Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
Для заточки концевых фрез на станки чаще всего устанавливают приспособления, изготовленные из следующих материалов.
- Алмаз и зеленый карбид кремния. Выполненные из этих материалов круги подходят для заточки твердосплавных инструментов.
- Эльбор. Это сверхтвердый материал на основе кубической сфалеритной модификации нитрита бора. Эльборовые круги применяют для заточки фрез из быстрорежущих сталей повышенной производительности.
- Электрокорунд. Это химически стойкий твердый материал на основе оксида алюминия. Электрокорундовые круги используют для заточки фрез, изготовленных из инструментальных и быстрорежущих сталей нормальной производительности.
- Перечислим характеристики приспособлений, которые нужно обязательно учесть при выборе.
- Термостойкость. С повышением температуры микротвердость абразивных материалов снижается. Поэтому заточка концевых фрез на станках в обязательном порядке требует использования СОЖ. Обычная вода не подойдет. Ее использование приведет к коррозии элементов станка. В воду добавляют мыло и различные дополнительные добавки (кальцинированная сода, силикат натрия, нитрит калия и пр.). Термостойкость материалов, применяемых для изготовления абразивных кругов, смотрите в таблице ниже.
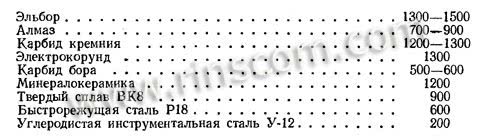
Изображение №5: термостойкость материалов, применяемых для изготовления абразивных кругов
- Зернистость. Ее выбирают в зависимости от требуемого класса чистоты затачиваемой поверхности. Чем выше зернистость, тем лучше производительность кругов. При этом увеличивается срок службы приспособлений.
- Форма. Для заточки передних углов концевых фрез используют тарельчатые или плоские приспособления. Задние углы обрабатывают чашечными и тарельчатыми моделями.
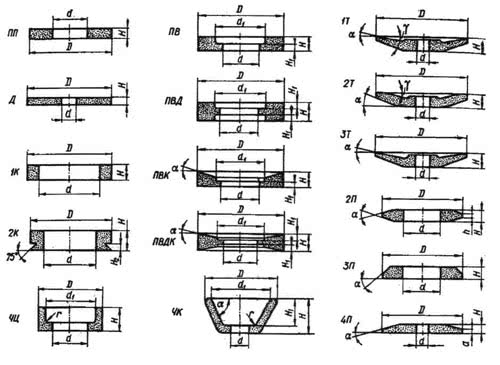
Изображение №6: формы шлифовальных кругов, применяемых для заточки концевых фрез
Еще один важный параметр заточки концевых фрез — скорость вращения кругов. Твердосплавные инструменты обрабатывают на высоких скоростях, а фрезы, изготовленные из быстрорежущих и инструментальных сталей — на более низких.
Ручная заточка концевых врез, предназначенных для обработки вязких материалов
Для заточки концевой фрезы, предназначенной для обработки вязких материалов (к примеру, древесины), вам понадобятся следующие инструменты, оборудование и материалы.
- Стол или верстак.
- Алмазный брус.
- Мыльный раствор.
- Растворитель.
Заточка концевой фрезы проходит по следующей схеме.
- Смочите алмазный брус в мыльном растворе и закрепите его на краю стола.
- Снимите с фрезы направляющий подшипник (при его наличии).
- Очистите фрезу при помощи растворителя.
- Заточите все резцы.
Изображение №3: схема заточки фрезы
Обратите внимание на следующие особенности
- Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму.
- Чтобы добиться равномерной заточки резцов, делайте одинаковое количество движений с примерно одинаковой силой нажатия.
