Для каких случаев пригодится ленточный конвейер своими руками
Любое хозяйство или производство, технологический цикл которого подразумевает перемещение сыпучих грузов на расстояние, необходимо обеспечить ленточным транспортером. Подобное устройство недорого обходится с точки зрения материальных вложений, но при этом увеличивает производительность труда при работе со стройматериалами – щебнем, песком, цементом, продуктами – сахаром, солью, крупами, сельхозпродуктами, подлежащими первичной и вторичной переработке, – зерновыми, бобовыми, комбикормами. Если на крупных производствах востребованы мощные установки заводского производства, то в личном хозяйстве вполне можно обойтись ленточным конвейером, изготовленным собственными руками и под конкретные параметры и продукты.
С чего начать работу над транспортером
Ленточный транспортер только тогда будет эффективно и безупречно работать, когда его создатели примут в расчет следующие параметры и условия:
- тип груза, размер и сыпучесть которого определяют ширину ленты и необходимость ее оснащения бортиками;
- расстояние между объектами загрузки и разгрузки, которое определяет длину ленты;
- способ загрузки сыпучих материалов на ленту;
- скорость перемещения грузов для обеспечения эффективной обработки или перевалки материалов;
- вариант крепления к редуктору.
Все эти условия станут решающими при разработке конструкции и выборе материалов для ленточного транспортера.
https://youtube.com/watch?v=mrSWblMSkvE
Способы изготовления
Транспортерные ленты представляют собой специальные элементы из резины или металла, которые двигаются по замкнутому кругу. С их помощью осуществляется процесс подачи деталей на различных предприятиях, откачка гноя на фермах и много других процедур.
Сделать самостоятельно такую ленту практически не возможно, так как требуется специальные механизмы. Одни из вариантов изготовления является использование подручных материалов, таких как линолеум.
Процесс монтажа транспортера из такой продукции можно разбить на несколько этапов:
1. Сначала производится формирование каркаса. Для этого предусматривают крепление специальных транспортных роликов, по которым и будет перемещаться лента. Для практичности изготавливать их можно как с металлических, так и с пластиковых труб, с последующим покрытием резиной или другим мягким материалом. 2. После этого производится крепление ленты на станок. Для этого вырезается лист из линолеума необходимой длины и ширины, а затем одевается на ролики. По завершению два противоположных конца соединяются в одно.

Холодная стыковка конвейерных лент
Стыковка конвейерной ленты методом холодной вулканизации проводится тогда, когда вулканизационный пресс отсутствует на предприятии. В этом случае оба конца двух лент будут скрепляться посредством особого клея с отвердителем. Собственно, сам клей наносят на торцы. После чего их накладывают друг на друга. Такой способ принято считать наиболее доступным и надежным. Однако при его выполнении следует избегать наличия пыли, а также большой влажности и низкой температуры в помещении, где проводится данный процесс.
Типы и применение конвейерной ленты
Резинотканевые конвейерные ленты применяются на конвейерах с плоскими (или желобчатыми) роликоопорами при транспортировке, как штучных и кусковых грузов, так и сыпучих материалов. Стандартная лента имеет ширину полотна до 1600 мм и длину 95-100 м. Лента изготовлена из синтетической ткани специальной обработки, которая обеспечивает высокую прочность каркаса ленты. В зависимости от нагрузки и условий эксплуатации, вы может выбрать ленту из следующих видов:
- Лента общего назначения
- Лента морозостойкая
- Лента теплостойкая
- Лента трудновоспламеняющаяся (для использования на угольных шахтах)
- Лента трудновоспламеняющаяся морозостойкая
- Лента пищевая
Читать также: Как выкрутить слизанную звездочку
Три главные способа соединения конвейерных лент:
- Механический способ
- Холодный способ
- Метод горячей вулканизации
-
Механический способ соединения (стыковки)
Стыковка конвейерных лент механическим способом – самый быстрый и доступный способ соединения конвейерных и транспортерных лент. Данное соединение подходит для любых лент, кроме тросовых. Соединение производится при помощи специальных соединительных замков.
