Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно! Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.
Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
https://youtube.com/watch?v=YoG0d5OqeCc%3F
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Технология гибки
Процесс гибки выглядит так: сначала необходимо установить стальную трубу в башмак и с обеих сторон закрепить. После этого нужно задействовать домкрат, благодаря которому, такое устройство (шток вместе с башмаком) будет подниматься вверх. Усилие, создающееся гидроприводом, моментально передастся на ролики, после чего стояк начнет гнуться под наперед выставленным радиусом изгиба. После окончания процесса сгибания, устройство необходимо опустить и вытащить готовое изделие. Главное, что такой станок для гибки можно остановить в любое время, что исключает возможность получения травм.
Важно! Если необходимо согнуть очень короткую профильную трубу, а расстояние между роликами не позволяет этого сделать, то необходимо оба торца стояка нарастить обрезками труб соответственного диаметра
Разновидности устройств
С целью классификации изделий на различные категории применяют несколько признаков:
- Тип привода – ручной, автомат, гидравлика.
- Метод установки – портативный или стационарный.
- Принцип действия.

По принципу работы все трубогибы можно разделить на несколько типов:
- Наматывание. Упор расположен в начале места изгиба. Специальными зажимами трубу прижимают к подвижному ролику-шаблону. Этот ролик начинает вращаться, пропуская трубу между собой и упором. Так производится изгиб.
- Обкатка. При таком методе труба фиксируется возле неподвижного шаблона. Прижимной ролик начинает вращаться вокруг нее и постепенно сгибает трубу по размеру шаблона.
- Штоковый или арбалетный метод. Между двух неподвижных роликов фиксируют трубу. Давление на нее производится по центру с помощью шаблона, расположенного на штоке. Он постепенно опускается, сгибая трубу по центру между опорными стойками.
- Вальцовка (прокатка). В данном случае вальцовка труб предполагает, что для изгиба задействуются два вращающихся опорных ролика, размещенные по одной линии, и один центральный шаблон. От того, в каком соотношении расположены эти элементы, будет зависеть радиус изгиба. Как правило, давление на трубу оказывается центральным роликом.
Стоит отметить, что в трех первых способах работы есть один общий недостаток – в них радиус гиба трубы напрямую зависит от шаблона.
А вот метод вальцовки используется для формования конфигурации труб чаще всего. Более того, им пользуются на промышленных предприятиях для производства отводов.
Шаблонный трубогиб с ручным приводом
Таким инструментом производится гибка методом обкатки. Изготавливают его из дерева, оснастив ручным приводом.
Сначала согласно чертежу выполняется деревянный шаблон, форма которого будет совпадать с радиусом изгиба, а толщина должна быть больше, чем диаметр трубы. Профилирование, вырезанное на торцевой части шаблона, позволит упростить дальнейшую работу с инструментом. Чтобы получить нужный профиль, можно взять две доски, линия распила на которых скошена внутрь.

Основание, к которому будет крепиться шаблон, должно быть неподвижным. С одной из сторон к платформе привинчивают упор, после чего примеряют трубу. Если длина рычага окажется недостаточной, в трубу можно вставить отрезок арматуры
Во время гибки не нужно торопиться – важно, чтобы в процессе работы труба не сместилась и четко соответствовала форме шаблона.
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
1 Конструкция трубогиба и необходимые материалы
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
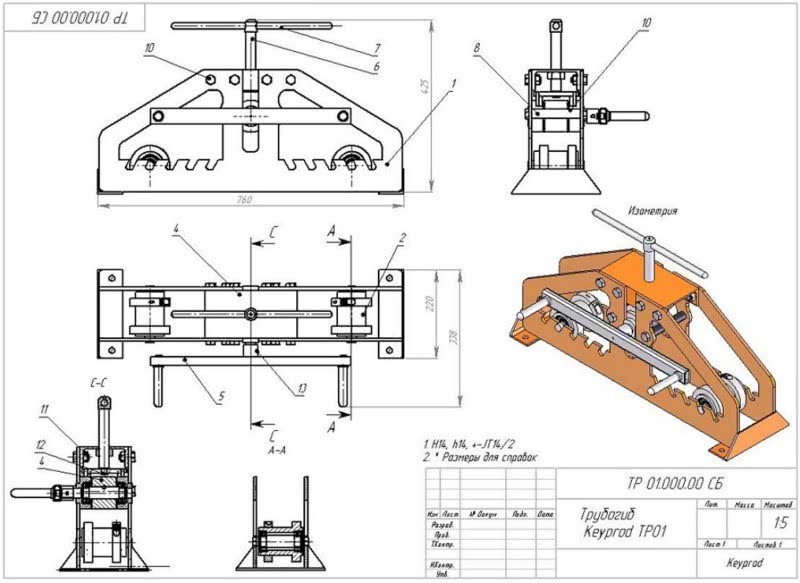
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.
Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
-
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.

Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
https://youtube.com/watch?v=We_RRiwlLmY
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Трубогиб со средним подвижным роликом
 Инструмент состоит из следующих деталей:
Инструмент состоит из следующих деталей:
- Сварного корпуса, закрепляемого на ровной опоре или слесарном верстаке.
- Двух симметрично расположенных сменных роликов, профиль которых должен соответствовать внешним размерам заготовки.
- Среднего подвижного ролика, свободно вращающегося на оси.
- Направляющих.
- Ручного привода подвижного ролика. В качестве такого привода может быть, например, цепная или зубчатая передача.
- Рукоятки с рычагом.
Самым ответственным моментом является профилирование подвижного ролика трубогиба. Радиус закругления при переходе от боковой части стенки к торцевой (касается прямоугольных труб) должен быть на 0,2…0,5 мм больше, чем соответствующий параметр для заготовки. Если он больше – изгиб переходит в свободный с недопустимым искажением формы исходного сечения. Если меньше – происходит защемление участка сгиба, что увеличивает прикладываемое усилие и способствует складкообразованию.
При проектировании формы роликов важно помнить, что гибка должна выполняться в направлении минимального размера сечения, тогда изгибающий момент и, следовательно, энергозатраты снижаются. С этой же целью все оси вращения роликов трубогиба стоит изготовить с подшипниками.
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам. Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.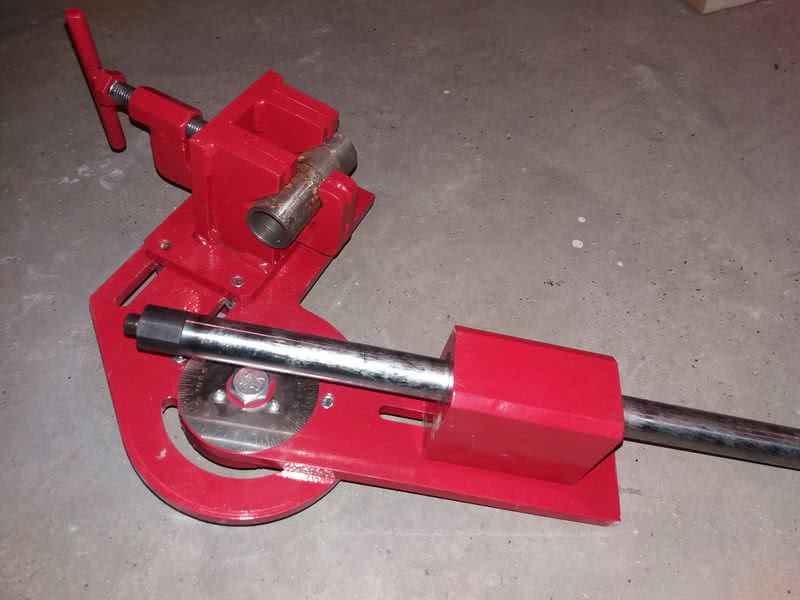
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд. Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет. Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке. Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
https://youtube.com/watch?v=VERO2y6gZ5Q
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве. Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным. Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.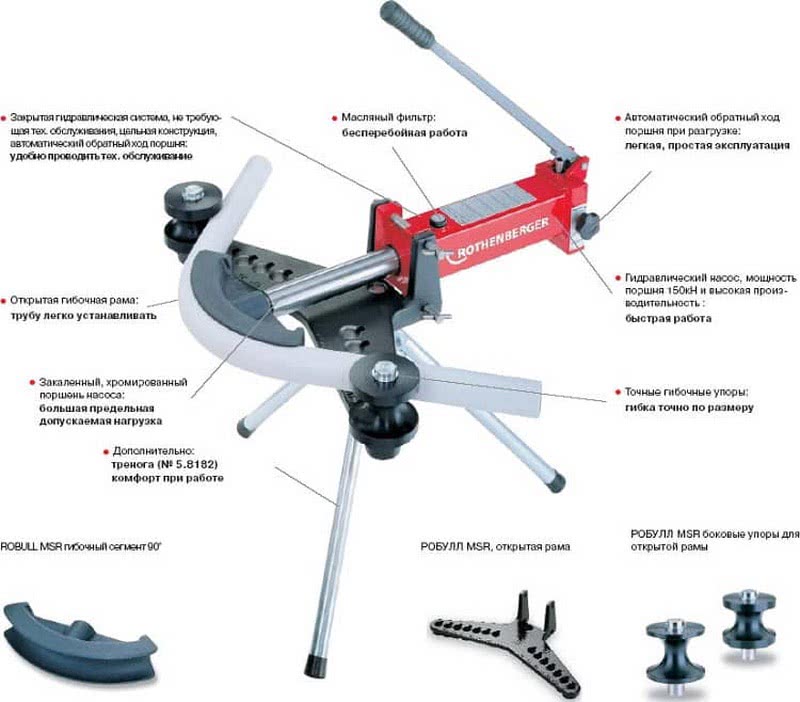
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина. Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый. Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.

