Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Разновидности ручных станков
Все предлагаемые сегодня на рынке модели профилегибов можно подразделить на несколько типов.
- Первый тип является наиболее популярным, поэтому чертежи для него довольно легко найти любому желающему. Особенностью работы с подобным инструментом является то, что заготовка подвергается воздействию со стороны движущихся роликов, что и позволяет выполнить деформацию. Сама процедура гибки деталей выполняется об неподвижную часть станка.
- Второй тип профилегибов имеет вид устройств, при использовании которых оправа направляется в сторону заготовки. Из плюсов, которыми обладают подобные аппараты, следует выделить то, что при работе с ними не возникает больших трудностей. К тому же, используя подобный инструмент, удается избежать измятия заготовки.
Если у вас возникла необходимость выполнить деформацию деталей, имеющих толстое сечение, то наиболее подходящим для этой цели инструментом будет гидравлический ручной профилегиб. При работе с ним гидравлика обеспечивает высокое давление, достигающая 10 тонн, поэтому вы достаточно легко справиться с поставленной задачей.
Изготовление профильной продукции
Исходным сырьем служит углеродистая или слаболегированная сталь – так называемые черные трубы. Так как изделия в основном применяется в составе каркасов, то собственной устойчивости металла к коррозии обычно достаточно.
Если часть конструкции или вся целиком будет подвергаться действию погодных факторов, то предпочтительнее использовать трубопровод из нержавеющей стали, несмотря на более высокую его стоимость. Также более устойчивы к коррозии изделия, покрытые слоем цинка, или хромированные. Изготовление последних чаще предназначается для интерьерных конструкций, где важна декоративность.

Этапы производства
Заготовкой для изготовления служит круглая труба, полученная электросварочным путем или волочением. Это зависит от назначения изделия. Трубопровод, полученный волочением, отличается более высокой прочностью и стойкостью к нагрузкам, так как в нем отсутствуют сварочные швы. Изготовление его более трудоемкое и дорогое, но и качество продукции выше.

Волочением чаще всего получают тонкостенные трубы большого диаметра. Сварочный шов в этом случае сильно снижает показатели.
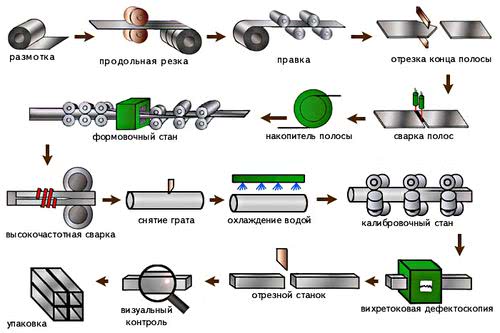
Производство включает следующие этапы.
- Нарезается по размерам штрипс – лист металла соответствующей ширины.
- Штрипс сворачивается в заготовку с открытым швом – продольным, вдоль изделия, или спиральным. Последний вариант обеспечивает большую надежность.
- Шов заваривается. Используется индукционная сварка, в среде инертного газа и так далее.
- Изделие охлаждается. Шов обязательно проверяется, так как от его качества зависит прочность будущего трубопровода.
Заготовки, полученные методом волочения более надежные. В этом случае первый этап изготовления выглядит иначе: заготовка несколько раз протягивается через волочильное кольцо, чтобы сформировать изделие нужного диаметра.

- Заготовка круглого сечения подается на формовочные вальцы. Под давлением вальцов изделие принимает требуемую форму и размеры.
- Продукт проходит термическую обработку – прогревание и охлаждение по разработанному температурному графику. Таким способом снимается напряжение, возникающее при изготовлении методом холодной деформации.
На видео представлено цикл производства профильного металлопроката.
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.
