Элементы самодельного устройства
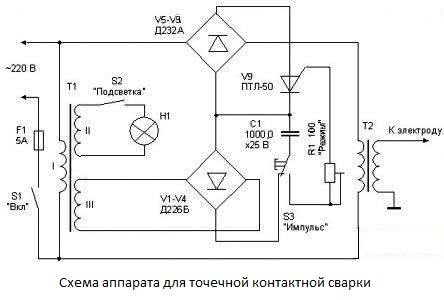
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
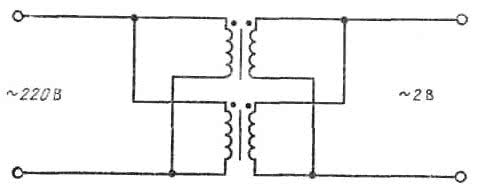
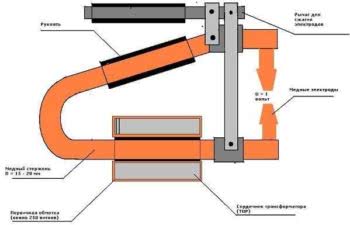
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.

При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
Простой способ рихтовки и сварки кузова
Понятно, что вопросом «сделать проще и дешевле» народ занимается долгое время. Способ «вытягивания» вмятин изобрели давным-давно. Дело довольно примитивное: вмятина выравнивалась специальным молотком обратного действия или с помощью лебедки и приваренного к кузову крепежного крючка.
Побочные эффекты такого народного творчества часто превышали само аварийное повреждение: во время приваривания крюка портилась дополнительно поверхность кузова. Но только в случае, если использовался обыкновенный классический сварочный аппарат.
 А вот если проводится сварка споттером, то качество рихтовки кузова на порядок выше. Начнем с того, что споттер – это специальный аппарат для производства сварки высокой точности. Это называется точечной сваркой.
А вот если проводится сварка споттером, то качество рихтовки кузова на порядок выше. Начнем с того, что споттер – это специальный аппарат для производства сварки высокой точности. Это называется точечной сваркой.
Если говорить о профессиональной качественной рихтовка кузова, без споттера не обойтись. А ведь можно сэкономить немалые деньги, не потеряв при этом качество ремонтных работ. Способ заключается в том, чтобы сделать споттер своими руками из сварочного аппарата. Заходим, читаем, разбираемся.
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
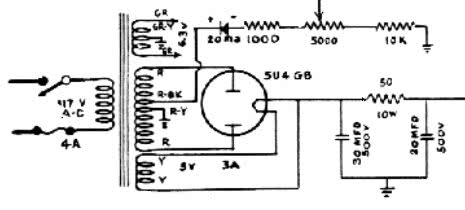
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Это интересно: Аргоновая сварка из инвертора — собираем своими руками
Виды контактной сварки
Электрическая контактная сварка подразделяется на несколько видов, в зависимости от характера сварного шва и ведения технологической операции:
Контактная точечная сварка — две плоскости соединяются отдельными, точечными касаниями равными по площади сечению электродов, которые одновременно работают на сжатие и являются источником тока. Может выполняться как двух, так и односторонняя контактная точечная сварка,
Рельефная — технология аналогична контактной сварке; но с отличием в конфигурации рабочего края. Для этого метода подготавливают выступы, форма и размер, которых и определяют сварное соединение;
Схема рельефной контактной сварки