Классификация турбогибов для профильных труб
Промышленные инструменты разделяются типами приводов и вариантами изгиба. По приводу:
- Ручные;
- Гидравлические;
- Электромеханические.
Ручные турбогибы необходимы при работе небольших масштабов, где используются трубы маленького диаметра металла, нержавейки и полимеров. Гидравлический вариант представлен в виде стационарного станка и ручного типа. С помощью механизма сгинается даже трехдюймовая труба, без приложения к этому усилий. Этот вариант инструмента в основном промышленный, так как он приспособлен к задачам крупного масштаба. Работает от сети, отличается высокой скоростью вращения и не требует от работника физических усилий.

Электромеханический трубогиб используется для сгибания труб вне зависимости от диаметра элемента и при этом обеспечивает показатели точности в радиусе изгиба и угла. К тому же, этот механизм не повреждает тонкостенные изделия. Этот фактор положительно отличает этот механизм от гидравлического.
Турбогибы различают по способу изгиба:
- Натяжной (по принципу арбалета);
- Пружинный;
- Частичные (задействуется лишь часть изделия);
- Дорновый.
Первый вариант трубогиба, изгибает изделие при помощи определенной формы, которая определяет требуемый диаметр трубы. Пружинный, как понятно из названия, имеет пружины, гарантирующие аккуратное сгибание, не деформирующее при этом самого изделия из пластика. Частичные трубогибы, функционируют только одной частью механизма. При сгибании, труба вытягивается вокруг этого особого сегмента. Дроновый тип проводит сгибание только труб с тонкими стенками на небольшой радиус. В работе используются стальные, пластиковые и латунные дроны.
1 Обзор инструментов – 3 принципа работы
Необходимость согнуть профильную или иную трубу в хозяйстве и на производстве возникает достаточно часто. Поэтому самодельные прокатные станы бывают разных форм и строения, в зависимости от конкретных задач
При изготовлении ручного варианта в первую очередь обращаем внимание на диаметр трубы, материал, толщину стенок и минимальный радиус изгиба. Для того, чтобы узнать эти параметры для определенной трубы, используем таблицы значений с обозначением точного радиуса изгиба (см
фото).
По принципу действия и назначению трубогибы можно условно разделить на три типа:
- гидравлические;
- электрические;
- пневматические.
 Типы трубогибов
Типы трубогибов
На гидравлическом принципе работают практически все самодельные трубогибы. Они могут быть рычажного типа (труба гнется, когда прилагается усилие в определенной точке), либо вальцовочными (сгибание происходит принципом раскатки по внутреннему радиусу). С помощью такого инструмента можно легко и без потерь согнуть металлическую трубу без необходимости ее заполнения и наличия электрических приводов.