 Ручное устройство с валиками
Ручное устройство с валиками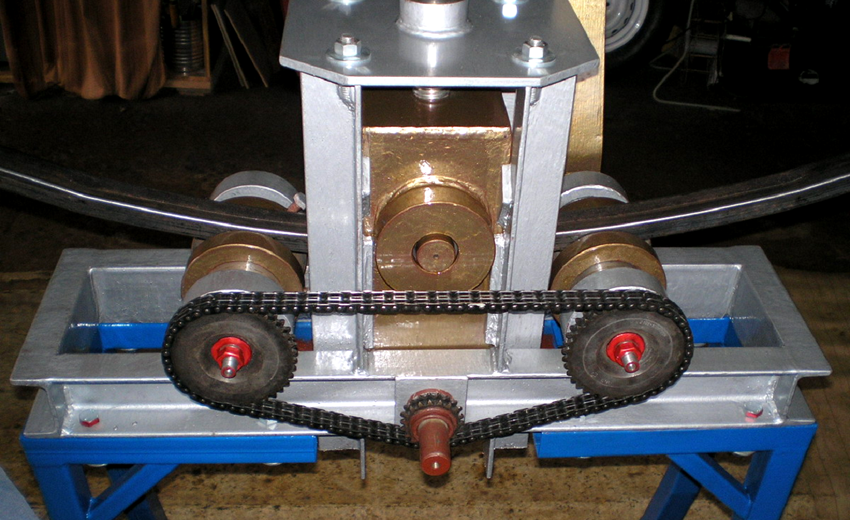 Сложный гибочный станок, сделанный своими руками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.
 Ручной гидравлический профилегиб
Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
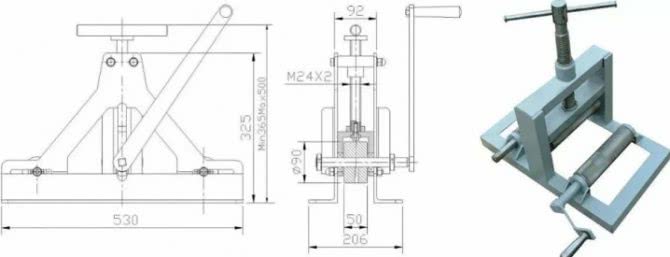
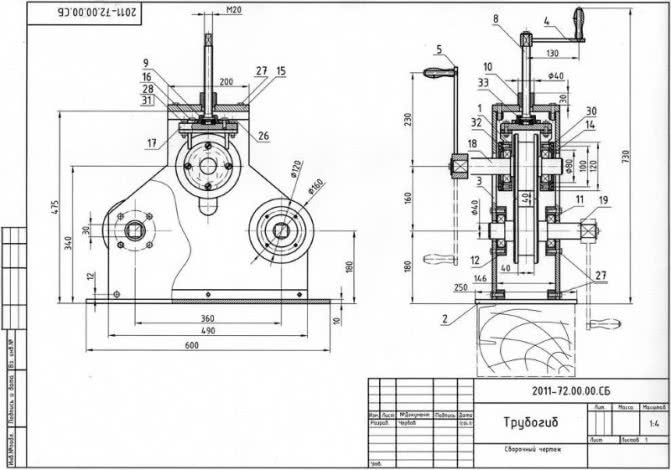
 Гидравлический трубогиб своими руками: чертеж
