Виды пильных дисков
Что остается сделать нашему клиенту диски для пилы делятся на два вида:
- Цельные создаются из цельного металла и отличаются остро заточенным зубьями. Они пользуются популярностью благодаря доступной стоимости, способности восстановления, другими словами повторной заточки. Несколько с иной стороны, цельные изделия резвее изнашиваются.
- Твердосплавные диски для ручной циркулярной пилы более надежны и долговечны, потому что на зубцах они оснащаются наточенными напайками из кобальта или карбида вольфрама. С применением твердосплавных материалов изделия являются более долговременными и надежными, правда, если диски затупятся, вернуть их будет тяжело.
https://youtube.com/watch?v=btNgxyjrONE
Нож из цепи от бензопилы
Цепи от пил изготовлены из качественного сплава, который отлично переносит длительное трение и высокую температуру. Процесс изготовления клинка длительный и трудоемкий, но в результате выходит красивый, уникальный и очень прочный нож. Для работы потребуется тяжелая наковальня, мангал и древесный уголь. Чтобы легче было обращаться с раскаленной заготовкой, необходимо приобрести кузнечные щипцы.
Изготовление клинка из цепи от бензопилы нужно проводить в такой последовательности:
- Подготовить одежду и рукавицы из плотной ткани и защитную маску. Засыпать древесный уголь в очаг и поджечь его с помощью специальной жидкости.
- Сложить заготовку из цельного куска цепи. В том месте, где будет рукоятка, можно добавить несколько отрезков от цепи. Следует помнить, что результатом работы должно стать единое монолитное изделие. Отдельно рукоятка к ножу не делается.
- Положить заготовку на угли. Обеспечить приток воздуха, чтобы поднять температуру. Дождаться, пока сталь не приобретет темно-красный цвет. В таком состоянии она становится ковкой, не теряя качественных характеристик.
- Достать раскаленную цепь из огня и уложить ее на наковальню. Несколькими сильными ударами сплющить ее так, чтобы звенья сплавились между собой, превратившись в единую монолитную деталь.
- Поэтапно, нагревая заготовку в печи и придавая ей молотом нужную форму, выковать нож, у которого обозначена рукоятка и клинок. После остывания заготовки провести ее заточку и полировку.
- Провести закаливание изделия. Для этого его нужно снова раскалить докрасна и опустить в холодную воду. После этого можно провести отделку ножа. Для этого используется кислота и гравировальная машина. Готовый клинок снова полируется и отмывается в теплом мыльном растворе.
При самостоятельном изготовлении клинка необходимо придерживаться определенных параметров, чтобы готовое изделие не попало под категорию холодного оружия.
https://youtube.com/watch?v=ysDAlTiEmv8
Продольное пиление
В домашней мастерской часто приходиться работать с деревом. Это замечательный материал для строительства. Он экологически чистый и выглядит красиво. Но древесина капризна, из-за неоднородной структуры. Привыкнув, к капризности лесоматериала, быстро учишься работать с деревом. Особенность его структуры в волокнах. Большинство их расположено вертикально. Мастер продумывает заранее продольную или поперечную распилку дерева, подстраиваясь под его свойства:
- отлаживает циркулярный станок;
- придерживается техническим приемам и хитростям в работе.
Показатель неправильно настроенного станка – появление подпалин. Шлифовкой можно решить проблему, но это займет время и силы. Прижженная древесина при распиле проблема твердых пород, таких как дуб, бук или береза. Страдает и сам станок. Двигатель перегружается, диск изнашивается быстрее и заготовка портится.
ВАЖНО: Качество распила, наличие отходов, отработанных элементов и скорость работы зависят от выбранного пильного диска. Пиление древесины – ответственный этап обработки бруса
Здесь определяется качество и количество изделий, идущее на дело или в брак. Правильно обработанное дерево при распиливании, уменьшает число припусков, которые нужно отмечать при строгании. Это сокращает время работы
Пиление древесины – ответственный этап обработки бруса. Здесь определяется качество и количество изделий, идущее на дело или в брак. Правильно обработанное дерево при распиливании, уменьшает число припусков, которые нужно отмечать при строгании. Это сокращает время работы.
Есть разные виды пиления. Оно различается расположением пилы к волокнам древесины:
- Продольное пиление.
- Поперечное пиление.
- Смешанное пиление.
Поперечное пиление считается самым простым. У инструментов нет сложного редуктора, для поворота пилы под углом на 90 градусов. Поперечные диски выносливее и сам прибор служит дольше.
