрезают лист до нужного размера, для жесткости крепят гильотину на станину, где установлен станок для изготовления профнастила.
- Приемное устройство — оборудовано автоматическим штабелером, обеспечивает прием готовой продукции и формирует пачки.
- Система, управляющая всеми процессами — связывает в единую сеть все механизмы и контролирует их работу.
Это интересно: как покрасить профнастил своими руками.
https://youtube.com/watch?v=vFiVSn-zj8k
Изготовление профнастила как бизнес
Инвестиции в приобретение станка для производства профнастила экономически оправданы. Строительство новых объектов, реконструкция старых, развитие инфраструктуры постоянно требуют качественных материалов. Рынок растет и развивается, спрос увеличивается.
В сфере изготовления стальных профильных листов очень высокая конкуренция и чтобы конкурировать на этом доходном рынке, необходимо не только использовать хорошее сырье и материалы, но и производить профнастил на качественном и обслуженном оборудовании. На настоящий момент, по мнению экспертов, рентабельность производства профильной стали составляет от 20 до 40%.
Специально для вас:
Обзор станков по изготовлению сетки-рабицы на рынке и как сделать станок своими руками
Электробур для земляных работ: преимущества современных устройств
Строительный уровень: как правильно пользоваться инструментом
Как сделать ручной бур для столбов под проделку отверстия
Как выбрать бензобур для земляных работ
Как сделать ручной бур для земли своими руками
Похожие записи:
 Литье алюминия в домашних условиях: изготовление форм, технологический процесс
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
 Как вырастить огромную змею из песка: увлекательный эксперимент
Как вырастить огромную змею из песка: увлекательный эксперимент
 Декор кружки: пошаговый мастер-класс по декору и оформлению кружки из полимерной глины, и стекла (фото обзор идей)
Декор кружки: пошаговый мастер-класс по декору и оформлению кружки из полимерной глины, и стекла (фото обзор идей)
 Бетонный пол в гараже своими руками
Бетонный пол в гараже своими руками
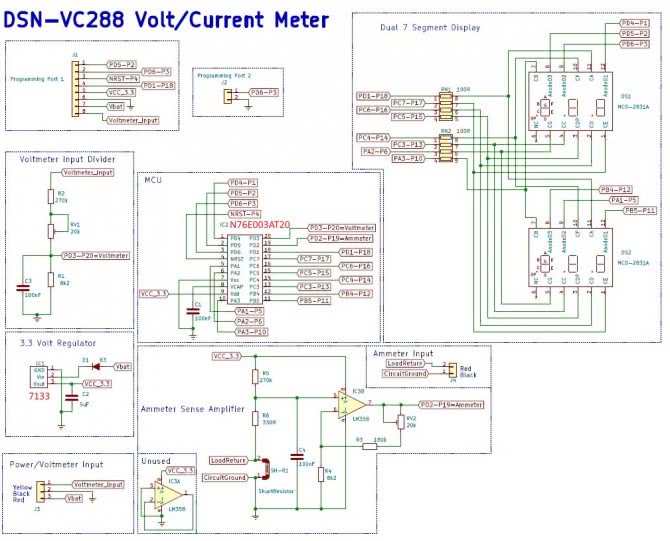 Подключение амперметра и вольтметра в сети постоянного и переменного тока
Подключение амперметра и вольтметра в сети постоянного и переменного тока
 Не включается приставка цифрового тв: что дальше?
Не включается приставка цифрового тв: что дальше?