Контактная шовная (роликовая) сварка — представляет собой цельный шов, состоящий из множества отдельных точек, Сила сжатия передается валками, через которые проходят сварные плоскости. В зависимости от скорости прохождения через валки и периодичности подачи тока, шов разделяется на: непрерывный, прерывистый и шаговый;
Контактная шовная сварка
Стыковая контактная сварка — позволяет соединить заготовки большого сечения и легированных сплавов, плохо поддающиеся свариванию. Зажатые в электродах–держателях, заготовки нагреваются и осевым смещением соединяются. Сварка таких поверхностей может происходить дополнительно с помощью трения.
Стыковая контактная сварка
Разновидности контактной сварки определяются узкой специализацией, и, соответственно конструкцией машин. Проводятся по методу сопротивления и оплавления (с нагревом и без). Метод сопротивления используется для малогабаритных деталей, с максимальной площадью сечения 200 мм². Контактная сварка методом оплавления способна прочно соединить более крупные изделия. Наиболее востребована контактная сварка:
- профлиста (строительные кровельные работы, декоративные);
- труб (для давления любой силы, для работы в агрессивных средах и т.д.);
- меди (ЖД рельс, автомобильном транспорте, элементов машин).
Характеристики контактной сварки
Для исключения деформации в свариваемых изделиях необходимо соблюдать требования «контактная точечная сварка ГОСТ 15878-79». Существует закономерность между размером электрода, силой и временем подаваемого тока, силой давления и толщиной свариваемого изделия. Обозначение контактной сварки на чертеже не указывает на методы и условия. Параметры приведены в таблице.
|
Толщина детали (мм) |
Размеры электродов (ММ) | Ток | t тока | F эл-ов | ||
| D | d3 | R | кА | сек | кг*с | |
|
0.5 |
12 | 4 | 25-50 | 5,5-6 | 0,08-0,1 | 120-180 |
| 1.0 | 12 | 5 | 75-100 | 7,5-8 | 0,12-0,16 |
250-300 |
|
1.5 |
16 | 7 | 100-150 | 10,5-11,5 | 0,16-0,22 | 400-500 |
| 2.0 | 20 | 8 | 100-150 | 13-15 | 0,18-0,24 |
600-700 |
|
3.0 |
25 | 10 | 150-200 | 20-22 | 0,24-0,3 |
900-1000 |
|
4.0 |
25 | 12 | 200-250 | 23-25 | 0,4-0,56 |
1300-1500 |
При этом область применения контактной сварки не ограничивается ни маркой стали, ни способами, которыми она будет проводиться.
Технология сварки
Контактная сварка очень практичный современный метод, но здесь важно учитывать временные интервалы при нагреве и охлаждении. Поэтому нагрев должен быть кратковременным и быстрым, ровно таким, чтобы при дополнительном механическом воздействии, произошло взаимодействие на молекулярном уровне
Контактная стыковая сварка может осуществляться спец электродами по окружности