Многие работы совершить без продольного пиления нельзя, а уровень мастерства с этим методом должен быть высоким. Поэтому остановимся на данном способе подробнее.
Поэтапное руководство по созданию резца по древесине
Создание полуфабрикатов под лезвие для резца
Элементы под лезвие резца выполняются из бывшего в употреблении циркулярного диска. Для этого диск по разметке разрезается посредством углошлифовальной машины на несколько прямоугольных полос размером приблизительно 20×80 миллиметров. Каждая полоса — это резец в будущем.


Придаем очертание основным резцам
Каждый резец требуется обработать до требуемой конфигурации. Процесс можно реализовать 2 приемами: посредством затачивания на станке и ковкой. Ковка необходима для формирования прогиба, а обтачивание – для образования единой конфигурации лезвия.
Заточка
Чтобы выполнить заточку лезвия, нужен наждачный станок с камнем маленькой зернистости. Заточка выполняется под наклоном приблизительно в 45 градусов, а длина заостренной части равняется где-то 20-35 миллиметров с учетом совокупной длины резца. Само лезвие может точиться как руками, так и на оснастке.

Создание ручки для комфортной резьбы
Чтобы пользование инструментом было исключительно комфортным, потребуется сделать деревянную рукоять. Рукоять выполняется на спецоборудовании либо руками, способом строгания и последующей шлифовки посредством наждачки.

Состыковка лезвия с ручкой
Стальное лезвие вставляется вовнутрь ручки из древесины. Для этого внутри рукоятки высверливается отверстие в глубь до 20-30 миллиметров. Полотно резца будет находиться снаружи, а сама основа заколачивается в полость ручки.

Монтирование венца
Стопорное кольцо из стали ставится для того, чтобы закрепить лезвие. На деревянной рукояти прорезается специализированный контур точно по размеру кольца. Затем нарезается резьба и уже на изготовленную резьбу фиксируется само венцовое кольцо. В результате деревянная рукоять должна сдавиться со всех сторон, а лезвие – плотно зафиксироваться в «теле» изделия.

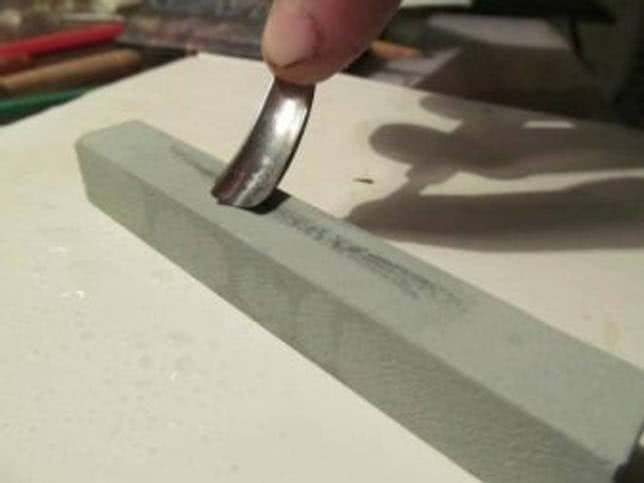
Шлифование лезвия
Чтобы резьба по древесине была предельно качественной, нужна доводка лезвия. Для этого применяется мелкий точильный брусок либо обычная керамика. На плоскость лезвия льется немножко масла (возможно употребление моторного), а затем резец точится под углом 90 градусов.

О том, как слелать нож из циркулярного диска своими руками, смотрите в следующем видео.
Сверление хвостовика
Ручку на хвостовике можно закрепить при помощи заклёпок или при помощи клея. Наиболее надёжный вариант крепления ручки заключается в использовании заклёпок. Для их установки необходимо сделать в хвостовике отверстия. Отверстия размечаются на хвостовике так, чтобы они находились примерно посередине будущей ручки. Для того чтобы сверло не соскользнуло на начальном этапе сверления – производят кернение отверстий.
Ввиду того, что дисковая пила изготовлена из легированной инструментальной стали, просверлить её будет не так просто. Обычные свёрла для металла тут долго не проживут.
В процессе сверления важно добавлять масло в зону сверления и не давать сверлу перегреваться. Сверление закалённой стали довольно трудная задача
Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы
Сверление закалённой стали довольно трудная задача. Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы.
Формирование режущей кромки
Перед тем как приступить к формированию режущей кромки, необходимо провести подготовительную работу. Она заключается в нанесении разметки на кромке заготовки. Разметка размещена ровно по центру и служит ориентиром для изготовления симметричного спуска.
