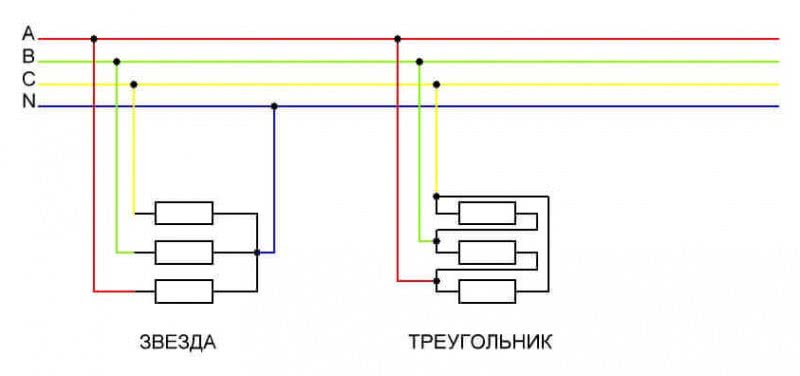
Преимущества
Среди множества ручных трубогибов, наиболее популярными и востребованными считаются станки гидравлического типа. На это есть свои весомые причины.
Гидравлические устройства способны качественно согнуть даже 3-ех дюймовую круглую трубу. Они успешно используются, как профессионалами – для выполнения больших объемов работ, так и начинающими любителями, которые хотят согнуть одну-две профильные или круглые трубы.

Кроме таких преимуществ как:
- простота в изготовлении;
- надежность;
- прочность;
- низкая стоимость,
еще их ценят за силу воздействия, благодаря которой можно обрабатывать не только толстостенные стальные трубы, но и работать с достаточно крупными изделиями из других металлов: алюминия, меди, латуни, бронзы.
Кроме того, специальная установка (домкрат) значительно облегчает труд оператора, который прилагает минимум усилий для получения большой силы давления на стальные, или с иных материалов, трубы.
Важно! Нельзя сгибать трубу больше, чем предвидено конструкцией такого устройства, хотя возможности для этого могут быть. Связано это с возможными невидимыми повреждениями готовой детали, которые обязательно проявятся чуть позже, во время эксплуатации
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Изготовление улиткового трубогиба
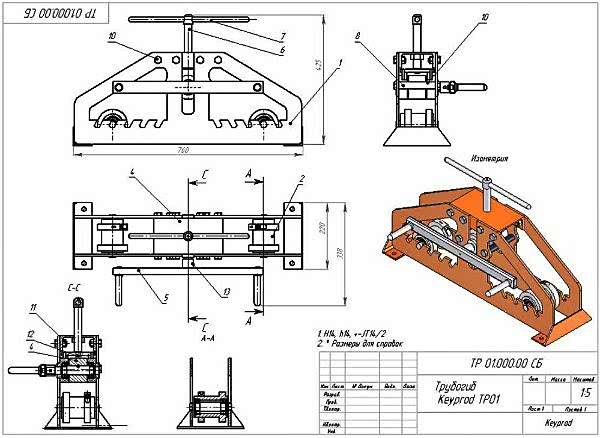
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.

Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
Что представляет собой инструмент для сгибания труб?
Трубогибом емко и логично называют профилегибочный станок, на котором равномерно сгибают профильную трубу таким образом, чтобы она не сплющилась ни в каком месте изгиба. Просвет сечения сохраняет свою конфигурацию, а сам профиль принимает форму дуги.
Станки, с помощью которых гнут профтрубу, в зависимости от типа привода бывают:
- электрическими;
- гидравлическими;
- механическими (ручными).
Механизмы с электроприводом относятся, как правило, к профессиональному оборудованию и способны за короткое время изогнуть много метров профиля. Но для нечастых работ в домашней мастерской приобретать их не рационально.
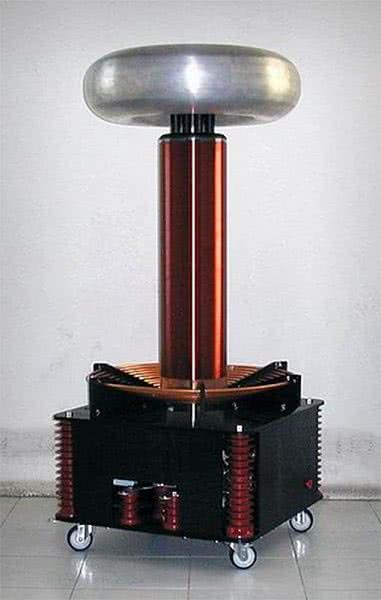
Заводские модели трубогибов
Гидравлические трубогибы отличаются большой мощностью и очень хороши тем, что не требуют применения физических усилий при работе. А если учесть их низкую стоимость, то понятно, почему они широко используются строительными бригадами. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Вся разница в том, для профтрубы какого диаметра они предназначены.