Холодный способ соединения
Ещё одним доступным и довольно распространенным способом соединения транспортерной и конвейерных лент является холодная вулканизация (склейка). Для холодной вулканизации обычно используется двухкомпонентный клей, а выполняется эта работа специалистами определенной квалификации, так как при выполнении склейки необходима послойная разделка ленты. Если сравнивать данный метод с методом горячей вулканизации, то холодная склейка менее трудоемкий процесс, но и срок эксплуатации стыка немного короче, чем у горячего соединения.
Метод горячей вулканизации
Горячую вулканизацию конвейерных лент можно выполнить только с помощью специального оборудования — вулканизационного пресса. Этот метод является самым эффективным методом соединения конвейерной ленты и практически не отличается заводских условий технологии производства ленты на конвейерной линии. Прочность данного соединения ленты составляет примерно 98% от прочности самой ленты. Данный метод стыковки можно проводить как на конвейере, так и в сервисных мастерских в стационарных условиях.
Применение конвейерной ленты
Являясь элементами различного назначения конвейеров, конвейерные (транспортерные) ленты используются практически во всех отраслях народного хозяйства. При правильном выборе поставщика и производителя конвейерной ленты, вы надолго обеспечите качественный и беспрерывный процесс на вашем производстве.
Конвейерные механизмы получили весьма широкое распространение, устанавливаются для транспортировки грузов и изделий на определенное расстояние. При этом конвейерная лента может стать площадкой, на которой проводится обработка изделия. Выделяют три основных способа соединения конвейерных лент, все они характеризуются своими определенными особенностями. Работа по стыковке изделий часто проводится в случае появления механического дефекта или при добавлении секций при увеличении протяженности конвейера.
https://youtube.com/watch?v=QnTLfob3_jk
https://youtube.com/watch?v=D9ajemZKndc
https://youtube.com/watch?v=SzXE-Gu2Bik
Из каких основных частей состоит ленточный конвейер
Как только определены основные рабочие условия, следует приступить к подбору компонентов будущего конвейера. В состав транспортера входят:
- электрический привод, который должен быть 3-фазным;
- барабан привода, который вращается двигателем и тем самым приводит в движение ленту транспортера. В зависимости от вида груза и скорости движения, а также способа загрузки лента может быть плоской, а может быть с бортиками, предотвращающими выпадение материалов при транспортировке;
- барабан натяжения, отвечающий за отсутствие провисания полотна и направление движения;
- роликовые опоры, которые удерживают и помогают осуществлять движение ленточного транспортера;
- каркас, изготавливаемый из профилей или труб со сварными или резьбовыми соединениями и достаточной прочностью, рассчитываемой из веса перемещаемых грузов в один момент времени;
- преобразователь частоты, определяющий скорость движения ленты;
- транспортер, полотно которого стоит подбирать исходя из прочности материала, а потому желательно выбирать прорезиненные или синтетические ткани;
- пульт управления для осуществления дистанционного включения, отключения, задания режимов работы.
Безусловно, понадобится выполнить расчеты по весовым нагрузкам, технологической скорости движения ленты, чтобы конвейер собственного производства был надежен и долговечен.
Особенности и сложности транспортеров, о которых надо знать
При всей своей конструктивной простоте ленточный конвейер своими руками может иметь ряд недостатков, о которых следует помнить для их недопущения на стадии конструирования и изготовления:
- регулировка скорости. Следует учитывать технологические нагрузки, а также то, что при замедлении движения транспортерная лента будет испытывать большую силу трения, что приведет к быстрому износу полотна;
- роликовые направляющие могут прогибаться при больших нагрузках и тем самым снижать скорость перемещения, потому необходимо выбирать материалы и предельно допустимую нагрузку с учетом технических параметров роликов;
- для гарантии доставки грузов в том объеме, в котором они были загружены на транспортер, необходимо предусмотреть ленту с желобом или проектировать ее с бортиками;
- во избежание чрезвычайного прогибания всей конструкции в целом при полной загрузке, стоит предусмотреть укрепление каркаса по оси.