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
 Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
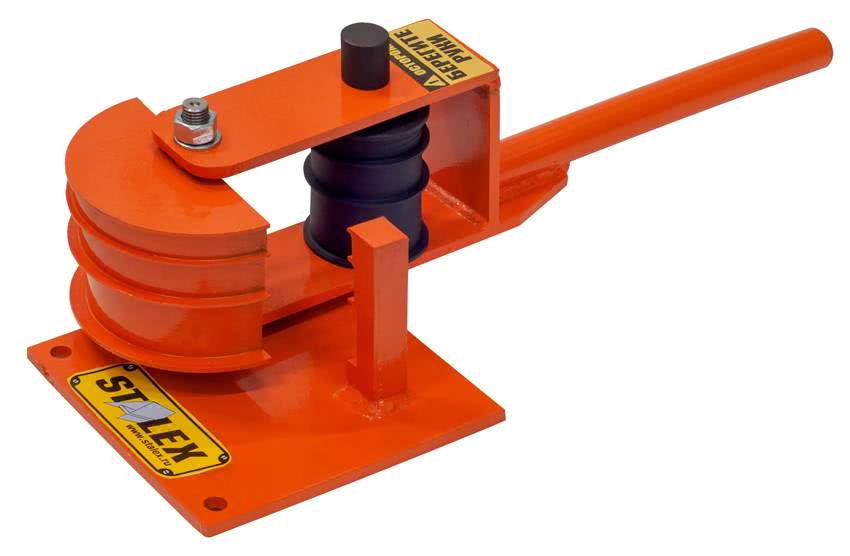
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
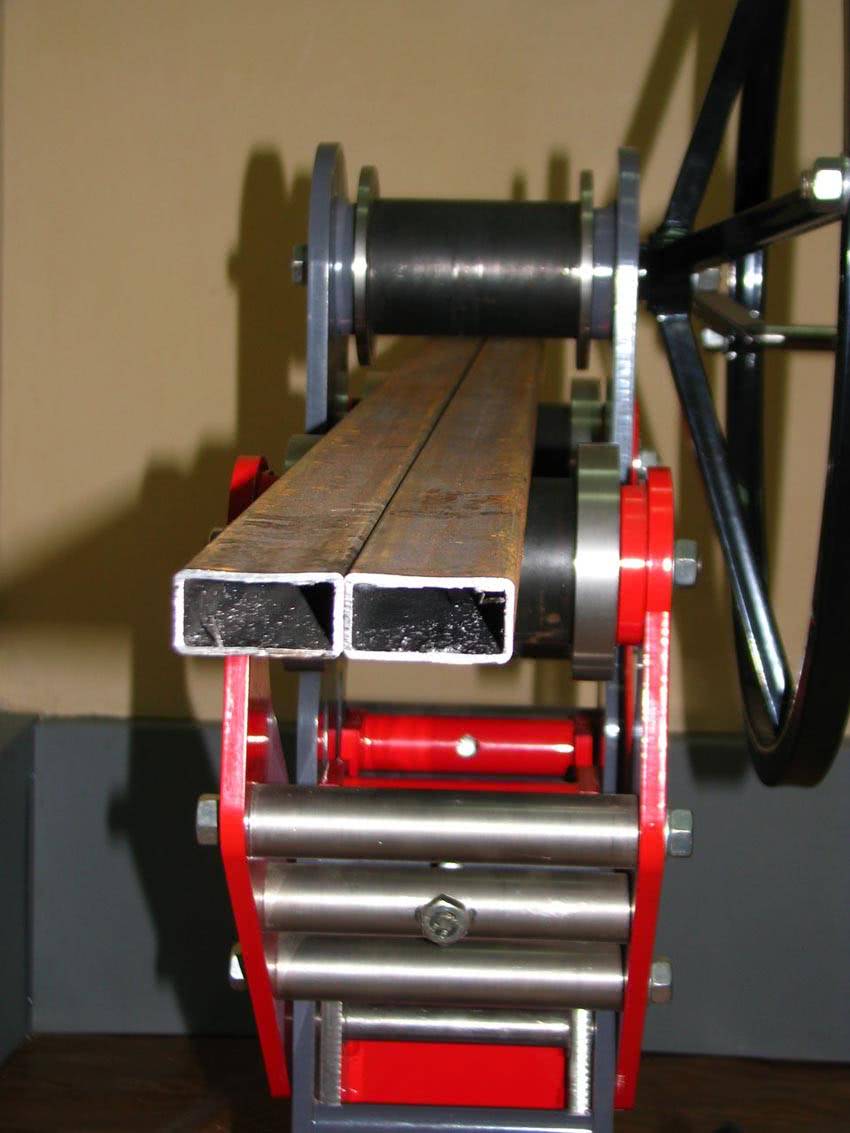 Фото трубогиба для профильной трубы с ручным приводом
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).
 Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.