Станок последнего типа, для ручной гибки, вполне возможно сделать самостоятельно. Самостоятельно изготовленный инструмент обойдется гораздо дешевле – ведь почти все нужные материалы найдутся в любом гараже. К тому же свой собственный трубогиб можно собрать специально для планируемых задач, например, под определенный радиус дуги.
Самодельные конструкции
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
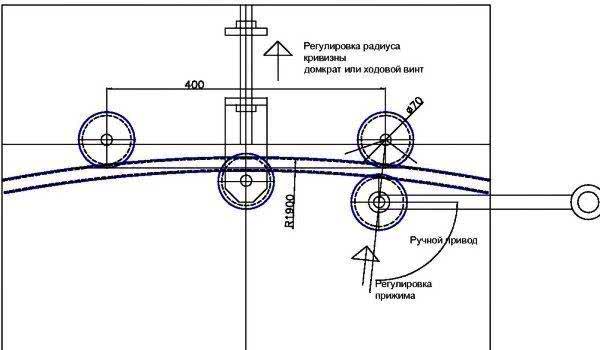
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.

Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
https://youtube.com/watch?v=eoWdXK1XdCI
Видео: процесс работы по изгибанию трубы
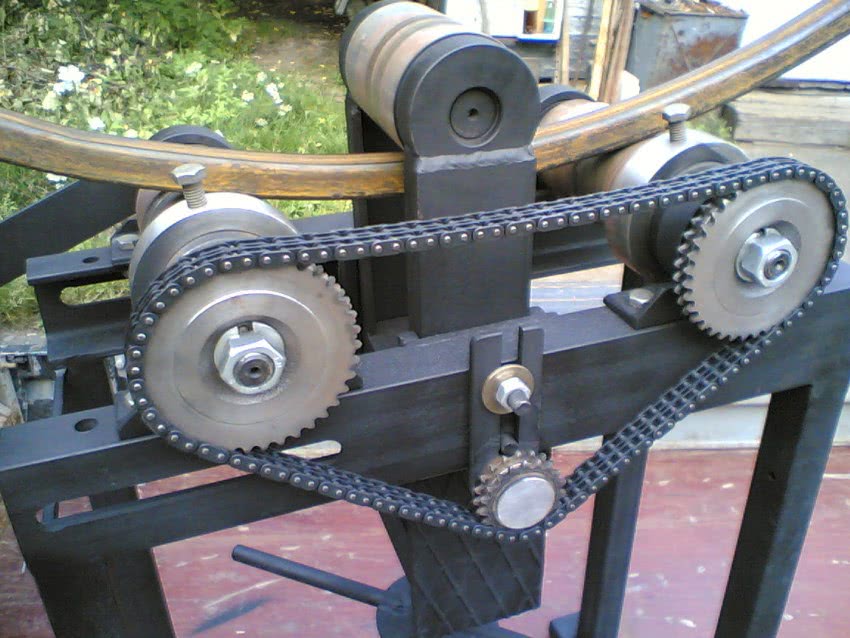
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления

Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
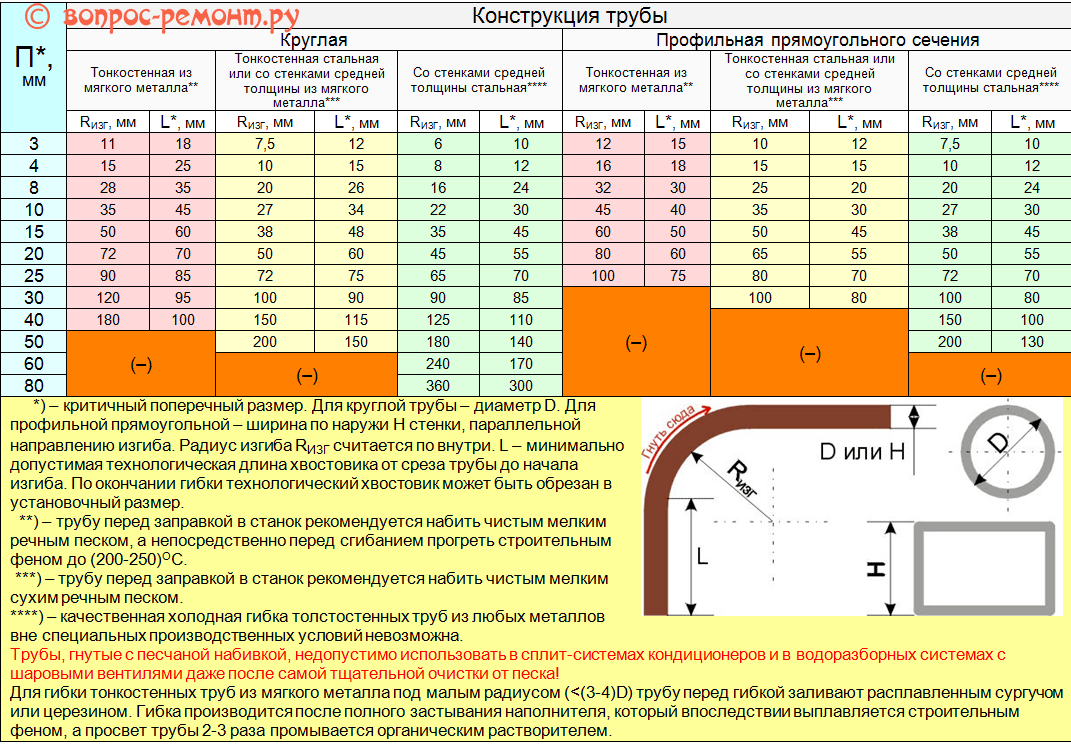
«Хвост» нужен в начале изгиба, т.е. труба заправляется в трубогиб с некоторым избытком на выходе. Значения RИЗГ рассчитаны на бездефектное сгибание. Если же допустимые дефекты (см. выше) приемлемы, то RИЗГ можно уменьшить на ступень след. образом:
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Что необходимо для изготовления инструмента?
