Чертежи создания листогибочных станков
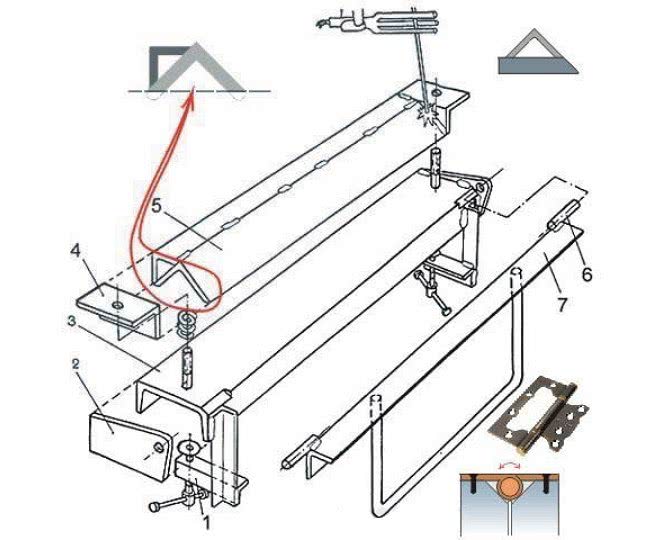
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.
Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.
Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.
Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.
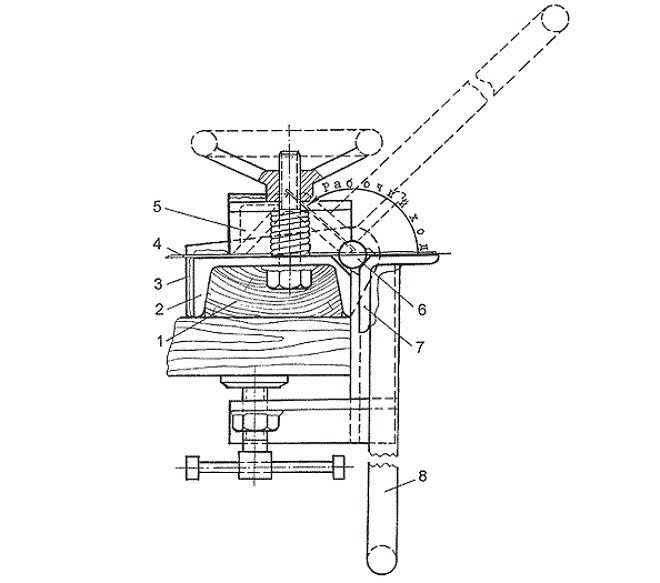
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.

Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
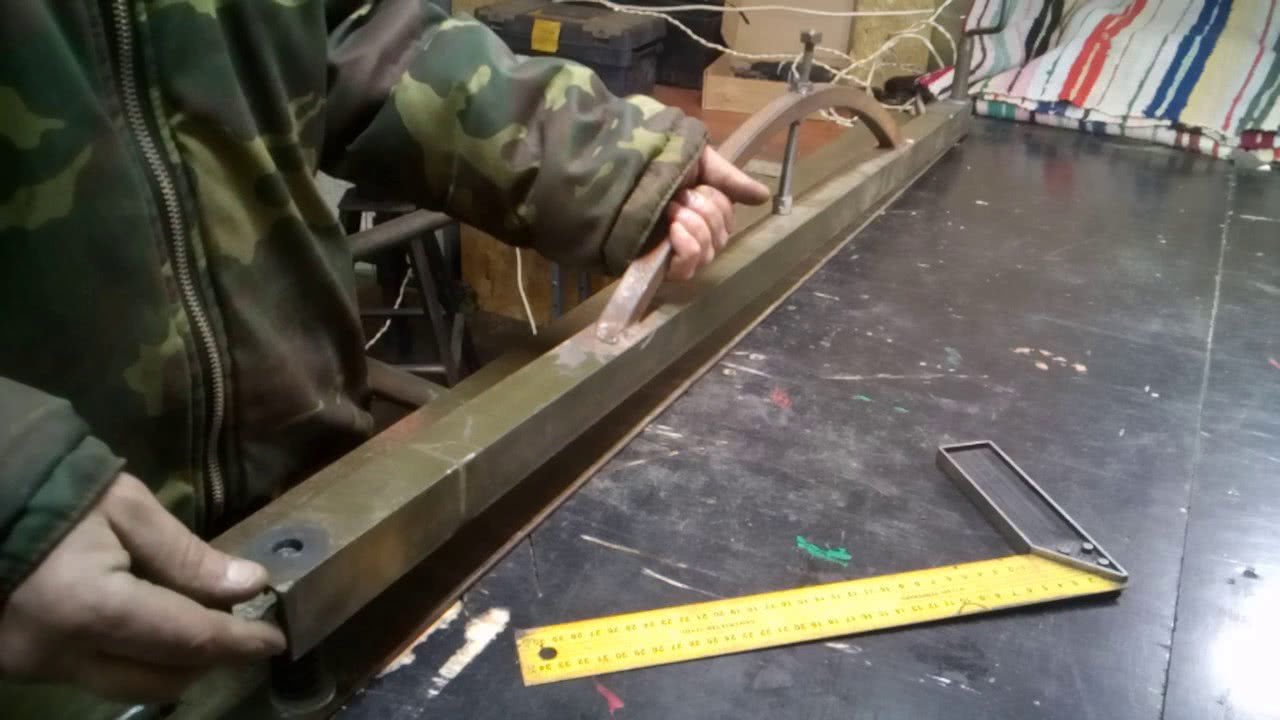
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
https://youtube.com/watch?v=-1P5hmWPl_Q
https://youtube.com/watch?v=8S5mD5bKOhg
https://youtube.com/watch?v=8-YYTn2FZmQ
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
|---|---|---|---|
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
Полезные ссылки по теме
Каталог справочник листогибочных валковых машин
Паспорта листогибочных валковых машин
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.