Для этого маркером закрашивается кромка, которая будет режущей и, используя сверло, равное по толщине заготовке, процарапывается разметка. Сверло имеет конусную заточку. Поэтому, если расположить сверло и заготовку на одной плоскости, кончик сверла будет ровно посередине.
Приспособление для нарезания кромки
Затем, используя напильник с крупной насечкой, можно приступить к формированию режущей кромки. При отсутствии должного навыка для создания ровной кромки, можно воспользоваться простым приспособлением. Оно состоит из основания, уголка и направляющей с площадкой для наждачной бумаги. На площадку с направляющей наклеивается наждачная бумага зернистостью 180. В уголке должно быть заранее просверлено несколько отверстий вертикально одно над другим. Нож плашмя закрепляется на основании и направляющая вставляется в отверстие на той высоте, чтобы угол между плоскостью основания и площадкой с наждачной бумагой был таким, который выбрали для формирования спусков. Универсальным является угол от 22 до 30 градусов.
Сделав ровный спуск до середины толщины заготовки, нож переворачивают, дальше делают такой же спуск на обратной стороне. Используя такое нехитрое приспособление, можно легко сформировать ровный клинок.
Чертежи стола для циркулярной пилы
Есть и другие способы сделать станину для ручной дисковой пилы своими руками. Вот еще два примера.
Боковой упор с возможностью регулировки
Любые виды работ потребуют наличие упора. Боковой упор изготавливается из бруска плотных пород дерева. В других случаях, возможно изготовление из металлического уголка. Расположение должно быть немного длиннее конструкции стола. Установка упора производится с помощью болтов. Шаблон устанавливается между столом и резаком, для точной установки, более качественной настройки.
Наиболее ответственной деталью конструкции является вал, устанавливаемый на циркулярку. Изготовленный вал для циркулярки своими руками может испортить конструкцию, нанести травмы. Причиной этому служит биение, которого невозможно избежать при изготовлении вала кустарными методами. Изготовление вала стоит доверить специалисту с хорошим токарным оборудованием. Следует помнить о наличие резака, которому необходимо посадочное место. Отверстия должны быть симметрично изготовлены на станке и обработаны.
Готовые валы продаются на специализированных рынках. Следует отдавать предпочтение деталям с наличием само устанавливающегося подшипника. В противном случае, обычный механизм может в скором времени привести в негодность циркулярку.
Изготовление клепок
Клеевое крепление рукоятки к хвостовику не является надёжным. Во избежание поломки рукояти, деревянные пластины необходимо скрепить клёпками. Клёпки делаются из металла, который не подвержен коррозии. Это могут быть сплавы цветных металлов или нержавеющая сталь. Также в качестве клёпок можно использовать медную или латунную трубку.

Изготовление клепок для ножа
Из прутка подходящей длины отпиливается заготовка будущей клёпки. Она должна быть на 2–3 миллиметра длиннее толщины рукояти. Зажав клёпку в тисках, с помощью молотка развальцовываем один конец. Должен получиться как бы грибок на одном конце прутка. Далее, клёпка, предварительно смазанная эпоксидным клеем, вставляется в отверстия в ручке и так же развальцовывается с другой стороны рукояти. Для развальцовки клёпки, изготовленной из трубки, лучше всего будет воспользоваться шариком от подшипника.
Нож из рапида своими руками
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.
Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Чертовски удачный по прочности и стойкости материал. Сложность в заточке, касается любой рапидной стали. В данном случае – не исключение. Боится коррозии, требует ухода.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
Как изготовить нож из рапида своими руками
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена. Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.
Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:
- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
Танто из циркулярной пилы.Процесс производства и конец.
Ножик из циркулярной пилы
.На пиле было клеймо изготовлено в нашей стране и числа ГОСТа.ГОСТамарка стали 9хф,и это.
Пильный диск для циркулярной пилы стоит выбирать учитывая вида реза – он вам больше понравятся поперечным либо продольным. Уже сегодня, важную роль играют и материалы, которые намереваетесь пилить – дерево, пластик, ДСП, цветные металлы, трубы… Отметим одно – любая серия дисков конструируется непосредственно под определенные работы.
Качество полотна диска впрямую оказывает влияние на эффективность пиления. Не плохое полотно создается средством лазерной резки, при этом балансировка производится на компьютере. Шлифование каждого диска производится раздельно. Высококачественное полотно при свете будет отражать следы от шлифовального инструмента. Если полотно шероховатое и смотрится грубо обработанным, таковой пильный диск для циркулярной пилы не реализует эффективность работы вдобавок резвее затупится.
