Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
 На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
https://youtube.com/watch?v=RuGRXP1uDpo
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
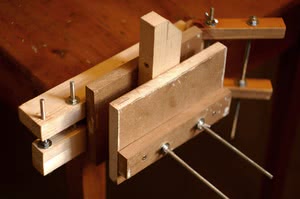
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Дополнительная информация
При выборе струбцин для сварочных работ следует особое внимание уделить используемым в конструкции прижима материалам. Для фиксации металлических заготовок предпочтение следует отдавать струбцинам с металлическими губками
Дело в том, что при сварке заготовок металл собираемой детали может разогреваться до покраснения. Если губки будут пластиковыми или резиновыми, они сразу же «поплывут».
Не следует ограничиваться заказом струбцины одного единственного размера. В закромах у опытного сборщика металлоконструкции каждый из типов струбцин представлен тремя, а то и четырьмя типовыми размерами.
Если сварочные работы проводятся в рамках серийного или массового производства, то следует отдавать предпочтение струбцинам заводского изготовления. Самодельные прижимы в этом случае не обеспечат высокой точности стыковки заготовок. Для единичного же домашнего использования опытные сварщики нередко используют самодельные струбцины. Среди таких прижимов встречаются и уникальные экземпляры, не имеющие аналогов на рынке промышленной продукции.
Назначение изделия
Приспособление используется для жесткого закрепления конструкций или отдельных деталей, чтобы приварить их под прямым углом. Состоит из основания или рамы, подвижной платформы, которая оснащена крепежными деталями: винтами или рычагами, при помощи которых регулируется прижатие заготовок. Благодаря подвижности основных деталей такое устройство надежно удерживает конструкции из металла, имеющие различные габариты.
Когда в наличие имеется несколько аналогичных струбцин, то можно легко сформировать любые сложные конструкции или простые рамы, например, для гаражных ворот, а затем проварить угловые соединения. Максимально допустимый диаметр детали до 400 мм, т. е. профильная труба 400х400 будет зажата прочно и ворота для въезда на загородный участок будут сварены точно под прямым углом баз досадных перекосов.
Изготавливаем струбцину в бытовых условиях
Несложно сделать сварочные приспособления самостоятельно в домашних условиях. Многие мастера считают, что различные приспособления, используемые для удобства выполнения сварочных работ, приобретенные в магазине, не отличаются необходимой надежностью. Их лучше изготавливать своими руками.
Для изготовления такого инструмента понадобятся следующие компоненты:
- стальной лист, толщина 9-11 мм;
- гайки – 3 штуки;
- шайба большого диаметра;
- трубопрокатная заготовка, которая должна иметь наружную резьбу, аналогичную резьбе гайки.

Инструкция по изготовлению
Схема изготовления струбцины в бытовых условиях выглядит приблизительно так:
- В первую очередь необходимо вырезать из металлического листа 3 полоски разной длины – 10, 25, 50 см, одинаковой ширины – 4 см.
- Далее подготавливаем 2 пластины прямоугольной формы, которые понадобятся для крепления подвижной детали, упора на статичном участке приспособления.
- Привариваем вспомогатель к основе струбцины. Соединив все перечисленные элементы должны получить Г-образную конструкцию.
- Следующий прямоугольный лист привариваем к меньшей стороне приспособления, шайбы свариваем вместе.
- К подвижному элементу конструкции прикладываем гайки (кладем их «на ребро»). При этом выкручиваемый стержень к основанию струбцины должен быть расположен параллельно.
- Сваривание осуществляется с внешней стороны первого листа прямоугольной формы. А подвижный механизм прикрепляется с внутренней стороны по краям.
- Крайняя стадия изготовления струбцины – привариваем шайбы плашмя к стержню.
Изготовление струбцины своими руками

Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
https://youtube.com/watch?v=WRdHDpZdO1A
https://youtube.com/watch?v=x2DDvTo1PNo
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
https://youtube.com/watch?v=oD3Bus0TVfU
Изготовление и сборка своими руками угловой струбцины из дерева

следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
https://youtube.com/watch?v=cHEvmwLDhIc
Угловая металлическая струбцина своими руками

бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
https://youtube.com/watch?v=D37pVZiu9O4
https://youtube.com/watch?v=7Tf2aL3wpTU
Струбцина углового типа
Угловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика.
Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов.
https://youtube.com/watch?v=uJIXS_bUraM
Конструкция угловой струбцины
Такие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º.
Особенностями устройств углового типа:
- прижимные губки изготавливаются большей толщины, благодаря чему увеличивается степень жесткости соединений деталей, сварочный шов при осуществлении сварки не выгибается;
- дополнительно используются медные прижимные винты, которые не допускают спайку резьбовых участков струбцины при попадании на них брызг расплавленного металла, соответственно увеличивают эксплуатационный период оборудования;
- для выполнения сварки электродами под установленными углами на участках стыковки изделий струбцина делает больше рабочую зону.
Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий.
https://youtube.com/watch?v=b7yKAlCoQjc
Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см.
На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры.
При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
- G-струбцины чаще всего используются для надежного закрепления металлических образцов, имеющих небольшую толщину.
- F-струбцины с регулируемым зажимным механизмом применяются при обработке металлических образцов большой толщины.
Быстрозажимные устройства могут монтироваться в гараже, мастерской, прочих помещениях на рабочих столах, имеющих ровную поверхность.
https://youtube.com/watch?v=KUUA9EklnC4
Угловые варные
Угловая струбцина для сварочных работ должна быть полностью металлической. Высокой точности фиксации деталей и стабильности (устойчивости) их позиционирования в данном случае не требуется: сварка не относится к точным работам, и достаточно пары-тройки прихватов, чтобы зажим можно было снимать и доваривать без него. Зато струбцина должна накладываться (или в нее вкладываться) на круглые и профильные трубы, а также на цельные профилированные длинномерные заготовки. «Нежный» зажим тоже ни к чему.
Исходя из этих соображений, лучший материал для станины сварочной струбцины – стальной уголок толщиной от 3 мм, поз. А на рис.:
Угловые зажимы для сварочно-паечных работ по металлу
Замыкание угла в треугольник поперечной стяжкой намного увеличит прочность струбцины, а добавив на поперечину еще пару зажимов, получим фиксатор для сваривания под углами 90 и 45 градусов, поз. Б. Зажимы однозначно винтовые: эксцентрик, во-первых, не удержит тяжелый длинномер; во-вторых, от нагрева в работе может просто-напросто испортиться.
Полезные советы и рекомендации по изготовлению
Перед началом работы нужно подготовить и освободить место. Желательно все операции проводить на верстаке, если его нет – на любой чистой и ровной поверхности. Чтобы контролировать положение деталей, можно использовать строительный угольник.
На металлических зажимах обязательно нужно убирать выпирающие участки сварочных швов. Их можно обточить с помощью болгарки, используя шлифовальный диск по металлу. Для изготовления этих приспособлений рекомендуется брать нержавеющую сталь. Если же применялась обычная, придется ее окрасить.
Составом покрываются все металлические элементы, за исключением подвижных частей – гайки и ходовой винт.
Желательно обеспечить в гараже или мастерской специальное место для хранения струбцин. Для этого подойдет ящик с инструментами или полка.
Конструкция