Поэтому нагрев должен быть кратковременным и быстрым, ровно таким, чтобы при дополнительном механическом воздействии, произошло взаимодействие на молекулярном уровне. Контактная стыковая сварка может осуществляться спец электродами по окружности.
Быстрому отведению тепла способствуют низкие температуры, при которых проводится контактная сварка, поэтому желательно технологическую операцию проводить в теплом помещении, и, обеспечить медленное охлаждение, вне зависимости от того, какие виды контактной сварки применяются.
https://youtube.com/watch?v=S0PR5eEQR50
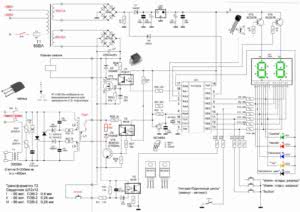
Контактная сварка своими руками с регулятором на микро-чипе PIC16F628
Контактная сварка своими руками — сварочный аппарат у меня в хозяйстве исправно работает уже несколько лет, прекрасно выполняет свою работу при сетевом напряжении 175-230v. В основном я его применяю в кузовном ремонте автомобиля, он свободно может сваривать металлические листы 1.2мм. Но это конечно для него не предел, мощность силового трансформатора позволяет варить листы металла гораздо большей толщины.
Технические характеристики силового трансформатора
Мощность 3500ВА, первичная обмотка рассчитанная на напряжение 220v — 230v оставлена такой, какой была сделана на заводе. Не было смысла ее перематывать, сечение провода позволяло оставить ее такой как есть.
— принять участие в обсуждении данной конструкции можно на этом ресурсе Chipmaker — Здесь есть авторские прошивки
Версия №1 (Здесь показана принципиальная схема с включенным в нее оптосимистором, рассчитанным для управления высоковольтной нагрузкой, в данном случае тиристором.)
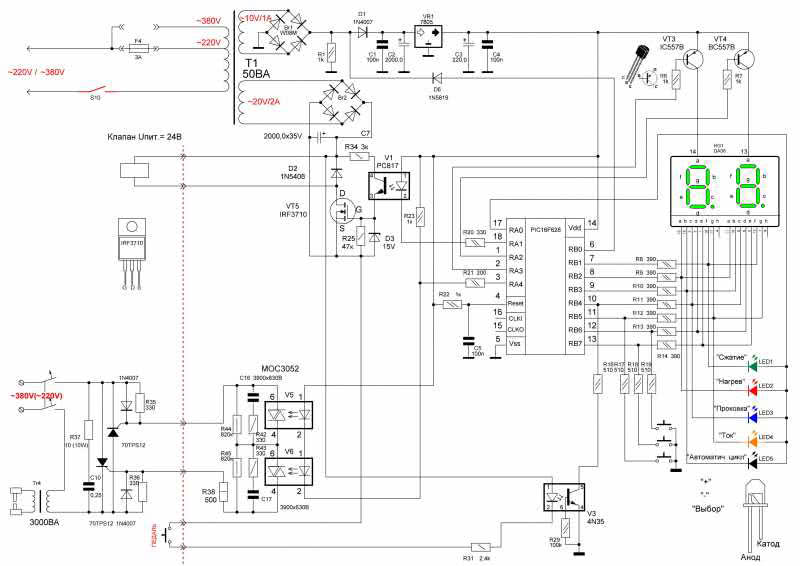
Здесь в архиве лежит принципиальная схема отличного качества, а также печатные платы.
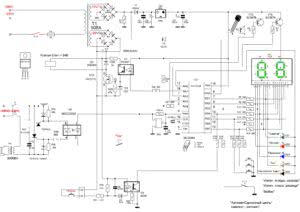
Скачать:Название файла: opto_new Размер: 499 KB Версия №2 (Принципиальная схема построенная несколько иначе, то есть управление тиристорами выполняется с помощью трансформатора.)
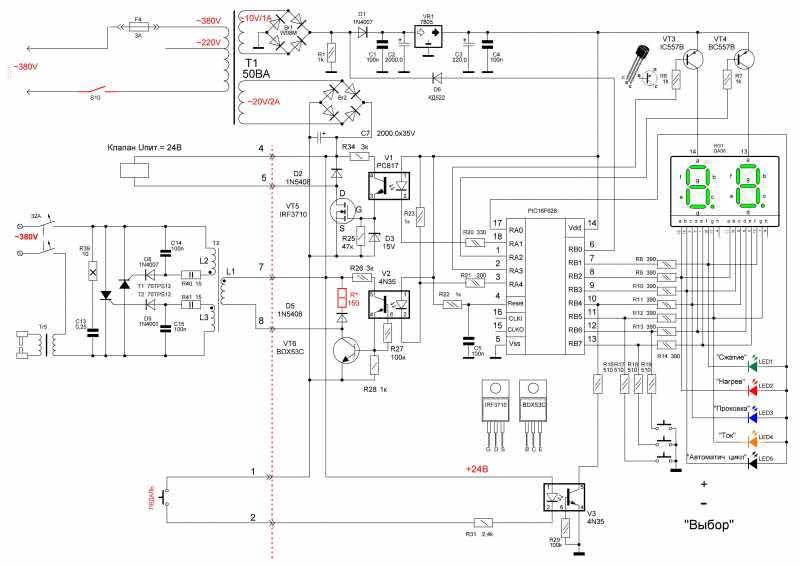
Ниже представлен архив, содержащий принципиальную схему отличного качества в комплекте с печатными платами.
Скачать:Название файла: trans_628_new Размер: 473 KB
Модуль управления тиристорами — это аналог заводского тиристорного контактора КТ-07. Контактная сварка своими руками, в которой был использован трансформатор импульсного действия. Для этой цели прекрасно подошел уже готовый транс от ненужного блока питания входящий в состав компьютера. В разборке сердечника ничего сложного нет, нужно всего лишь нагреть его мощным феном, а потом разъединить на две части. Схема надежная, много времени работает без каких либо проблем.
Картинка общего вида аппарата контактной сварки