Изготовление ножа из полотна

Если полотно большое и не имеет сильного износа, то из него можно сделать несколько клинков разного назначения. Потраченные силы и время того стоят.
Нож из циркулярной пилы своими руками делается в такой последовательности:
- На полотно прикладывается лекало, намечаются контуры клинка. Поверх маркера керном наносятся царапины или точечные линии. Так рисунок не сотрется при выпиливании заготовки и ее подгонке под нужную форму.
- Из диска циркулярной пилы выпиливаются заготовки. Для этого лучше использовать болгарку с диском по металлу. Следует оставлять запас 2 мм от контура. Это нужно для того, чтобы убрать сожженный болгаркой материал. Если болгарки под руками нет, то выточить заготовку можно с помощью тисков, молотка и зубила или ножовки по металлу.
- На точильном станке стачивается все лишнее. На этот процесс придется потратить много времени, чтобы не перекалить сталь. Чтобы этого не допустить, заготовку нужно регулярно опускать в воду до полного остывания.
- Намечается лезвие. Здесь нужно быть внимательным, чтобы сохранить контур ножа, не спалить его и выдержать угол 20º.
- Выравниваются все прямые участки. Это удобно делать, прикладывая заготовку к боковой части точильного круга. Переходам придается округлая форма.
- Деталь очищается от заусенец. Проводится шлифовка и полировка клинка. Для этого используется несколько сменных кругов на точильном станке.
Отдельно следует остановиться на том, как делается ручка. Если используется древесина, то берется монолитный фрагмент, в котором делается продольный пропил и сквозные отверстия. После этого болванка насаживается на клинок, в нем намечаются отверстия для крепежа. Фиксация рукоятки на клинке производится с помощью заклепок или болтов с гайками. В случае с болтовым соединением шляпки метизов утапливаются в древесине и заливаются эпоксидным клеем.
Когда ручка собирается из пластика, используются 2 накладки, которые должны быть симметричными. Для придания ножу оригинальности пластиковые накладки раскрашиваются с внутренней стороны. В накладках можно делать полости, заполняемые украшениями, изделиями из цветных и драгоценных металлов, маленькими компасами и фотографиями.
После закрепления на клинке, рукоятки обтачиваются до тех пор, пока не приобретут необходимую форму и гладкость.
Создание макета ножа
Первым делом необходимо создать макет будущего ножа из пилы. На этом этапе работ можно определиться с формой лезвия будущего клинка и формой рукояти. Макет лучше всего изготавливать из плотного картона или тонкой фанеры. Можно использовать и плотный пластик. Жёсткое лекало позволит понять как нож из дисковой пилы будет лежать в руке и насколько удобно им будет пользоваться.
При изготовлении макета важно придерживаться следующих правил:
- Необходимо избегать наличия прямых углов. Прямой угол – место концентрации напряжений. Полотно ножа чаще всего ломается или трескается именно в этом месте.
- Форму клинка необходимо выбирать исходя из назначения будущего ножа. Наиболее универсальны формы с прямым или понижающимся обухом. Такой клинок одинаково хорошо может как резать, так и колоть.
- Размеры макета должны соответствовать размеру полотна дисковой пилы.

Заготовка ножа
При изготовлении макета следует также помнить, что нож можно классифицировать как холодное оружие. Всё зависит от формы и размеров. Изготовление и хранение холодного оружия уголовно наказуемо. Поэтому, чтобы не подпадать под статью уголовного кодекса необходимо, создать макет соответствующий следующим правилам:
- Длина клинка или режущей части не должна превышать 9 сантиметров. Превышение этой длины даже на 1 мм позволит отнести самодельный клинок к холодному оружию.
- Нож, имеющий толщину клинка более 2,6 мм, тоже является холодным оружием. Этим параметром можно пренебречь, так как толщина диска пилы обычно составляет 2 мм.
- Твёрдость не должна быть более 42 единиц. Этот параметр относится к закалке, поэтому так же пропускаем его на этапе изготовления лекала.
- Рукоять должна иметь ограничитель, выступающий за её пределы не более чем на полсантиметра. Если ограничитель отсутствует, то подпальцевая выемка должна быть глубиной менее 4 мм.
После того как макет, удовлетворяющий букве закона и личным предпочтениям, нарисован, можно переходить к переносу макета на диск пилы. Лекало прикладывается к диску пилы и обводится маркером. Лучше всего использовать тонкий маркер. Тонкая линия позволит точнее вырезать заготовку и избежать лишней обработки заготовки напильником.