Пневматические станки для гибки труб представляют собой специальную конструкцию, которая оснащается центровочным механизмом и дополнительной трубкой, через которую внутрь подается воздух
За счет термического воздействия труба без труда гнется в различных направлениях, при этом сохраняя свой внутренний радиус, что очень важно, например, при изготовлении водостока и канализационных соединений
Конструкции самодельных приспособлений
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок. Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку. Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали. Вследствие этого труба огибает поверхность большого шкива, повторяя его форму. Единственным недостатком этого способа является невозможность получения закруглений большого радиуса.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката. Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами. Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ. Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
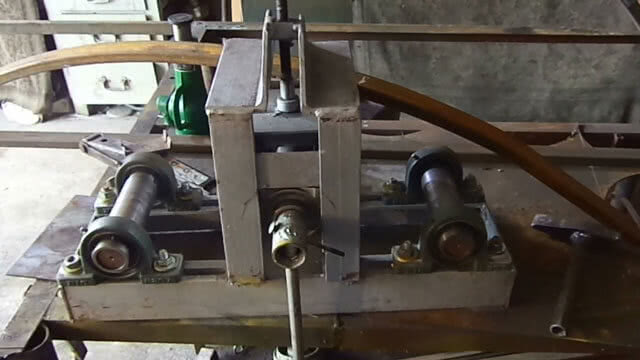
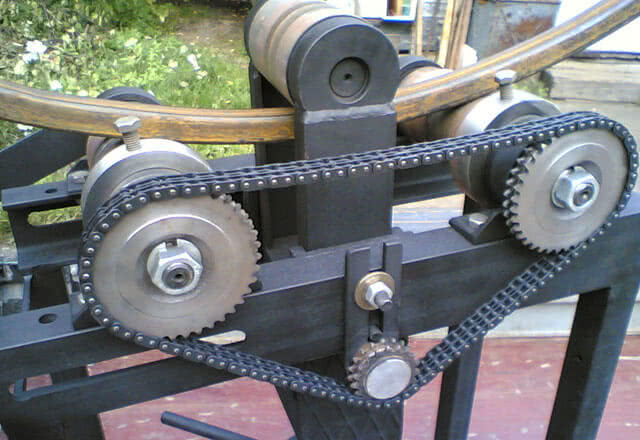
Делаем трубогиб средней сложности: последовательность действий
Модель трубогиба, схема сборки которого представлена ниже, работает по принципу прокатного станка. На швеллер, который служит основанием, крепятся два горизонтальных ролика, благодаря которым происходит движение. Третий ролик, закрепленный на струбцине в нижней части, выполняет роль деформирующего узла. Тем самым, труба будет менять изгиб, проходя через зону усиливающегося давления.
Для изготовления трубогиба, работающего по принципу прокатного станка понадобятся:
- сварочный аппарат;
- струбцина;
- швеллер;
- ролики.

После этого можно переходить к сборке, действуя по следующему алгоритму:
- Подготовить основание, которым может быть широкий швеллер или два узких, расположенных параллельно и прочно скрепленных между собой.
- Установить на основание металлическую конструкцию П-образной формы, в верхней балке которой следует сделать отверстие для муфты струбцины.
- Произвести установку двух вращающихся роликов на равном расстоянии от П-образной металлоконструкции.
- Для того, чтобы ролики могли работать от ручного привода, на них необходимо установить и закрепить звездочки цепной передачи.
- Третий ролик установить на шпильку, вкрученную в муфту струбцины. К верхней части шпильки приварить рукоятку.
Вращение рукоятки цепной передачи, которая связывает подающие ролики, позволяет трубе двигаться и проходить через зону деформации. Сначала усилие в ней будет небольшим, однако, если процедуру повторить несколько раз, можно добиться изгиба практически с любым радиусом, кроме прямого угла.
Сгибание трубных изделий посредством прижимных роликов
Механизм, работа которого основана на вращении прижимного ролика, является более сложной. Для его изготовления могут использоваться деревянные и металлические элементы.
Медные трубы, а также изделия из других мягких материалов, можно сгибать на деревянном ролике, который не деформирует металл (прочитайте: «Разновидности трубогибов для медной трубы – обзор инструментов и оборудования»). С помощью специальных чертежей несложно самостоятельно изготовить такие элементы из толстых досок или фанеры, сложенной в несколько слоев.
Основой самодельного трубогиба являются подвижный и неподвижный ролик, это дает возможность сгибать трубные изделия круглого сечения и большого диаметра.
В зависимости от предполагаемых нагрузок на трубогиб может быть выполнен из металла или многослойной фанеры, а держатель для центрального и прижимного ролика нужно сделать металлическим.
Главный ролик крепко фиксируется на основании, а П-образный держатель вращается вокруг его оси. Также на держателе имеется рукоятка, выполняющая роль рычага. Следовательно, ее длина будет оказывать влияние на прилагаемое усилие. С помощью конструкции, оснащенной рычагом, можно выполнять сгибы на различные радиусы.
Кроме этого можно самостоятельно изготовить трубогиб намоточный, но стоит учесть, что такое устройство не упирается на станину. Оно состоит из двух шкивов, рамки с рычагом и прижимным роликом и устойчивой основы. Суть работы такого устройства предполагает выполнение следующих действий: труба помещается углубление неподвижного шкива и зажимается хомутом. Затем ее посредством рычага и подвижного ролика оборачивают вокруг шаблона.
Для труб небольшого размера, а также изделий из мягкого материала, например, алюминия или меди, можно использовать трубогиб самостоятельного изготовления, с помощью которого можно сгибать трубы на два разных радиуса. Сгибание изделий происходит посредством прижимного ролика и шаблона, выполненного в двух радиусах. Каждый вариант изгиба предполагает переустановку ручки, для чего на основании имеются отверстия.