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
Принцип работы трубогиба при гибке профильной трубы по радиусу
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
 Станок для гибки профильной трубы
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
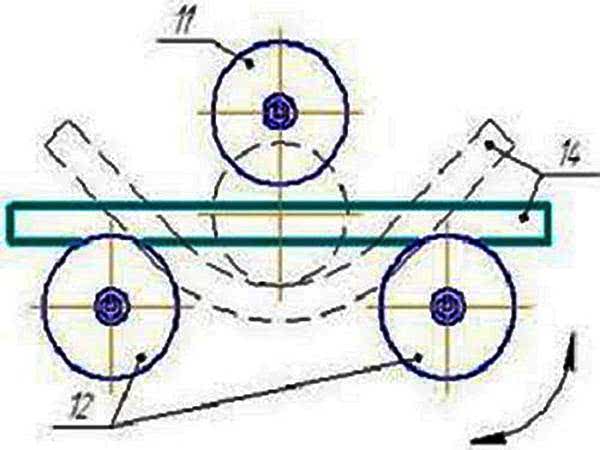
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
 Watch this video on YouTube
Watch this video on YouTube
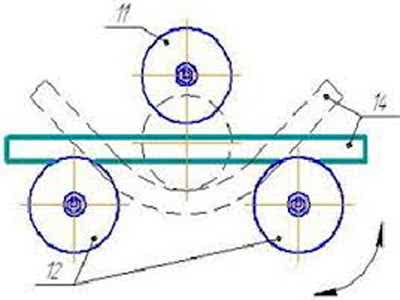
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
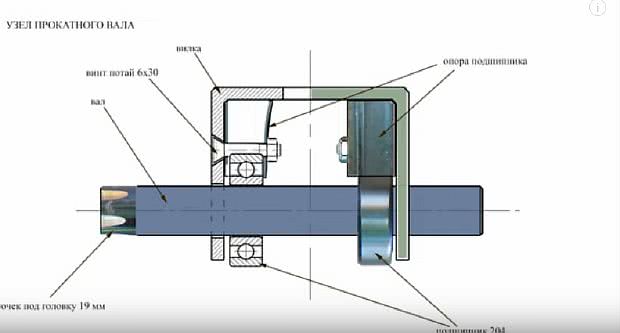 Схема прокатного станка
Схема прокатного станка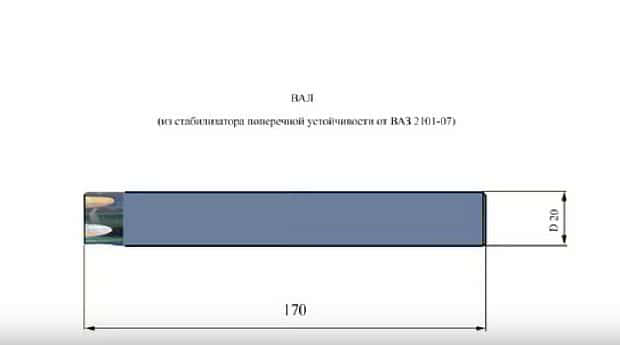 Схема вала
Схема вала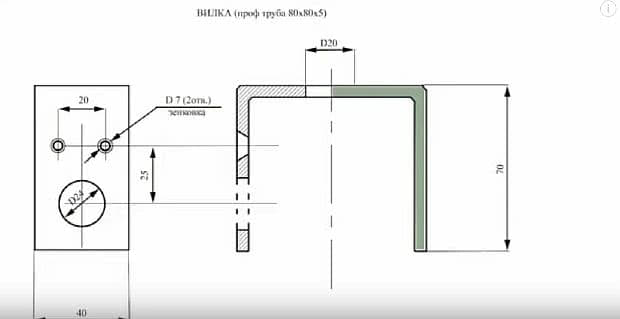 Чертёж вилки
Чертёж вилки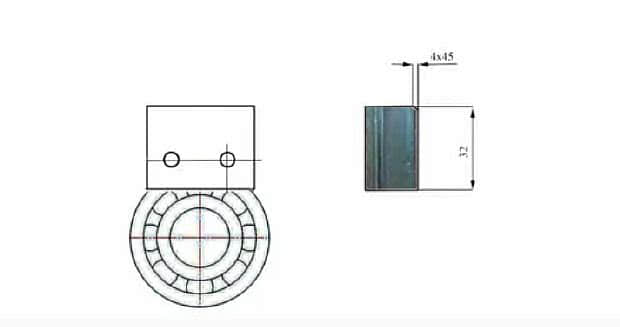 Опоры для подшипников
Опоры для подшипников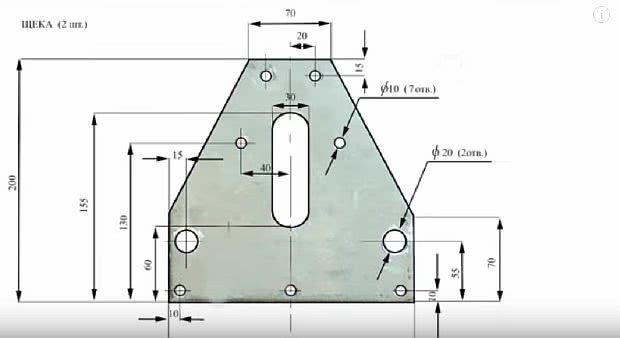 Чертёж щеки
Чертёж щеки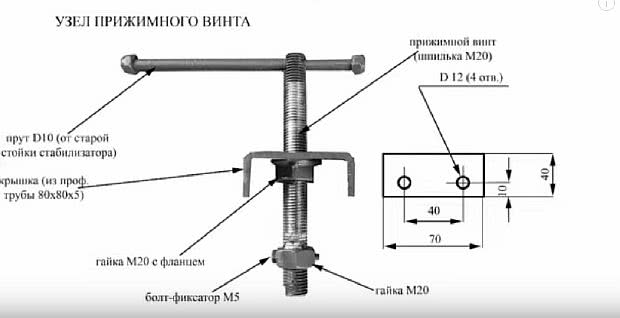 Схема прижимного винта
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
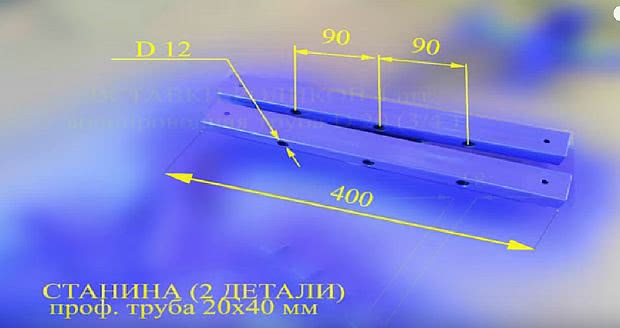 Детали для станины
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
 Делаем проточки на стабилизаторе
Делаем проточки на стабилизаторе Одеваем подшипник
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку Вставляем винт
Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
 Собираем прижимной вал
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.

Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Гнем посредствам трубогиба
Если для изготовления теплицы применяются профтрубы большого диаметра, то загнуть ее в ручную будет сложно. Предлагаем ознакомиться с инструкцией как самостоятельно изготовить стандартный трубогиб, его конструкция представляет собой ведущее колесо (оно перемещается по граням сгибая трубу под нужным углом), станицу, транспортёр и прижимные элементы.
Трубогиб бывает:
- Ручной — предназначен для проведения небольшого объёма работ. Заготовка помещается в транспортёр и зажимается вальцем. Колесо вращается рукояткой, в итоге происходит загибание.
- Электрический — оборудование рекомендовано для профтруб имеющих большую толщину. Прибор работает от электричества, а колесо вращается электроприводом, поэтому не придётся тратить свои силы. Принцип действия схож с предыдущим, профиль заправляется в транспортёр, он, проходя через прижимную зону изгибается.

При использовании данного устройства углы изнутри и снаружи трубы испытывают равное давление, поэтому изгиб получается высокого качества и не лопается.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
https://youtube.com/watch?v=tu1YJtqpi_k
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
https://youtube.com/watch?v=qI-0T-7BZg8
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
https://youtube.com/watch?v=oSFpBAjDcow