Придание заготовке окончательной формы
Грубая заготовка до окончательной формы доводится при помощи напильника или наждака. Во избежание перегрева будущего ножа из пилы, при обработке его наждаком, необходимо периодически опускать в ёмкость с водой. Это позволит остыть заготовке. При обработке заготовки с помощью напильника дополнительное охлаждение не требуется. Наиболее оптимально будет приблизительно обработать заготовку на наждаке, а затем провести тонкую доводку напильником.
Обработка заготовки ножа
Во время окончательной обработки следует особое внимание уделять плавности загибов
Важно добиться того, чтобы загиб был ровным, без впадин или выпуклостей. Миниатюрные впадины легко проверить напильником
Для этого с помощью маркера закрашивается проверяемый торец заготовки. Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины
Миниатюрные впадины легко проверить напильником. Для этого с помощью маркера закрашивается проверяемый торец заготовки. Далее, проводят напильником с лёгким нажимом вдоль заготовки по всему загибу. В тех местах, где остался след маркера есть впадины.
Обработка продолжается до того момента, как ни одной впадины не останется.
Далее, заготовка очищается от заусениц и шлифуется с помощью наждачной бумаги. Начинать можно с 60 зернистости и достаточно закончить на 320. Заготовка ещё будет подвергаться термической обработке, поэтому чистовая шлифовка клинка будет позднее.
Устройство и принцип работы дисковой пилы
Ручная дисковая пила отличается от торцовочной пилы отсутствием станины с поворотным столом, а также размещением рукоятки. Но в целом, обе модели схожи по внутреннему устройству, принципу работы и не отличаются сложностью конструкции. На следующем рисунке показано устройство ручной циркулярной пилы.
В состав агрегата входят следующие основные элементы.
- Верхний защитный кожух, имеющий отверстие для выброса опилок.
- Корпус, в котором размещен электродвигатель и кнопка пуска. Некоторые модели электропил могут работать от аккумуляторных батарей. В таком случае на корпусе размещается и аккумуляторный блок.
- Нижний (подвижный) защитный кожух, который автоматически закрывает режущий элемент после выхода его из заготовки.
- Пильный диск. Крепится на валу редуктора с помощью гайки или болта.
- Параллельный упор. Позволяет делать ровный пропил без использования дополнительных приспособлений.
- Опорная плита (подошва) агрегата. Благодаря ей инструмент устанавливается на заготовке или шине под разными углами.
- Регулятор глубины. С его помощью можно регулировать вылет пильного диска относительно опорной плиты.
- Регулятор угла наклона подошвы. Позволяет наклонять агрегат для пиления под углом.
Работает данный инструмент по следующему принципу. Питание от электросети или батареи поступает на кнопку пуска, которая разрывает цепь. При нажатии на клавишу пуска ток начинает поступать на электромотор. Ниже приведена электросхема агрегата.
Электродвигатель запускается и передает вращательное движение через редуктор на пильный диск. Агрегат устанавливается с помощью подошвы на заготовку или направляющую шину, после чего производится процесс как продольного, так и поперечного пиления.
Как сделать рукоять для ножа
Проще всего склеить ручку из двух вырубленных и подготовленных кусочков дерева или оргстекла. Сделать ее гораздо легче, чем закрепить на хвостике ножа. Естественно, вы можете выбрать незатейливый вариант и примотать ручку изолентой, но зачем столько стараться, чтобы в итоге испортить эстетичный вид ножика?
И вот наступает самый ответственный этап работ. Так как сверлить придется в хвостовике ножа, полотно может легко лопнуть. Поэтому будьте бдительны и осторожны.
Сталь — твердый, но в то же время хрупкий материал. При равномерном распределении давления, когда пила находится в работе, сломать ее практически невозможно. Но при точечном сверлении давление увеличивается, и металл может легко расколоться. Поэтому сверлить отверстие лучше при небольших оборотах станка и не забывать подливать масло на место сверления. В таком случае шуруповерт — идеальный инструмент для выполнения поставленной цели, так как оборотов у него меньше, то и возможность поломки детали не настолько высока.
Выполнив предыдущий шаг и проделав в рукояти отверстия, такие же просверлите в половинках рукояти. Сделайте медную или алюминиевую заклепку. Для страховки можете проклеить область, где будет находиться заклепка, клеем, но лучше, если у вас найдется эпоксидная смола.
Что такое пильный диск и как его изготавливают?