Если задача по расчету, проектированию, изготовлению ленточного конвейера своими руками вам показалась слишком сложной, обращайтесь в нашу компанию за транспортёром, изготовленном в заводских условиях.
Источник
Характеристики ленточных транспортеров
Характеристики ленточных транспортеров на элеваторе
- Применяется оцинкованный, крашеный короб. Длиной секция короба может быть до трех метров. Корпуса головной, хвостовой части и короба — герметичны. Основание ленточного транспортера имеет втулки, сделанные из антистатического материала. Они установлены в пазах, с учетом возможного расширения металла. В работе транспортера применяется износоустойчивая лента. Также возможен комплект датчиков. При наличии дополнительных бортов, на ленточном транспортере могут быть установлены прямые или желобные роликовые опоры.
- Основными двигателями рабочего процесса ленточного транспортера являются приводы. Они установлены в барабанах, по которым движется лента. Приводные и не приводные барабаны являются основным оборудованием ленточного транспортера. Возможны варианты. Барабаны с одной консолью вала, предназначенной для соединения с приводом. Или с двумя консолями, симметрично расположенными относительно оси ленточного транспортера, соединяющих, соответственно, уже два приводных механизма. При этом мощность двух одновременно работающих приводов равна половине мощности барабана. Барабаны с двумя консолями на ленточном транспортере предназначены для дублированных приводных механизмов. Это позволяет одному приводу работать, а другому быть запасным — на подстраховке. И каждый механизм рассчитан так, чтобы передавать барабану максимальную мощность.
- На выпуклых участках ленточного транспортера вместо нижних роликовых опор используются неприводные барабаны. Также они используются в головной и хвостовой частях транспортера, как отклоняющие барабаны.
Технические характеристики ленточных конвейеров
| Ширина ленты, мм | Скорость движения ленты, м/сек. | Производительность, м3/сек | Момент крутящий, н/м | Мощность привода, кВт |
| 400 | 0,5-2,0 | 45-160 | 360-5200 | до 45 |
| 500 | 0,63-2,0 | 63-200 | 360-6800 | до 45 |
| 650 | 0,8-3,15 | 128-504 | 360-10000 | до 45 |
| 800 | 0,8-3,5 | 195-980 | 1200-34000 | до 165 |
| 1000 | 1,0-3,5 | 400-1200 | 1200-53000 | до 480 |
| 1200 | 1,0-3,5 | 580-2300 | 1050-53000 | до 750 |
| 1400 | 1,0-3,15 | 630-2450 | 1550-53000 | до 750 |
Мобильный конвейер для загрузки дров в прицеп
https://youtube.com/watch?v=kWsUem33_ro
Список материалов:
— бензиновый мотор 3 л.с. (для карта или подобный); — профильные трубы, пластины, листовая сталь; — болты, гайки, шайбы; — небольшая ручная лебедка; — готовая лента для конвейера или материал для изготовления; — подходящие колесики; — цепная передача; — резьбовые стержни; — подшипники в корпусах.
Процесс изготовления самоделки:
Шаг первый. Валы конвейера
Первым делом изготовим валы конвейера, это ролики, на которых будет вращаться лента. В качестве основы используем круглую трубу подходящего диаметра. Торцы труб нужно заварить шайбами, их автор выточил сам на токарном станке. В центре шайб сверлится отверстия под валы, вставляем в колеса кругляк и хорошо все провариваем. В завершении автор обработал детали на токарном станке, получились два отличных ролика. Вращаться оси будут на подшипниках в корпусах.
Шаг третий. Рама и натяжительный узел
Собираем раму для конвейера, отличным материалом для таких целей являются профильные трубы, они относительно легкие и крепкие. Конструкция рамы не сложная.