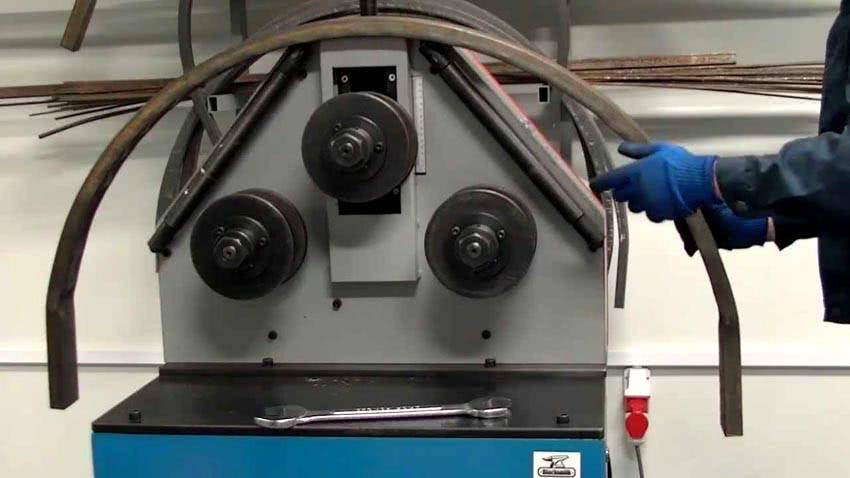
 Небольшое ручное устройство в действии
Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Делаем станок своими руками
Выбрав понравившийся самодельный станок по фото, добиться желаемого результата вряд ли удастся. Вам обязательно потребуется подробный чертеж будущего профилегиба. Это позволит соблюдать точные размеры при изготовлении станка.
Мы приведем пример популярной модели, на основе которой часто домашние умельцы создают профилегиб своими руками. Если цена заводского профилегиба составляет от 4 тысяч рублей и выше, то самодельный может обойтись чуть ли не бесплатно. Все зависит от наличия у вас необходимых деталей для станка.
https://youtube.com/watch?v=uLPqia3Asv0
- Подготовьте необходимую площадку для изготовления станка.
- Основание для профилегиба может быть выполнено из металла или дерева. Болгаркой требуется вырезать соответствующие чертежу компоненты основания.
- Если вы профессиональный токарь, сделать валы вы сможете своими руками. При отсутствии навыков и самого токарного станка, обратитесь к специалистам. Учтите, что размер вала напрямую связан с типами звездочек и подшипников будущего профилегиба.
- В ограничительных кольцах для валов необходимо дрелью сделать отверстия и пазы согласно чертежам.
- Изготовьте каркас, предназначенный для прижимного вала. Его обычно фиксируют на полке по средствам шпонки.
- Установите каркас основы вашего станка.
- Далее следует монтировать опорные валы. После чего можно организовать портальную конструкцию верхнего вала.
- Движимые компоненты профилегиба соединяются с помощью цепи.
- Завершает сборку монтаж ручки, которая будет вращаться при ручном способе сгибания. Либо соединяется ручка с двигателем, если вы используете соответствующий привод.
- Остается только закрепить гидравлический домкрат, и конструкция готова.
Помимо инструкции, рекомендуем ознакомиться с наглядными видео уроками. Опираясь на них, вам будет проще разобраться в чертежах, особенностях работы профилегиба. Плюс это поможет определиться с типом станка, который идеально подойдет для выполнения запланированных работ.
Весомый аргумент в пользу самодельного профилегиба — это возможность адаптировать агрегат под ваши конкретные потребности, виды работ и антропометрические данные. Кому-то удобнее работать левой рукой, кому-то правой. Это редко учитывается при изготовлении заводских профилегибов.
Помимо экономии и комфорта, самодельные профилегибы легко модернизируются. Сделав обычный станок с ручным приводом, со временем его можно оснастить электрическим движком или гидравлическим приводом. Все зависит от ваших потребностей и возможностей.
Самодельные автомобили, трактора, вездеходы и квадроциклы

Доброго времени суток! Разрешите представить мой самодельный профилегиб, сделанный своими руками.
Сделал станок практически на коленке, гнет максимум 60-й профиль! Недавно делал себе теплицу, гнул на ребро 6 метровый профиль 20*40*2 мм. Крутил перфоратором. Профилегиб отлично себя показал!
Процесс сборки не фотографировал, конструкция и так проста и понятна. Крутилку разработал так, что можно и ручкой, и перфоратором, и дрелью (и не боится легкого изгиба при кручении, соосности ручки и вала). Время будет, и дополнительно съемное крепление для мотора сделаю!
Вес станка примерно 15 кг, основание сделано из 120-го швеллера (верх, низ, и середка). Конструкция разборная, что удобно для транспортировки. Поставил заменяемые разборные подшипники.

Вот профилегиб уже после покраски.



Установлен гидравлический домкрат.

