Где востребована гнутая арматура
Монолитные конструкции из бетона склонны к разрушениям от изгиба, растяжения, сейсмической активности, атмосферного воздействия и других неблагоприятных факторов. Для усиления их прочности применяют объемные армирующие каркасы из арматуры, которые помещаются в тело бетона. Получаемый из стальных прутьев и бетона строительный материал известен как железобетон.
Полукруглые каркасы из арматуры, для армирования балочного перекрытия, круглой формы.
С помощью гнутой арматуры проводят значительное усиление на углах и торцах отдельных изделий или сооружения в целом. Она также используется для упрочнения мест сопряжения балки со стеной, сваи либо колонны с фундаментом, и при других сочетаниях ответственных конструктивных элементов постройки. Важна и декоративная роль фигурных элементов из согнутых металлических прутьев при изготовлении решеток, секций заборов и ограждений, ворот и дверей.
Начинающим строителям и застройщикам необходимо помнить о недопустимости угловых примыканий участков фундаментного каркаса в виде перекрестия прямых прутьев арматуры. Такая конструкция получается ослабленной, она может стать причиной появления трещин на бетоне в будущем. Прочная угловая связка получается только с применением гнутой арматуры.
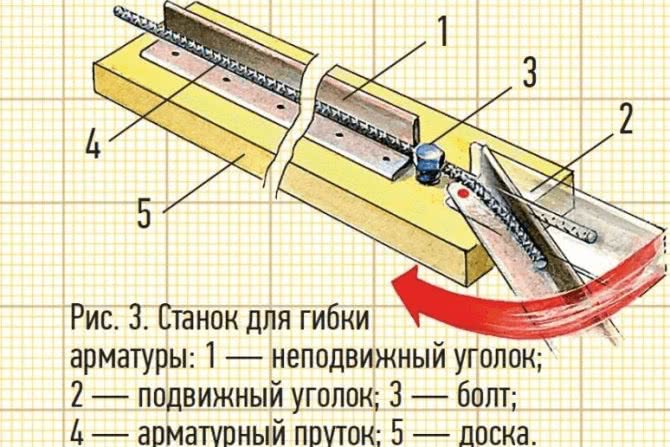
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
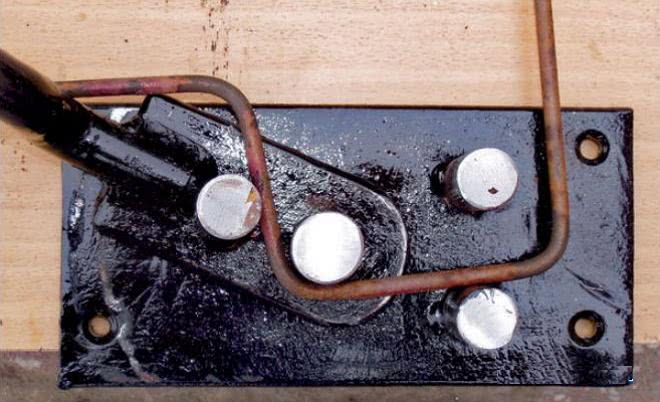
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
https://youtube.com/watch?v=ZYYSdMd8MFs
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Принцип работы устройства
Станок используется в строительной сфере для армирования бетона при помощи прутьев из прочной стали. Раньше эта процедура проводилась вручную и требовала дополнительных физических усилий, современные станки позволяют сгибать прутья различного сечения под нужным углом максимально быстро. Для функционирования станка требуется задавать нужный режим. С его помощью обрабатывают элементы из углеродистой и арматурной стали, в том числе полосы из металла, прутья с резьбой и сортовой прокат.
Схема работы и характеристики станков идентичны независимо от их вида. Стандартная конструкция имеет три ролика: центровой, упорный и гибочный. Процедура сгибания осуществляется вокруг центрового ролика, в то время пока опорный удерживает изделие на месте. Заготовку размещают на рабочем диске,а после запуска арматура фиксируется роликом гибочного типа. После выбора режима происходит сгибание изделия под нужным углом. Когда операция будет завершена, арматурогиб отпускает обработанную деталь.
Арматурогиб: как сделать своими руками
› Слесарный инструмент
При возведении дома на нескольких этапах строительства требуется применение арматуры:
- При устройстве фундамента;
- При возведении перекрытий;
- При устройстве армопояса.
Арматура поставляется на строительную плщадку в виде прямых бетонных прутьев, и, чтобы проложить по периметру дома, в некоторых местах её потребуется согнуть. Неправильная гибка арматуры (с подрезами, подогревом мест сгиба) может привести к уменьшению прочностных характеристик. Для «правильного» сгибания используются специальные инструменты – арматурогибы.
Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.

Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм. По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
- Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4″.
Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.
Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.
В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
https://youtube.com/watch?v=yl80PjcFyRc
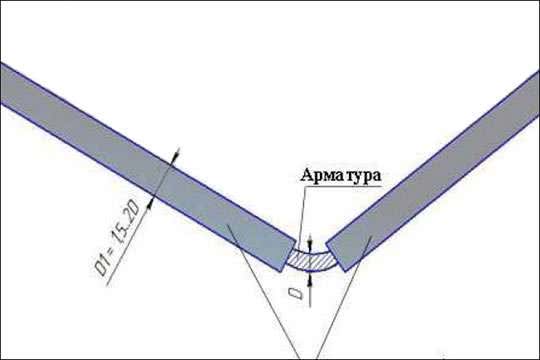
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
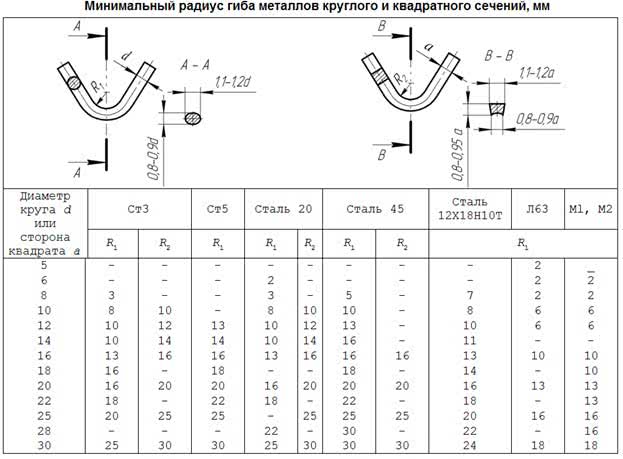
Таблица минимальных радиусов гиба арматуры, прутка и кругляка
https://youtube.com/watch?v=VhL7J98yBcY
https://youtube.com/watch?v=9qGqKcJAYS0
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.
Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.
В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.

Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.

Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.
В достаточно большом ассортименте представлены на рынке и ручные , среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Последовательность изготовления станка для гибки арматуры своими руками
Основное качество, каким отличается самодельный станок для гибки арматуры – его универсальность. Это означает, что такой инструмент подойдёт для работы не только с арматурными прутьями, диаметр которых разнообразен, но и стальными полосами, уголком, а также профилированными трубами.
Последовательность изготовления:
- Подготовка и нарезка материала. Необходимо нарезать одинаковые куски длиной 5 см из стального уголка. Также следует подготовить арматурный прут, диаметр которого составляет 12 мм. Лучше всего использовать болгарку, но можно воспользоваться и специальными ножницами.
- Внутрь профиля следует вварить 2 металлических куска нарезанного арматурного прута. Отдельные части металлического уголка соединяются между собой. Следует соблюдать одно правило: профиль размером 35 мм можно соединять по всей плоскости. Изделие размером в 25 мм стыкуется только торцами. Заготовки готовы и можно приступать к следующему этапу.
- Приспособления сваривают между собой. Должна получится конструкция типа «домик» — это и будет пуансон, посредством которого происходит гибка арматуры или прутков.
- Далее пуансон необходимо жёстко закрепить на домкрате, но перед закреплением его следует качественно и точно выровнять, особенно, в горизонтальной плоскости.
- Теперь можно приступать к изготовлению каркаса, на котором потом будет закреплён домкрат. Это рама, выполнения в виде буквы «Т». Габаритные размеры стандартны: ширина – 30 см, высота – 40 см.
- Домкрат не следует приваривать к каркасу, для его фиксации лучше всего использовать специальные трубы, вырезанные из уголка. Именно их следует приварить к раме.
- По бокам каркаса, на расстоянии 40-50 мм от пуансона, следует приварить 2 уголка, на которые потом приваривают петли. Устройство закончено и готово к дальнейшей эксплуатации.
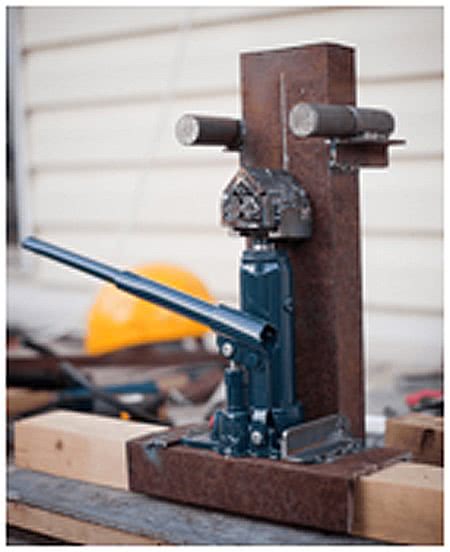
Приспособление готово к работе
Работа устройства предельно просто: достаточно положить арматурный прут на пуансон и начать работать рукоятью домкрата. После упора в приваренные петли, арматура начнёт сгибаться, пока не достигнет идеального угла в 90 градусов. При этом сохраняются механические качества прута и его прочность.
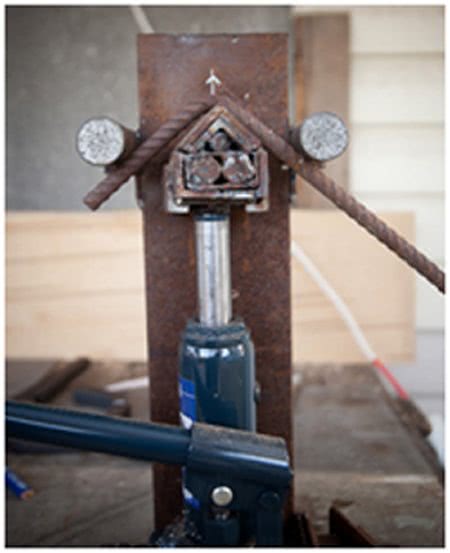
Пример работы самодельного станка
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
https://youtube.com/watch?v=2fmjdqiNxpQ
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
https://youtube.com/watch?v=HCZk5PKrb3k
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.