На раме должен быть натяжительный узел, на который устанавливается ведомый ролик. Этот натяжительный узел представляет собой телескоп в виде кусков труб разного диаметра, одна труба заходит в другую. Фиксируется телескоп при помощи винтов и приваренных гаек. Натяжение происходит за счет резьбовых стержней и гаек, вваренных в торцы труб.
Шаг четвертый. Подъемный узел и колеса
Рама конвейера должна иметь возможность регулировки по углу, чтобы можно было грузить дрова в разные по высоте прицепы. К раме крепятся шарнирно ножки в виде буквы «V», внизу шарнирно соединенных ножек находится ось с колесами. При смыкании ножек конвейер поднимается и наоборот. Для регулировки конвейера автор приспособил небольшую ручную лебедку.
Для установки конвейера автор также сделал складные ножки из профильных труб, не забываем сделать и прицепное для транспортировки конвейера трактором или автомобилем.
Шаг пятый. Мотор
Привариваем из толстой листовой стали крепеж для двигателя, мотор автор использовал мощностью 3 лошадиные силы, такие двигатели используют для картов. Мотор оснащен центробежным сцеплением и на выходе выдает неплохой крутящий момент.
Ставим над двигателем также бензобак, чтобы бензин самотеком попадал в карбюратор. Для регулировки оборотов мотора делаем ручку, которая может фиксироваться в нужном положении. Благодаря такому управлению можно настраивать нужные обороты конвейера.
Шаг седьмой. Желоб и сборка
Делаем желоб для станка, тут подойдет оцинкованная листовая сталь или другой листовой материал. Автор выгнул желоба при помощи листогибочного станка. Полученные желоба приклеиваем к раме и скрепляем при помощи заклепочного пистолета.
После покраски всех узлов можно собрать конвейер, на него остается установить ленту. Сделать такую ленту можно самому или можно купить готовую.
Машина готова, можно отправляться в лес. Автор устанавливает конвейер в нужном месте, а в его начале ставит дробилку для палок. Запускаем мотор и устанавливаем желаемые обороты ленты. Можно дробить дрова, они отправляются прямиком в прицеп. Теперь собирать дрова стало одно удовольствие, бензопилой можно и вовсе не работать. С такими полезными машинами можно очищать целые территории от ветвей и валежника.
На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Источник
https://youtube.com/watch?v=KkPjwx8RMdo
https://youtube.com/watch?v=PVwoYBNpA_0
Типы изделий
Встречаются самые различные конвейерные ролики, которые могут устанавливаться на подобном оборудовании. Основными видами назовем следующие ролики для конвейеров:
Довольно большое распространение получили резиновые ролики для конвейеров. Это связано с тем, что применяемые материалы при изготовлении характеризуются относительно невысокой стоимостью. Резина характеризуется высокими амортизирующими свойствами, за счет чего происходит эффективное гашение вибрации. В каком виде проводится выпуск изделия во многом зависит от применяемых стандартов в ГОСТ. Транспортерные конвейерные детали при этом должны обладать весьма высокой износоустойчивостью, а также определенными размерами, которые также стандартизированы в ГОСТ.

Классификация изделия также проводится по разновидности подшипниковых щек. Выделяют три типа:
Также выделяют несколько различных конвейерных изделий, которые отличаются по степени точности. Примером можно назвать:

Деталь следует при эксплуатации смазывать. По этому типу выделяют три различные группы:
Подобная классификация должна учитываться при выборе наиболее подходящего изделия. Не стоит забывать о том, что для смазывания механизма требуется определенное смазывающее вещество, которое должно обладать определенной вязкостью и смазывающими свойствами.
Способы транспортировки сыпучих материалов

Здравствуйте уважаемые читатели и подписчики Блога Андрея Ноака! Сегодня мы поговорим о том как осуществляется транспортировка сыпучих материалов на производстве и рассмотрим ТОП 5 самых распространенных способов, с их преимуществами и недостатками. А чтобы было все более наглядно понятно, возьмем за основу деревообработку, ведь и блог у нас о деревообработке! Хотя данный материал конечно же будет полезен и в других отраслях. Ведь каждый специалист на производстве понимает что эффективные решения залог успеха!