Станок показал себя в работе отлично, рекомендую к изготовлению, очень нужная вещь для домашней мастерской.
 Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Последовательность сборки
Изготовление устройства для изгибания профильной трубы требует приложения значительных усилий в точной последовательности.
- Подготовка надежной несущей части. Эта часть соединяется качественной сваркой и натяжением болтов по всей несущей поверхности.
- Предварительно изготовить схему сборки агрегата и позаботиться об установке осей вращения и самих крутящих элементов. Расстояние является основной причиной, под каким углом будет изгибаться профильная труба.
- Для приведения механизма такого типа в активацию необходимо спустить цепную передачу. Передача включает в свой состав три шестерни разных габаритов, при этом сама цепь может быть сняты с авто либо мопеда.
- Для запуска такого агрегата используют специальную ручку, которая имеет связь с одним из валов. Эта ручка и создает необходимый крутящий момент станка для профилигибочного монтажа.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением. Пруты играют роль осей, куда помещают ролики
Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.

Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
- Массивная пластина может применяться в качестве основания. При создании простейшей конструкции на пластину наваривается два уголка, которые выступают в качестве направляющих. В интернете также можно встретить чертежи, которые предусматривают применение дерева. Стоит учитывать, что профилегиб с основанием из дерева не сможет выдержать серьезное механическое воздействие. Именно поэтому, если станок будет применяться для гибки стального профиля, то следует применять в качестве основного материала стальные пластины и уголки большего сечения.
- Проводится крепление вспомогательных роликов, которые предназначены для фиксирования заготовки. Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет применения болтов можно будет регулировать расстояние между двумя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение короткого промежутка времени.
- К нижней части применяемой пластины привариваются уголки. Они предназначены для существенного увеличения жесткости основания. Следует провести крепление уголков в месте концентрации нагрузки. К данным уголкам также проводится крепление элементов, которые будут применяться для фиксации устройства на основании.