Модернизированный модуль для контроля контактной сваркой







Основа для электродов выполнена из медных прутьев имеющими диаметр 30 мм и такой же длинны.



Приводной механизм для верхнего электрода — двигатель в сборе с редуктором имеющий зубчато-винтовую передачу, в народе называют попросту — червячная. Такой механизм применяется в конструкции кресла в зубо-протезных кабинетах, кстати мне очень повезло, так как он мне достался совсем дешево. Затрачиваемое время на прижатие составляет всего полторы секунды.

Модуль управления
Вот модуль управления мне пришлось заказывать на одном из промышленных предприятий, но зато все сделано качественно и профессионально. Затем без проблем был смонтирован на бывший в употреблении заводской сварочный аппарат, взамен релейного блока собранного на электровакуумных лампах. Тестировал это устройство высококвалифицированный сварщик с большим опытом работы на оборудовании такого типа. Ну сказать, что он был в восторге, так этого наверно будет мало — был просто восхищен четкой работой полуавтомата.






Параметры трансформатора: 50ВА 220В,380В/10Вх1А, 20Вх2А


Остальные картинки в количестве 51 шт. можно посмотреть в приложении: img_kontaktnaya-svarka
Предыдущая запись Ремонт синтезатора CASIO
Следующая запись Электронный выключатель схема
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
Сварочный аппарат хочет видеть практически каждый автолюбитель или просто человек, любящий проводить время за ремонтом либо созданием чего-либо. На рынке представлено большое разнообразие типов и моделей. «Что делать, если не хватает средств на приобретение сварочного аппарата?», — вопрос, всегда возникающий при мысли о покупке. Имея дома поломанную микроволновую печь, не спешите ее выбрасывать. Приложив немного усилий и времени из поломки можно сделать вполне работающий сварочный аппарат. Поговорим сегодня о том, как применяют трансформатор от микроволновки для сварки.
Сборка готовой конструкции
Перед монтажом наружной части контактного сварочного аппарата необходимо провести вторичную обмотку извлеченной катушки (несколько витков проводом с достаточным сечением). Далее ведут работу согласно инструкции, как сделать точечную сварку своими руками:
Следующим этапом готовят электроды, которые могут иметь самую различную конфигурацию. Зависит форма, размеры и диаметр наконечника от назначения сварочного агрегата, размеров и формы скрепляемых деталей.
При решении изготовить электроды своими руками, следует воспользоваться ГОСТами, которые регулируют все требуемые параметры. В случае отсутствия опыта работы на токарном станке детали для подачи электрических разрядов можно приобрести в магазине.
Готовые, отшлифованные электроды приваривают к выведенным проводам. При выводе проводов следует проверять качество и правильность прокладки рабочих кабелей (используя вольтметр). Особенно, актуален данный вопрос для усиленных трансформаторов.
При сборке трансформатора обязательно монтируют конденсаторы, а на корпус выводят кнопки регулировки скорости и времени подачи электрического разряда. Подобный принцип позволяет регулировать процесс сварки деталей, не допуская перегревания металла и образования грубых швов.
Обратите внимание!
- Штукатурка стен своими руками — как это сделать ровно и гладко? Учимся с экспертами с фото описанием!
-
Отопление в частном доме своими руками: как отопить дом, дачу и квартиру. Основы, нормы и правовое обеспечение
-
Монтаж сайдинга своими руками пошаговая инструкция как установить внешнюю ПВХ отделку
Следующий шаг – это монтаж и сборка корпуса. Электроды «одевают» в корпуса ручек-зажимов, позволяющих надежно фиксировать обрабатываемые поверхности.
Трансформатор также прячут в корпус, внутренняя поверхность которого обязательно обрабатывается антикоррозийным составом. Также наличие корпуса позволяет защитить центральную деталь от попадания пыли, искр, грязи и влаги.
Обработке антикоррозийными составами следует подвергнуть и все другие детали для сборки конструкции. Качество и срок эксплуатации изделия напрямую зависит от оптимального подхода к работе.
Окончательное формирование наружного контура зависит от пожеланий и умений мастера, его приспособленности к работе с инструментом (учитывается охват ладони, удобство удерживания аппарата в руке, общий вес конструкции и предполагаемая длительность проведения ремонтных работ). В работе поможет схема сборки точечной сварки из микроволновки своими руками.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.
Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
- друг напротив друга;
- параллельно.
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.

Устройство машины контактной стыковой сварки.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
- ручными;
- автоматическими.
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Похожие записи:
 Цвет #fffff0, цвет слоновой кости, ivory
Цвет #fffff0, цвет слоновой кости, ivory
 Как выбрать и пользоваться клеммниками wago для соединения проводов
Как выбрать и пользоваться клеммниками wago для соединения проводов
 Линолеум для кухни: разновидности и советы по выбору типа раскроя и фактуры, фото интерьеров
Линолеум для кухни: разновидности и советы по выбору типа раскроя и фактуры, фото интерьеров
 Как сделать реле времени для включения и выключения электроприборов своими руками
Как сделать реле времени для включения и выключения электроприборов своими руками
 Деревянное колесо своими руками
Деревянное колесо своими руками
 Делаем клеймо своими руками
Делаем клеймо своими руками