Читайте:
Пильным диском именуют оснастку для циркулярной пилы, которая употребляется для пропила заготовок из различных материалов. Главным материалом для производства диска является хромованадиевая сталь либо быстрорежущая. В составе металла на такие диски добавляют молибден и вольфрам, которые присваивают им нужную крепкость. Маркируются такие диски CV иначе говоря HSS.
Есть диски для циркулярной пилы с алмазными секторами, которые прикрепляют к основной части при помощи лазерной сварки. Отличаются такие изделия высочайшей прочностью и возможностью использовать их для резки крепких материалов, например, бетона или камня. Диск делается разной толщины, от 0,7 до 4.5,8 мм, тут все зависит на сколько правильно Вы сможете подобрать студию, какой толщины пропил нужно сделать. У различных моделей дисков отличаются по форме, длине, углу наклона и типу разводки зубья. В большинстве случаев употребляются последующие виды зубьев:
- Трапецевидные
- Разведенные
- Разнонаправленные
- С прямобочным профилем
Техническая информация для дисковых пил из инструментальной стали
Дисковые пилы по дереву
Дисковая пила является вращающимся режущим инструментом в форме круглого полотна с множеством режущих зубьев по периметру, который предназначен для механической резки дерева и материалов на основе дерева.
Дисковая пила изготавливается из легированной инструментальной стали, с проведением термообработки, выравнивания, калибровки, разводки и заточки.
- материал:Дисковая пила изготовлена из стали 75Cr1. (DIN 1.2003); (ČSN 19418)
термообработка: Дисковая пила закалена на 44-48 HRc для толщины корпуса до 3 мм и на 42-46 HRc для толщины корпуса более 3 мм.
- выравнивание: При выравнивании дисковой пилы устраняются отклонения от плоскостности поверхности, т.е. так, чтобы осевое (торцовое) биение дисковой пилы не превышало:
- значения 0,2 мм у дисковой пилы диаметром до 200 мм
- значения 0,4 мм у дисковой пилы диаметром до 500 мм
- значения 0,6 мм у дисковой пилы диаметром до 800 мм
- значения 0,8 мм у дисковой пилы диаметром свыше 800 мм
Биение дисковой пилы изменяется в зажатом состоянии вблизи крепежного отверстия, причем необходимо обращать внимание на качество зажимных фланцев, которые должны быть диаметром минимум 5x√D пилы. калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза
Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле
калибровка: Подходящим выправлением предварительной нагрузки повышается прочность дисковых пил, что позволяет повысить подачу и тем самым повысить точность резания и качество поверхности разреза. Дисковые пилы при изготовлении калибрируются для скорости резания 60 м/сек у меньшей толщины и 80 м/сек у большей толщины дисковых пил. Соответствующие обороты, на которые пила откалибрирована, указаны на дисковой пиле.
разводка:Величина разводки (на одну сторону) как правило бывает размером 1/4 толщины корпуса диска. Разводится только верхняя треть зуба. Разводка должна быть симметричной, иначе дисковая пила начинает отклоняться в сторону большей разводки. Разводка делается всегда перед заточкой, после заточки она только контролируется и исправляется в случае необходимости. При использовании слишком малой разводки дисковая пила перегревается, теряет прочность и ведет в сторону. При чрезмерно большой разводке возникают потери от слишком широкого реза, большего потребления энергии и повышенной шероховатости поверхности разреза. Для мягкого дерева выбираем большую разводку, чем для твердого дерева. Для продольной резки выбираем большую разводку, чем для поперечной резки. Для мокрого дерева выбираем большую разводку, чем для сухого дерева. Для замерзшего дерева выбираем меньшую разводку, чем для незамерзшего дерева. При плохом состоянии станка выбираем большую разводку.
заточка:Для заточки дисковых пил можно порекомендовать шлифовальный круг из белого или серого корунда, средней зернистости и твердости, с пористой или очень пористой структурой с керамической или бакелитовой основой. Круг с керамическим вяжущим материалом обозначается:
- A99 60L 9V (белый)
- A96 60L 9V (серый)
Наиболее часто встречающиеся причины короткой выдержки заточки:
Перегрев режущих пластин: проявляется изменением цвета кончиков режущих пластин, возникающим из-за перегрева материала при заточке. Перегрев может возникать из-за слишком большого давления (снятие большого количества материала) шлифовального круга на затачиваемую поверхность, из-за применения слишком твердого шлифовального круга, слишком мелкой зернистости шлифовального круга, неправильного крепления инструмента или интенсивной заточки без охлаждения.