- Если у вас нет алмазного круга, для заточки можете взять наждачную бумагу. Приклейте ее к твердому деревянному бруску или полоске стали.
https://youtube.com/watch?v=Vg9lVXfuty4
https://youtube.com/watch?v=d7A8uSAS7N4
Классификация и виды фрез для обработки древесины
Электроинструмент для работы с пиломатериалами – фрезер ручного типа. Поверхности деталей, изготовленных из древесины подвержены выполнению работ при помощи специальных приспособлений. Изготовка изделий, требующих наличие необходимых пазов, выемок и углублений подразумевает использование фрезера по дереву. Перед началом, нужно приобрести оснастку, предназначенную для конкретных целей согласно конфигурации изделия.
Выбор инструмента, обрабатывающего дерево происходит согласно спецификации поделок. Профессионалы имеют достаточный опыт и навыки, чтобы использовать нужное оборудование. Фреза по дереву имеет множество назначений:
- При кромочной обработке используется, чтобы соединить заготовки путем сращивания пазов.
- Изготовка выемок для использования, установки навесных петель, других приспособлений.
- Изготовление декора – в данном случае используется резак изготовки рисунка или при процессах по дереву со сложной конфигурацией.
Инструмент сильно различается типом конфигураций, назначению. До начала производимых действий с деревом, необходимо определить тип и виды, используемых для заготовок. Единица измерения хвостика исчисляется в миллиметрах либо дюймах, в зависимости от типа используемого фрезера. Распространенными вариантами являются виды фрез диаметром от 6 до 12 мм
Стоит сконцентрировать внимание, что использование дюймовой цанги и миллиметрового хвостика недопустимо, так как это может вызвать поломку оборудования, либо травматизму

Разнообразие фрез по дереву
Производителями комплектов предусматривается различные модификации. На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
- Изготовление пазов, формирование углублений производится торцевыми типами фрез.
- Пазовые, используемая цилиндрическая фреза по дереву обрабатывает необходимый паз прямоугольной формы.
- Фасонные оснастки по дереву используются в фигурных углублениях, кромках, позволяют придать уникальности изделию.
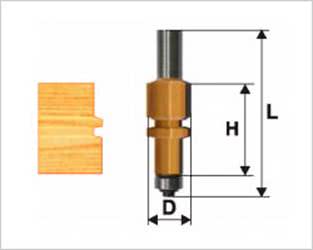
- Кромочные изготовлены в конструкции с подшипником, что позволяет изготовить изделие по шаблону.
Важно помнить, что наличие подшипника в ручной фрезе подразумевает его техническое обслуживание. Необходимо смазывать вращающийся элемент тонким слоем, данное действие выполняется по желанию продолжительного срока службы инструмента
https://youtube.com/watch?v=lKnT-clcjbw
https://youtube.com/watch?v=G6D_pV5nJas
https://youtube.com/watch?v=Oy5U6OuL2r4
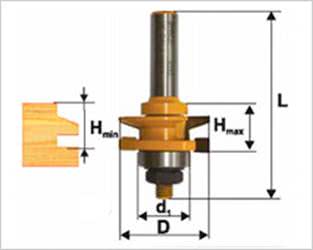
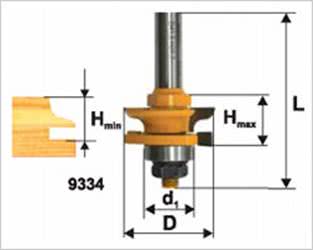
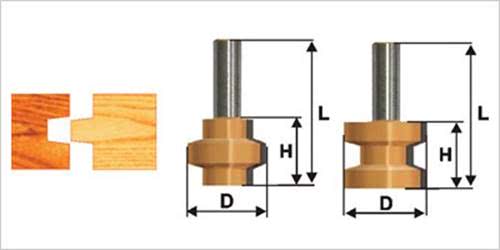
Комбинированные фрезы
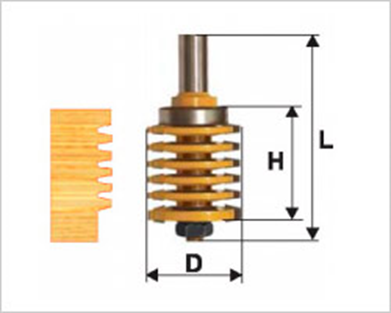
Сращивание заготовок считается наиболее эффективным, если использовать комбинированную оснастку. Данные типы фрез состоят одновременно из шиповых и пазовых элементов: благодаря такой конструкции оснастки за один проход аппаратом получают оба профиля. В результате площадь кромки, предназначенная для склеивания, увеличивается, что положительным образом сказывается на прочности соединения.