Существующие универсальные приспособления различаются формой, конструкционными размерами и методами использования.
Например, для обработки трубчатых элементов используется струбцина с углом загиба 90°, и без ее привлечения установить точно угол будет затруднительно.
Подобные зажимы различаются также шириной соединяемых трубопрокатных конструкций, кривизной рабочего угла.
Главными особенностями угловых прижимных агрегатов являются следующие факторы:
- толщина губок — чем толще последние, тем устойчивее зажимаются трубопрокатные элементы без выгиба и разлома сварного валика;
- материал прижимных винтов — разбрызгивание металла во время сварки приводит к нарушению работоспособности винтового элемента, поэтому последний устанавливаются омедненными;
- рабочая площадь тисков увеличивает зону действия электрода, установленного под определенным наклоном.
Структура углового фиксатора образована из подвижного и базового элементов. Регулировка степени сжатия выполняется винтом, установленным на подвижной плоскости.
Первый устанавливает зазор между прижимными пластинами и обрабатываемым элементом. Мобильность приспособления предполагает выполнение работы с элементами любых форм и длины.
Однако при выборе фиксатора или изготовления своими руками стоит определить виды выполняемых операций.
Требование обусловливается тем, что тиски G-образной формы приспособлены для сжатия деталей небольшой толщины, для удержания более крупных элементов следует использовать F-образную форму.
Основные разновидности струбцин для сварки труб
Приведем примеры устройств, наиболее популярных у современных сварщиков.
Стандартные струбцины.
Это устройство с простейшей конструкцией и точным механизмом. Оно позволяет быстро и точно закрепить в нужной конфигурации детали непосредственно перед сваркой.
Быстрозажимные струбцины.
Также быстро и сильно закрепляют детали. Изменение силы прижима элемента, как правило, обеспечивается изменением расстояния до системных отверстий.
Горизонтальная планка оснащена быстрозажимным механизмом. Она – так же как и вертикальная планка – может быть стандартной длины или иметь размеры согласно требованиям заказчика.
Профессиональные струбцины.
Профессиональные струбцины сложнее стандартных, так как должны быстро и точно фиксировать самые разнообразные сварочные элементы. Основным же преимуществом таких приспособлений считается легкость регулировки и простота демонтажа.
Некоторые профессиональные устройства выполняют из вороненого материала. Разные части таких изделий можно заказать и изготовить отдельно. Размеры могут быть как стандартные, так и индивидуальные. Высота горизонтальной планки профессиональной струбцины регулируется на крестовине с помощью фиксатора, а для регулировки зажима служит шестигранный ключ и внутренний шестигранник на ручке.
Струбцины с круглой трубкой.
Эта струбцина проста, удобна и долговечна. Предполагает возможность заказа горизонтальной и вертикальной планок нестандартной длины по требованию клиента. Наличие же сменной призмы позволяет использовать ее при работе с деталями из разных материалов.
Универсальные струбцины.
Универсальная струбцина представляет собой гибкую конструкцию, позволяющую надежно фиксировать взаимное расположение деталей под углами как 90°, так и 180°. Она совмещает в себе функциональные преимущества стандартных и подвижных устройств.

Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.

Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины
Для работы с деталями большой толщины следует применять F — струбцины.
Чертежи
Чертёж самодельной прямоугольной струбцины для сварочных работ обладает следующими её габаритами.
- Ходовая шпилька – болт М14.
- Вороток – арматура (без фигурных рёбер, простой гладкий прут) диаметром 12 мм.
- Внутренняя и наружная прижимные детали – профтруба от 20*40 до 30*60 мм.
- Ходовая полоса 5-миллиметровой стали – до 15 см, с шириной отрезка до 4 см приваривается к основной пластине.
- Длина каждой из сторон угла наружных губок – 20 см, внутренних – 15 см.
- Квадратный лист (или его половина в виде треугольника) – со стороной 20 см, под длину наружных губок струбцины. Если используется треугольник – его катеты по 20 см, прямой угол обязателен. Листовой отрезок не даёт раме нарушить свой прямой угол, это её усиление.
- Коробчатая сборка на конце полосы листовой стали направляет ход струбцины. Состоит из квадратных отрезков стали 4*4 см, к которой приварены стопорные гайки.
- Треугольные полосы, усиливающие подвижную часть, ввариваются с обеих сторон. Подбираются по размеру внутреннего свободного места, образованного прижимной губкой, со стороны ходового винта. К ней приваривается и ходовая гайка.
Итак, для изготовления прямоугольной струбцины нужны:
- лист стали толщиной 3-5 мм;
- отрезок профтрубы 20*40 или 30*60 см;
- шпилька М14, шайбы и гайки под неё;
- болты М12, шайбы и гайки под них (опционально).
В качестве инструментов используются такие.
- Сварочный аппарат, электроды. Защитная каска, задерживающая до 98% света электродуги, обязательна.
- Болгарка с отрезными дисками по металлу. Обязательно используйте защитный стальной чехол, закрывающий диск от разлёта искр.
- Перфоратор с переходной головкой под обычные свёрла по металлу или более малогабаритная электродрель. Нужны также свёрла диаметром меньше 12 мм.
- Шуруповёрт с насадкой-гайковёртом (опционально, зависит от предпочтений мастера). Можно применять и разводной ключ под болты с головкой до 30-40 мм – такими ключами пользуются, например, водопроводчики и газовики.
- Линейка-угольник (с прямым углом), строительный маркер. Выпускаются незасыхающие маркеры – на масляной основе.
- Резак для нарезания внутренней резьбы (М12). Используется, когда имеются цельные куски квадратной арматуры, а дополнительные гайки раздобыть не удалось.
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.
Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
https://youtube.com/watch?v=videoseries