Итак, почему не устанавливают для транспортировки мелкой древесной пыли скребковый транспортер, или для перемещения щепы вентилятор? Оказывается сухая древесная пыль легко забивает скребковый транспортер и при этом такой транспортер при эксплуатации будет хорошо пылить.
А вот технологическая щепа как правило имеет достаточно большие размеры и начальную влажность более 30%, поэтому пневмотранспорту требуются значительные дополнительные мощности и соответственно большие энергозатраты для перемещения такого материала.
В деревообработке для получения готовой продукции очень часто используют измельченную древесину:
- Щепа технологическая.
- Опилки.
- Отсев.
- Древесная пыль.
- Шлифовальная пыль (пыль с примесью абразива).
- Специально подготовленная стружка.
К продукции из измельченной древесины можно отнести жидкое дерево, МДФ, ДСП, пеллет, евродрова и брикеты, а также многое другое. При этом на предприятиях применяются различные способы транспортировки этой самой измельченной древесины. И во многих случаях способ транспортировки является не всегда самым эффективным.
О выборе конвейерных лент
Конвейерная или транспортерная лента подбирается в зависимости от типа производства. В большинстве случаев на производства используется лента ПВХ общетехнического или пищевого применения и только в некоторых случаях, обусловленных широкими температурными диапазонами или серьезными механическими нагрузками используются ленты других типов.
Например, в хлебо-булочном производстве, где процесс выпечки происходит при высокой температуре используются печные транспортерные сетки, либо тефлоновые тонкие транспортерные ленты. На открытом воздухе, например, при транспортировании гравия, песка и прочих сыпучих материалов, в строительных работах, на асфальтовых заводах, в открытых площадках при погрузочных работах следует применять резинотканевую ленту. В производствах рыбных, мясных, кондитерских применяется специальный тип транспортерных лент из ПВХ и ПУ-композиций одно- и многослойных.
Как правило, многие фирмы, торгующие конвейерными лентами, имеют каталоги производителей, где есть подборка до 200-типов конвейерных лент для различных производств.
Для выбора наиболее оптимального типа конвейерной ленты строго необходимо придерживаться подходящих технических данных, согласованных с каталогами производителей конвейерных лент.
Преимущества и недостатки ленточных транспортеров
Ленточные транспортеры и их преимущества
- Ленточные транспортеры зарекомендовали себя как надежный способ перемещения стружки. Ведь ломаться здесь практически нечему, только привод и ролики. Срок службы ленточного транспортера в деревообработке может достигать 15 лет. Обслуживание транспортера заключается в периодическом осмотре и смазке подшипников.
- Простота конструкции и небольшое количество металла позволяют устанавливать его с меньшими затратами на опоры.
- Возможность установки крышки на такие транспортеры позволяют эксплуатировать их на улице к примеру при подаче стружки из цеха в цех.
- Малый шум от работы, поверьте, на производстве это ценится.
- Хорошая производительность такого транспортера при малых габаритах достигается за счет большой скорости передвижения ленты.
- Свою популярность такие транспортеры получили при транспортировке специальной резанной стружки (они ее не ломают) и влажной и тяжелой щепы, так как пневмотранспорту требуется больше мощности, а скребковые транспортеры и шнеки могут забиваться. А вот транспортировка сухой легкой древесной пыли сопровождается огромным количеством загрязнения.
Недостатки ленточных транспортеров
- Часто специалисты жалуются на некачественное соединение швов. Существует несколько видов соединения швов, это так называемые крокодилы и склейка ленты. Более качественным, сложным и длительным по времени (до 3-х дней, в зависимости от клея) является склеивание ленты — такое соединение может прослужить 3-5 лет. А вот соединение крокодилом хоть и занимает по времени 30 минут, прослужит около 1 года.