Рамочные
Рамочные фрезы являются составными инструментами. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
- основание;
- режущие элементы;
- подшипник;
- шайба;
- фиксирующая гайка.
При смене расположения режущих элементов вынимать хвостовик из цанги агрегата не требуется. Достаточно лишь открутить крепеж, расположенный в нижней части оснастки, и все ее элементы снимаются. Благодаря разборной конструкции оснастки величина вылета инструмента остается прежней, и повторная ее регулировка не требуется.
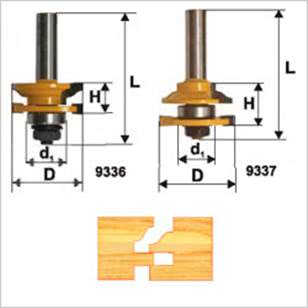
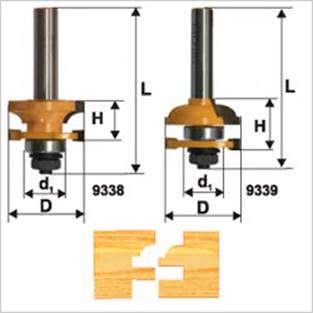
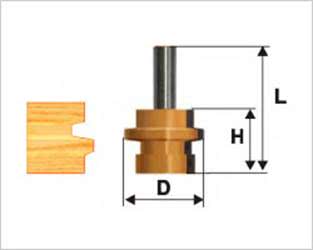
Пазо-шиповые
Комплект содержит 2 фрезы, одна для выборки паза, а вторая – для шипа.
Пазо-шиповые фрезы имеют зеркально-идентичный профиль режущих элементов, благодаря чему обработанные детали сращиваются максимально точно.
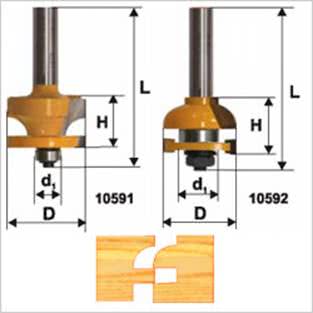
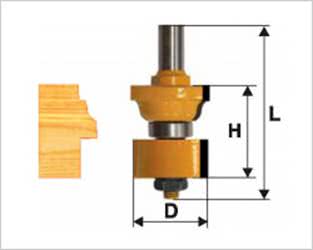
Для изготовления вагонки
Фрезы для изготовления вагонки по своему принципу действия похожи на пазо-шиповой инструмент, но с той лишь разницей, что при соединении деталей образуется V-образный паз между ними для имитации бруса. Чтобы изготовить соединение, также требуется комплект из 2 элементов.
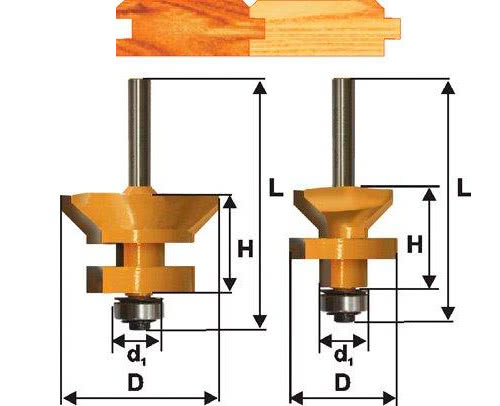
Универсальные
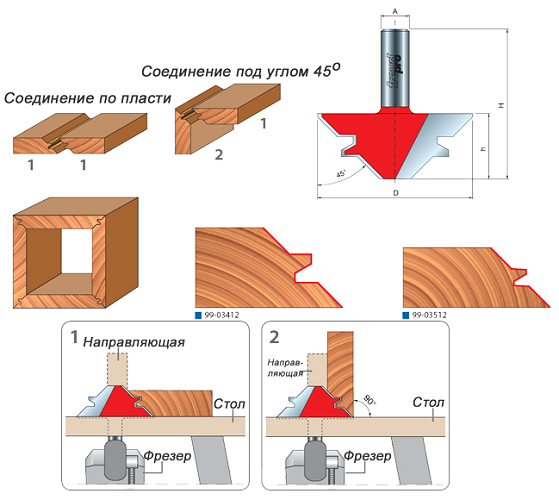
После прохода инструмента получают 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних располагаются под углом друг к другу.