- Для того чтобы изготовить профилегиб своими руками, к верхним направляющим приваривается пластина с отверстиями. Их диаметральный размер должен быть больше, чем сечение применяемого винта для передачи усилия.
- Проводится монтаж рабочего винта, через который передается усилие. Подобный элемент, сделанный своими руками, жестко соединяется с рабочим роликом, через который передается давление.
- В качестве привода применяется механизм, передающий физическое усилие. Примером можно назвать домкрат или редуктор. При создании ручки не стоит забывать о том, что при увеличении длины рукоятки существенно повышается передаваемое усилие. Это связано с тем, что рукоятка применяется в качестве рычага. Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
- Как правило, изготавливаются ролики из подручных материала. Для этого используется труба определенного диаметра. Кроме этого, при изготовлении могут применять дерево. Стоит учитывать, что деревянные ролики рассчитаны на относительно невысокую нагрузку. Поэтому подобные профилегибы могут применяться для гибки профиля из цветных металлов.
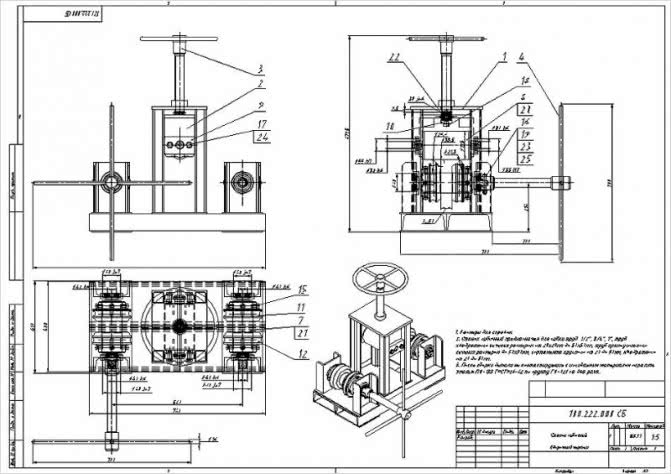
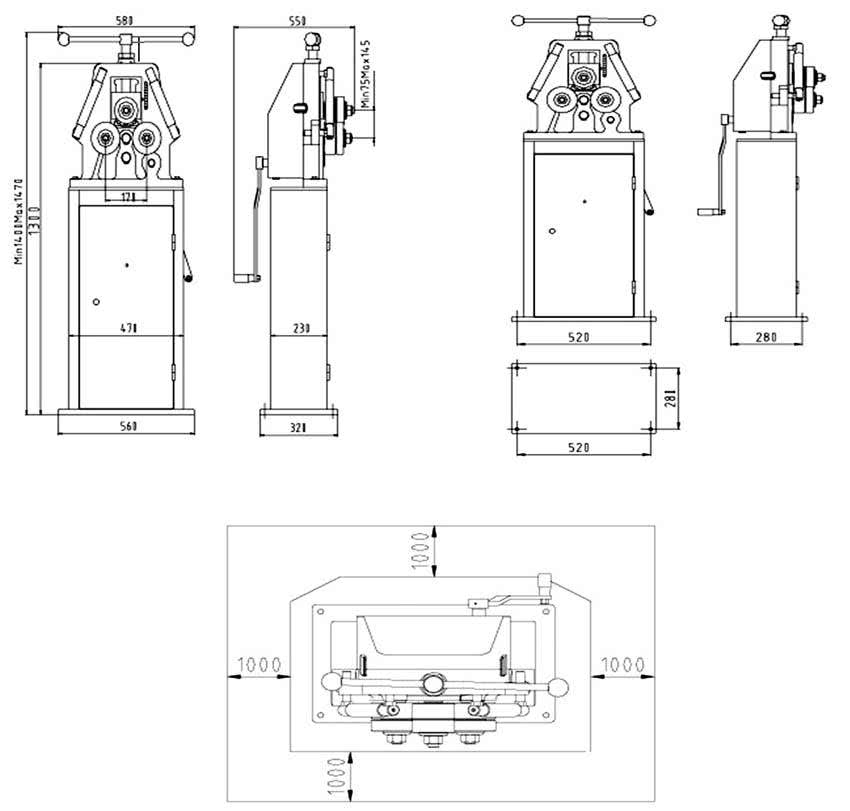
Чертеж профилегибочного станка
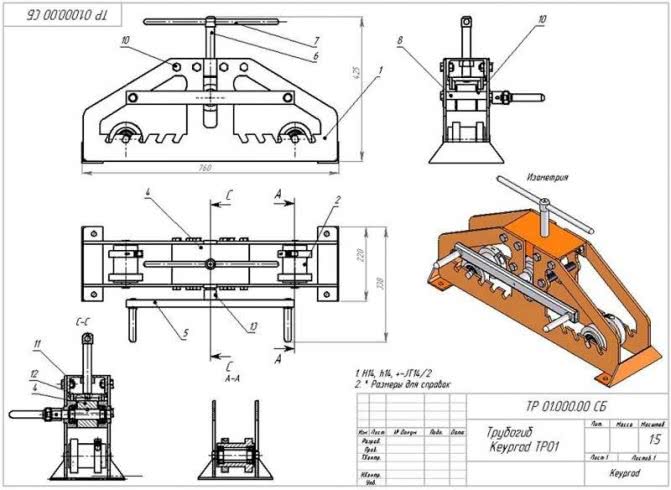
Схема профилегибочного станка
Чертеж профилегиба
Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.
 Схема простейшего профилегиба
Схема простейшего профилегиба Чертеж вальцев для профильной трубы
Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
 Простой в использовании ручной профилегибочный станок
Простой в использовании ручной профилегибочный станок Современное электромеханическое устройство
Современное электромеханическое устройство
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
Похожие записи:
 Цвет #fffff0, цвет слоновой кости, ivory
Цвет #fffff0, цвет слоновой кости, ivory
 Как выбрать и пользоваться клеммниками wago для соединения проводов
Как выбрать и пользоваться клеммниками wago для соединения проводов
 Линолеум для кухни: разновидности и советы по выбору типа раскроя и фактуры, фото интерьеров
Линолеум для кухни: разновидности и советы по выбору типа раскроя и фактуры, фото интерьеров
 Как сделать реле времени для включения и выключения электроприборов своими руками
Как сделать реле времени для включения и выключения электроприборов своими руками
 Деревянное колесо своими руками
Деревянное колесо своими руками
 Делаем клеймо своими руками
Делаем клеймо своими руками