- При износе ленты на нее начинает налипать древесная стружка, что приводит к повышенному загрязнению.
- Ленточные транспортеры отлично работают при установке по прямой, а вот если нужно из точки А в точку Б проложить маршрут с поворотом, то придется устанавливать дополнительный транспортер, что довольно не выгодно.
Применение
Конвейер используется во многих отраслях промышленности:
- производство автокомпонентов;
- производство и упаковка продуктов питания;
- деревообработка и мебельное производство;
- мясо-рыбо-птицепереработка;
- фармацевтическая промышленность;
- производство бытовой химии;
- легкая промышленность;
- конвейер находит применение в производстве напитков;
- молочная и масло-жировая промышленность;
- складская логистика;
- химическая промышленность;
- текстильная промышленность;
- металлообрабатывающая промышленность;
- переработка овощей и ягод, консервирование;
- целлюлозно-бумажная промышленность;
- сборка приборов, компьютерной и бытовой техники и др.
https://youtube.com/watch?v=3YLfYrp2CMw
https://youtube.com/watch?v=vdjhAepiyDg
https://youtube.com/watch?v=GyriHhIQ7PU
Транспортер своими руками видео
Одна из главных задач бизнеса — экономия на издержках.Каким образом можно сэкономить на приобретении ленточного конвейера?Может сделать его самостоятельно?Давайте посчитаем сколько будет стоить изготовление транспортера своими руками.Рассмотрим пример изготовления желобчатого ленточного конвейера длиной 5 метров и шириной 500 мм в Нижнем Новгороде.Из чего состоит ленточный конвейер?
Рама ленточного конвейера (2 гнутых профиля длиной 5 м), включая метизы (пусть их будет 3 кг).Роликовые опоры конвейера (6 шт) и поддерживающие ролики транспортера (4 шт).Приводная и натяжная станции ленточного конвейера (включая приводной и натяжной барабаны).Конвейерная лента длиной 11 м и соединительный замок.Мотор-редуктор (пусть это будет NMRV 063, 0,75 квт, 380В), пускатель 380 В и 2 метра кабеля ВВГ 4х1,5.Теперь давайте считать стоимость материалов и комплектующих ленточного транспортера.
С роликовыми опорами ситуация непростая — для изготовления несущей опоры ленточного транспортера требуется как минимум 2 ролика, состоящие из трубы, оси подшипников и вставки подшипника.Для фиксации оси в кронштейне роликовой опоры возможно использование винтового крепления, что требует токарных работ, либо использования шестигранника.К тому же на рынке металлопроката Нижнего Новгорода отсутствует конструкционный прокат, для того что бы его купить требуется приложить не малые усилия.Что касается каркаса роликовой опоры то ее изготовление требует 4 гнутых кронштейна, вырезанных с помощью лазерной резки и куска прямоугольной трубы.Если суммировать стоимость всех материалов, то роликовые опоры будут стоить примерно 21000 рублейЗатраты на материал дефлекторных роликов составят 4000 рублей
Раму конвейера возможно изготовить как из швеллера, так и из гнутого профиля, но в любом случае вряд ли на ее изготовление вы потратите менее 9000 рублей. Помимо этого конвейер требуется собрать и покрасить (стоимость операций 3000 рублей). Стоимость метизов составит примерно 1000 рублей.
Теперь остается сложить все цифры. Что же мы видим? Полученная стоимость материалов и комплектующих для изготовления желобчатого ленточного конвейера составит 113000 рублей.Можно было добавить к этой цифре еще временные затраты на производство, саму работу, на доставку и прочее. Но стоит ли?
Проще заказать у нас этот ленточный конвейер (ЛЖ 5000/500) за 107 тысяч рублей или обратиться за консультацией по выбору подходящего конвейерного оборудования.
Простой способ
Есть очень простой способ быстро собрать самодельный шнек с двумя лопастями. Эти элементы будут прекрасно врезаться в грунт. Единственный минус, что работать им можно только на небольшой глубине, не более 10 м.