Для сращивания деталей также применяется микрошиповая фреза.
Для углового сращивания древесины также используется оснастка из серии комбинированных, позволяющая подготовить места соединения под углом 45 градусов.
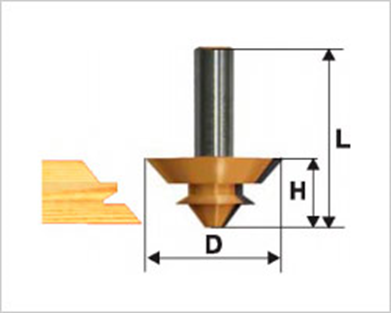
Следует отметить, что для обработки заготовок, которые необходимо срастить, применяют одну и ту же комбинированную фрезу. Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

https://youtube.com/watch?v=pIrvItQkyFw
https://youtube.com/watch?v=9kXJKMwCbaU
https://youtube.com/watch?v=Q5aQ_RnGxVw
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Читать также: Чем отличается технологическая карта от технологического процесса
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
https://youtube.com/watch?v=S2VmEO9l9wg
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
https://youtube.com/watch?v=h_EbbTI_1Mk
По виду предназначения:
- угловой,
- фасонный,
- шпоночный,
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе,
- дереву,
- металлической,
- стеклу,
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.
Заточка фрезы по торцу
Для заточки фрезы по торцу необходимо воспользоваться вторым гнездом для патрона, расположенного на станке.

Заточка фрезы
При этом нужно проделать описываемые ранее действия по установке диаметра и длины.
- В зависимости от жесткости обрабатываемого металла выставляются настройки на гнезде. Чем тверже металл, тем поворот кольца гнезда больше в сторону знака “+”.
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Обрабатывается каждая канавка фрезы.
- В дополнительном гнезде станка осуществляется заточка фрезы с торца, для чего проделываются вышеописанные действия.
- Последняя операция – обработка задней стенки фрезы, которая производится путем вставления патрона с фрезой в соответствующее гнездо станка.
- Таким образом, осуществлена заточка фрезы с соблюдением всех требующихся геометрических особенностей по отдельности и по отношении друг к другу. Соблюдена равномерность заточки по всем сторонам.
Фрезы для ручного фрезера
Фрезы — это режущий инструмент, который обрабатывает и формирует поверхность. Состоят они из цилиндрической части, которая зажимается цангами в держателе агрегата, и режущей части. Цилиндрическая часть может быть разного диаметра. Выбирайте такой, цанга под который есть в вашем аппарате. Форма и расположение ножей режущей части определяет тот вид, который получает древесина после обработки. В некоторых фрезах (для кромок) есть упорный ролик. Он задает расстояние от режущей поверхности до обрабатываемого материала.
Работа ручным фрезером по дереву предполагает наличие некоторого количества фрез. Это — малая часть того, что существует
Делают фрезы из разных металлов и сплавов. Для обработки мягкой древесины — сосны, ели и т.п. — используют обычные насадки (HSS), для жестких пород — дуб, бук и другие — из жестких сплавов (HM).
Каждая фреза имеет определенный ресурс и максимальную скорость, на которой обеспечивается нормальная работа с минимальным биением. Превышать рекомендованную скорость не стоит — это может стать причиной поломки фрезера. Также нет смысла точить фрезу, если она затупилась. Делают это на специальном оборудовании (стоимостью около 1000$), где можно задать требуемый угол заточки. Вручную ничего путного не получится. Так что затупившиеся проще (и дешевле) заменить, так как стоят они относительно немного.