Устройство листогиба
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
https://youtube.com/watch?v=wYf7539XNcE
https://youtube.com/watch?v=qeO0eRM37UE
Это интересно: Гнутик для холодной ковки своими руками — чертежи, схемы
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла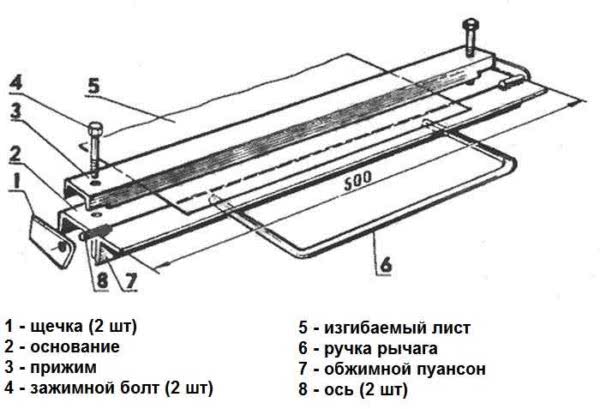 Листогиб — проекция сбоку
Листогиб — проекция сбоку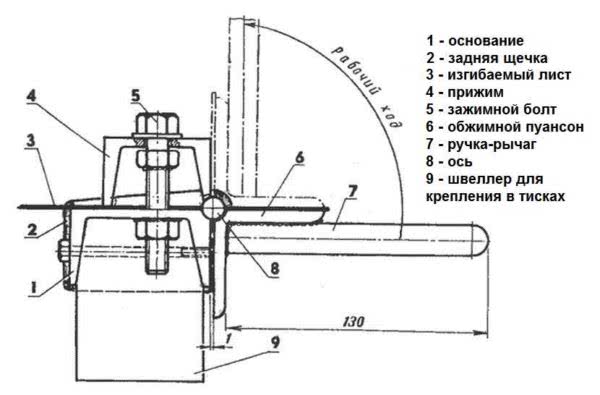 Другая модель
Другая модель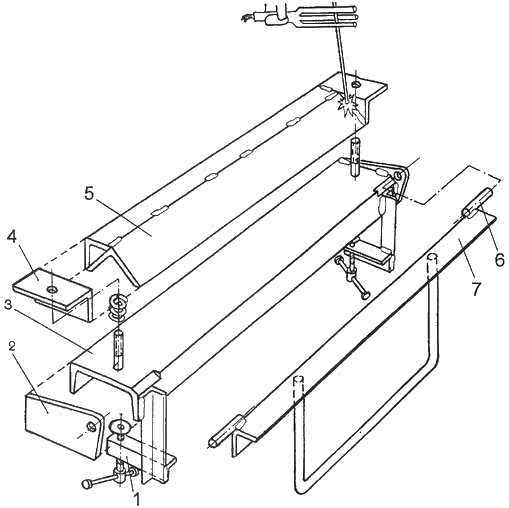
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Вырезаем выемки под петли
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли - К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.Такие укосины

Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
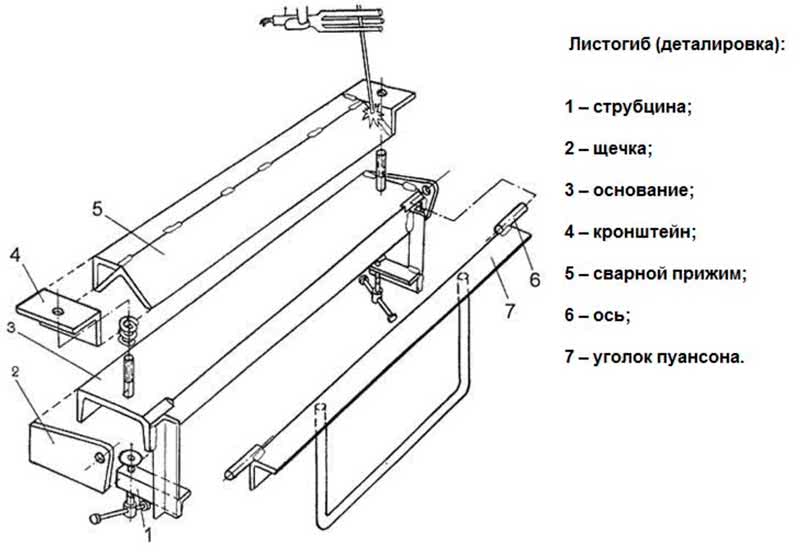
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.

Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.

WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.

- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Похожие записи:
 Смешарики своими руками: делаем вязаные крючком, шитые, сделанные из пластилина, шаров и конфет
Смешарики своими руками: делаем вязаные крючком, шитые, сделанные из пластилина, шаров и конфет
 Как сделать повер банк своими руками
Как сделать повер банк своими руками
 Как вынуть провода из соединительной колодки (фишки) электропроводки автомобиля
Как вынуть провода из соединительной колодки (фишки) электропроводки автомобиля
 Восстановление аккумулятора шуруповерта
Восстановление аккумулятора шуруповерта
 Изготовление оригинальной ручки для двери
Изготовление оригинальной ручки для двери
 Противоугонка для прицепа: выбираем лучшее устройство
Противоугонка для прицепа: выбираем лучшее устройство