Изготавливается шнек по следующей технологии:

- Берем трубу длиной от 100 до 140 см, тут все зависит от роста работника. В ее верхней части привариваем продолговатую гайку, которая будет соответствовать болту. Можно заменить двумя стандартными. Если взять меньше, то конструкция будет держаться ненадежно.
- В нижней части привариваем металлическую гильзу или толстую арматуру — этот элемент будет исполнять роль переходника к буру. Долото покупаем готовое или изготавливаем самостоятельно из стальной полосы длиной 30 см и толщиной 3 мм. Ее сначала хорошенько прокаливаем, а затем охлаждаем в кипящем свинце или масле. Эту спираль фиксируем в гильзе, а потом тщательно затачиваем.
- Берем два диска от болгарки: один с ровной кромкой на 150 мм, другой зубчатый — 180 мм. Распиливаем эти диски напополам, в таком случае центральная часть расширяется и совпадает с основной трубой. Устанавливаем их поочередно: вначале меньший, а на 10 см выше — больший. Расположение деталей делаем строго под углом 35 градусов к земле. В таком случае повышается коэффициент полезного действия при минимальных усилиях.
- Далее изготавливаем трубчатые элементы для продления. Для этого берем трубу с аналогичным диаметром и длиной 100−140 см. Затем вставляем снизу болт и привариваем его. В верхней части устанавливаем и привариваем продолговатую гайку.
https://youtube.com/watch?v=Ykbn6aB_LkA
Конвейерный ролик – основа работы ленточного конвейера

Конвейер или транспортер – уникальная система, предназначенная для перемещения грузов на различные расстояния. Конвейер способен упростить работу любого предприятия, чья деятельность связана с транспортировкой грузов. Но для качественной работы транспортера необходимо грамотное оборудование системы.
Основной системой, которая обеспечивает эффективную работу конвейера, является система конвейерных роликов.
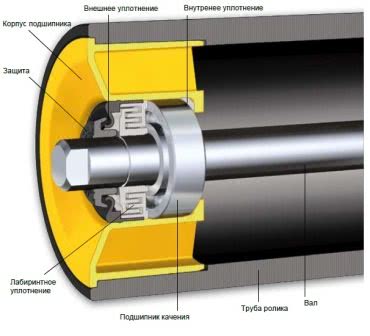
Конвейерный ролик представляет собой вращающуюся вокруг своей оси трубу. Эта труба поддерживает ленту ленточного транспортера, на которую приходится основная нагрузка при эксплуатации транспортерной системы.
Для бесперебойной работы конвейера необходимо, чтобы ролики двигались легко и плавно, в этом случае нагрузка, прилагаемая к ленте, не будет негативно влиять на срок его службы и на качество работы. Если ролик некачественный и быстро выходит из строя, он становится причиной истирания ленты.
Ролики конвейерные здесь подразделяются на несколько основных видов: гладкие, амортизирующие, дефлекторные. Корпус гладких роликов выполняется из полимерных материалов, которые придают им неплохие технические характеристики.
Гладкая поверхность ролика гарантирует уменьшение расхода электричества за счет уменьшения сопротивления вращению. При эксплуатации таких роликов не требуется дополнительного обслуживания. Использоваться такие ролики могут в интервале температур от — 60 градусов до + градусов.
Похожие записи:
 Как назвать группу вконтакте: выбираем классное имя для своего сообщества
Как назвать группу вконтакте: выбираем классное имя для своего сообщества
 Как намотать леску на катушку триммера
Как намотать леску на катушку триммера
 Варианты упоров на распашные ворота и их изготовление своими руками
Варианты упоров на распашные ворота и их изготовление своими руками
 Как увеличить дальность wi-fi роутера
Как увеличить дальность wi-fi роутера
 Артезианская скважина
Артезианская скважина
 Детская песочница кораблик своими руками: 6 пошаговых фото️
Детская песочница кораблик своими руками: 6 пошаговых фото️