Популярные виды
Есть некоторое количество типов насадок для фрезера, которые используются чаще всего.
- Кромочные. Служат для обработки боковых поверхностей заготовок. С их помощью можно сделать ровные или фигурные края, можно сформировать выемки и шипы для стыковки деталей. Именно этот тип фрез бывает с подшипником на конце — он упирается в деталь, задавая расстояние от края обрабатываемой детали до резца.
Некоторые виды кромочных фрез
- Пазовые. Служат для формирования пазов и выемок различных форм. Бывают они: спиральные (а) — в основном используются для формирования технических пазов, например, соединение шип/паз;
- галтельные (б, д) — для декорирования поверхности при помощи бороздок разной формы, могут быть округлыми, V-образными или фигурными;
- ласточкин хвост (в, г) — для формирования паза в виде трапеции, это паз используется для открытого и скрытого соединения деталей;
- фасонные (д) — с их помощью украшают поверхность бороздками сложных форм.
Пазовые фрезы — для формирования выемок в любом месте детали
Есть фрезы простые, сформированные из единого куска металла, есть наборные. Наборные имеют хвостовик — основу, некоторый набор различных режущих плоскостей, набор шайб разной толщины. Из этих деталей можно самостоятельно сформировать требуемый рельеф.
Наборная фреза — комплект из нескольких режущих поверхностей и шайб, из которых можно сделать фрезу требуемой формы
Это наиболее популярные виды фрез, но на самом деле их очень много. Кроме разного диаметра хвостовиков, есть различные диаметры режущих поверхностей, их высота, расположение ножей друг относительно друга и т.д. Вообще, для фрезеровки своими руками, требуется обычно около пяти наиболее ходовых фрез. Они обычно присутствуют постоянно, а остальные докупаются под конкретные виды работ.
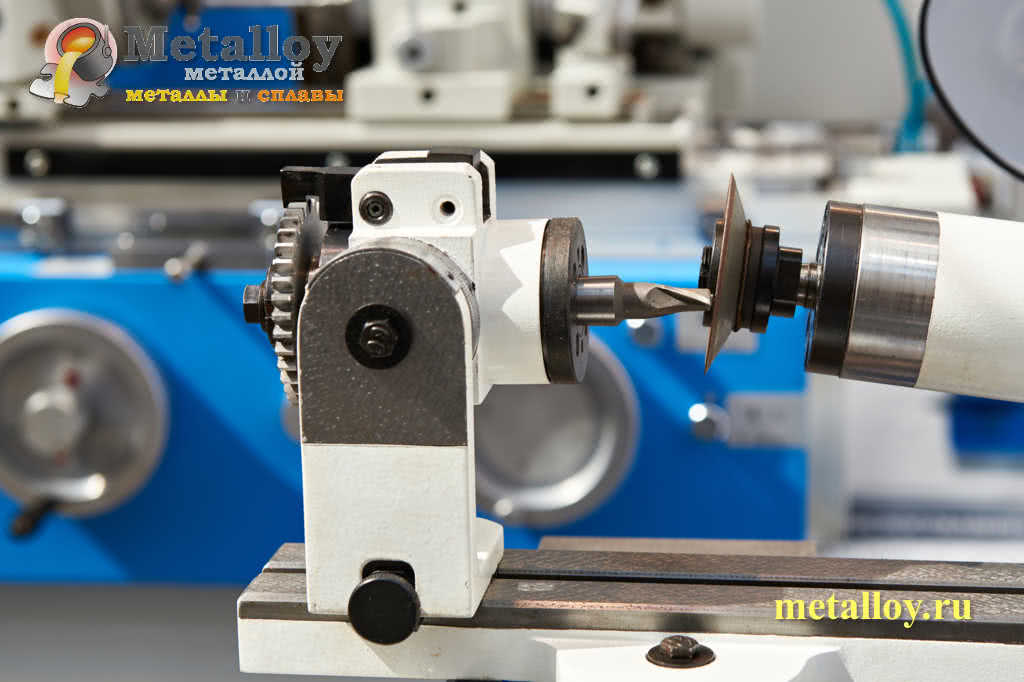
Станок для заточки фрез по металлу
Николай Чернак рассказал о самодельном станке, который он использует для заточки концевых фрез по металлу. История приобретения
В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра
Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир.
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато.
Судя по цанге, можно заложить достаточно толстую фрезу по диаметру.
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором.Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.
Смотрите станок в работе с пятой минуты.
Канал «Николай Чернак».
izobreteniya.net
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 350,
- большой 350 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев 380. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.
Заточка фрез своими руками
Данную процедуру можно выполнить самому и использовать при этом подручные средства.

Такая возможность сэкономит деньги, и в случае многократного использования сохранит драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.

Качество ручной заточки значительно отличается от заточки с использованием специального станка, но в ручном варианте экономится время.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Инструмент для заточки
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги. Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.
Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона. При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству. Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.
 Станок для заточки фрезы
Станок для заточки фрезы
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки. Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе. Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами. При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
https://youtube.com/watch?v=bJza0t1EnCw
https://youtube.com/watch?v=26SukX_38yw
https://youtube.com/watch?v=b-uOa95tnn0
Преимущества быстрой замены
Изюминка данного устройства — клеевой способ крепления шлифовальных кругов к опорному диску. Благодаря слою полимерного клея, нанесенного на
обратную сторону каждого круга, их можно многократно и в то же время прочно крепить к поверхности опорной пластины, а при необходимости легко
заменять один на другой. Абразивное полотно плотно прилегает к опорному диску, образуя рабочую поверхность для шлифовки режущей кромки
инструмента. Если требуется обработка лезвия сначала крупнозернистым, а затем мелкозернистым абразивом, второй круг можно закрепить прямо поверх
первого.
Клеевой способ фиксации шлифовального круга позволяет устанавливать его не только на опорном диске, но и на ранее закрепленном круге. При работе с кругами различной зернистости это очень удобно. Поверхностное сцепление (адгезия) эластичного клеевого состава на полимерной основе рассчитано так, чтобы круг прочно держался в устройстве во время работы и легко отклеивался по ее окончании. При этом клей не пачкает ни поверхность опорного диска, ни абразивный слой расположенного ниже круга.
Толщина опорного диска (более 10 мм) позволяет с усилием прижимать инструмент к его поверхности, а плотное и равномерное прилегание наждачного
круга к опорной плоскости исключает биение и эксцентриситет при вращении, обеспечивая образование ровной, без заусенцев, режущей кромки. При этом
боковая (торцевая) поверхность диска из прочного полимера служит для полировки инструмента.
Как заточить фрезу вручную?
Фасонную концевую фрезу для вязких материалов (древесины) можно заточить вручную, не прибегая к помощи дорогостоящего оборудования. Вам понадобится:
- рабочий стол и планка из стали или твердой древесины;
- алмазный брусок;
- абразивный круг;
- растворитель;
- вода с мылом или щелочью;
- наждачная бумага.

Рис. 3 . Заточка фрезы вручную
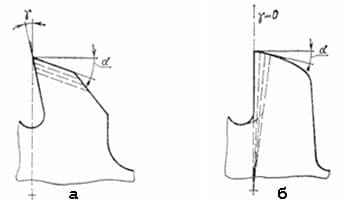
Алмазный брус закрепляют на краю стола, смачивают мыльным раствором. Фрезу нужно освободить от подшипника (если он есть), очистить от остатков древесной смолы. Размер переднего угла заточки варьируется в диапазоне:
- 10 – 20 ⁰ для фрез по дереву;
- – 5 – 0⁰ для инструмента по металлам (в основном для сталей).
Диапазон угла заточки задней поверхности широк и не ограничивается рамками показателей.
Заточка производится ровными движениями по алмазному бруску.
Нужно стараться совершать одинаковое количество движений фрезы по бруску с одинаковой силой нажима. По мере заострения режущих кромок зернистость абразива уменьшается, финальный этап обработки можно осуществить наждачной бумагой.
Результат заточки оценивают визуально с помощью увеличительного стекла или керосина. Зубцы не должны содержать даже мелких зазубрин и трещин. Чтобы обнаружить микротрещины, поверхность режущей кромки смачивают керосином — в области трещины керосин проступит сильнее. Зазубрины и микросколы определяют на глаз или через лупу.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:
- Следует всегда использовать только острый инструмент. Насколько острая фреза можно судить по качеству обработки поверхности. К тому же, в таких условиях начинает сильно греться мотор.
- Материал, который требуется обработать, должен быть надежно закреплен, иначе нормальной работы не будет.
- Не рекомендуется снимать всю поверхность за один проход, так как это увеличивает нагрузку на фрезу и на инструмент (двигатель). Это влечет за собой снижение скорости обработки, а значит и к снижению качества. Поэтому, если глубина приличная, то лишнее лучше убрать за несколько раз.
- Заменяется фреза только на обесточенном агрегате, причем одного отключения выключателем мало. Необходимо вытащить вилку из розетки.
Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности
И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины
Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Разновидность хвостовика по диаметру
Хвостовик фрезы – это круглый металлический стержень, такой же, как у сверла. Но в отличие от сверлильного станка, дрели или шуруповерта хвостовик фрезы зажимается не в 3-кулачковом патроне, а в цанговом зажиме (цанге).
Такой зажим намного компактнее патрона, затягивать одну гайку проще, чем кулачки на патроне специальным ключом
Это важно, учитывая конструкцию этого инструмента. Минус такого зажима – можно использовать только подходящие по размеру хвостовики
В этом отличие от патрона, в котором можно зажать хвостовик сверла размером, например, от 1 до 10 мм.
На современных фрезерах используются цанги для зажима трех основных стандартов хвостовиков: 6 мм, 8 мм, 10 мм и 12 мм. Многие модели поставляются со сменными цангами. Например, под 6 и 8 миллиметровые хвостовики.
Цангу затягивают специальным ключом, входящим в комплект или аналогичным по размеру другим накидным (рожковым) ключом. Для затяжки и откручивания, вал стопорят либо нажимом предусмотренного в конструкции фиксатором, либо другим ключом, если на валу есть грани под второй ключ для фиксации.
Фиксация вторым ключом надежнее, так как внутренние фиксаторы иногда срываются. Поэтому на качественных брендовых моделях часто используются именно ключевые фиксаторы. Это преимущество, а не недостаток.
Гайку цанги затягивают с усилием до упора, но без лишнего усердия, чтобы не сорвать резьбу, или грани гайки и ключа.
Процесс ручного затачивания по типу резца

Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые

Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:
- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
Заточка концевых (пальчиковых) фрез

Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.
https://youtube.com/watch?v=4rkqy7oGrKw
Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
https://youtube.com/watch?v=OqEEGKpV8VI
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг
Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H
(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.
Похожие записи:
 Как вырастить абрикос из косточки
Как вырастить абрикос из косточки
 Радиоэлектроника для чайников (гордон мак-комб, эрл бойсен) [2015, радиоэлектроника, радиотехника, связь, pdf, отсканированные страницы]
Радиоэлектроника для чайников (гордон мак-комб, эрл бойсен) [2015, радиоэлектроника, радиотехника, связь, pdf, отсканированные страницы]
 Как проводится восстановление аккумулятора бесперебойника
Как проводится восстановление аккумулятора бесперебойника
 Крепеж для профильной трубы
Крепеж для профильной трубы
 Приспособление для переноски гипсокартона: просто и удобно
Приспособление для переноски гипсокартона: просто и удобно
 Технология цементации стали, ее сущность и назначение
Технология цементации стали, ее сущность и назначение