Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.

Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.

Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.

Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
https://youtube.com/watch?v=8eA6jJiHPRI

Пластиковый кожух для стеклянных банок из ПЭТ-бутылок

Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Криминал
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница

Когда я играю в Topigr, я бы хотел, чтобы мы были полностью свободны от проблем, и не бесп.

Сейчас в мире столько всего не объяснимого, что мама не горюй.
Пиндосы, признайтесь что вы не были на Луне и мы от вас отстанем.

Басков такой-же бандерлог как и Ротару! Басков, почему не едешь выступать в Крым и Донбасс.

Так называемая «поистине великая звезда» спонсировала геноцид Донбасса! Пусть выступает пе.

Ещё одна свинья вернулась в свой свинарник. Донбасс стал чище.

На 90% согласен с мнением автора. Тут есть мнение a.filipovic. Я так и не понял это кто.

Это не песчаная буря. Море отступило под ветром и ветер поднял песок.
Как сделать ванну с подогревом на дачном участке
Информационно-развлекательный сайт «Лабуда» – это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
https://youtube.com/watch?v=FIlBBnDokCM
https://youtube.com/watch?v=EH9E_eHP36c
Рекомендации специалистов
При покупке выбранного типа станка нужно учесть особенности конструкции, материал деталей, мобильность модели.
- Продуманная конструкция (в частности, наличие линейки) позволяет добиться высокой повторяемости изделий. Прочная фиксация роликов предотвратит появление заломов и трещин заготовки.
- Если трубогиб ручной изготовлен из высокопрочной стали, его узлы мало подвержены деформациям и износу. Качественная сборка механизма гарантирует точность операций.
Станки следует выбирать исходя из потребностей. Так, для изготовления дачной теплицы, навеса достаточно приобрести Bendmax-200 или ТН-40. Важный фактор – соответствие цены станка с его возможностями и качеством исполнения. Заслуженной популярностью пользуются отечественные модели с расширенной комплектацией.
Теги: Наружные камеры безопасност, видеонаблюдение
Основные приспособления
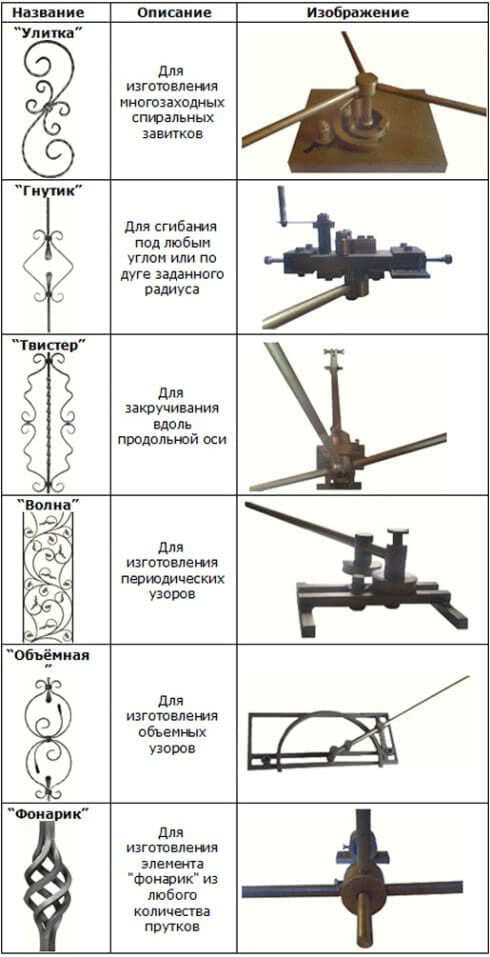
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
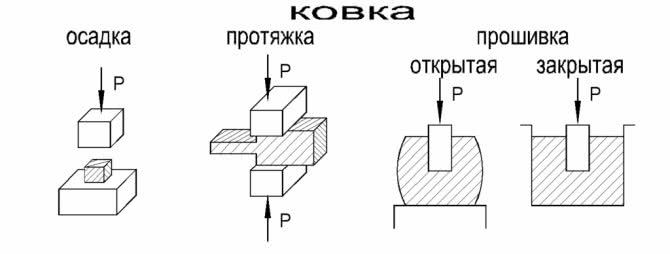
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
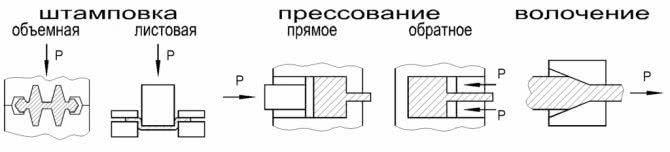
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Технология
Профильные трубы имеют квадратное либо прямоугольное сечение с размерами сторон от 15 до 300мм. Благодаря широкому размерному ряду применяются практически во всех отраслях строительства и хозяйства. Они в разы легче цельного металлического прутка и намного экономичнее.
Производство профильных изделий сложнее, чем круглых. Изначально следует подготовить полуфабрикат в виде металлической ленты (штрипса), затем на специальном станке из нее формируется круглый профиль. Из полученной заготовки с помощью вальцевания формируют прямоугольное или квадратное изделие.
Обработка штрипса
Штрипс — металлическая лента из низколегированной либо углеродистой стали. Поставляется на производство в рулонах. Изготавливается методом продольной нарезки листовой рулонной стали на специальных прокатных станах.
Изначально штрипс гораздо шире необходимой заготовки для трубы. Линия производства включает в себя оборудование для нарезки ленты по длине. В итоге получаются полосы шириной от 50мм.
Полученные после нарезки металлические полосы свариваются и наматываются на постоянно вращающийся барабан.
Формирование и сварка круглой трубы
Следующий этап — подача металлической ленты на станок для производства заготовки. На стане в нескольких клетях с помощью вальцов формируется круглая в сечении заготовка. Обычно этот этап происходит без термической обработки.
После формирования сечения, заготовка передается на сварочную установку, где с помощью токов высокой частоты ее свободные края свариваются. При этом давление вальцов продолжается и способствует отхождению лишнего металла (грата). Грат снимается установленными на стан резцами. После сварки заготовки охлаждаются специальными эмульсиями.
Профилирование
В процессе охлаждения эмульсионными растворами круглая заготовка поступает на следующие вальцы — калибровочные. Они делают ее ровной по всей длине.
На следующем этапе — очередные специальные вальцы, обжимные. Именно они, сжимая заготовку с четырех сторон, формируют готовое изделие. После этого труба нарезается на нужные отрезки.
Контроль
Слабое место любой электросварной трубы — шов. Поэтому перед допуском профиля к реализации необходимо оценить качество его качество.
Контроль качества готовой продукции осуществляется следующими методами:
Вихретоковая дефектоскопия.
В этом методе вихревые токи регистрируются приемным измерителем. По их интенсивности определяется наличие пустот, раковин и прочих дефектов в металле.
Визуальный осмотр
Специалист ОТК (он должен обладать подтвержденной высокой квалификацией), осматривает трубу и выявляет все внешние недочеты — трещины, нежелательные следы профилирующих вальцов, дефекты сварки, механические повреждения.
В идеале — оба этих способа используются параллельно, но на производстве с большим объемом продукции каждую трубу не осмотришь, поэтому необходимо систематическое проведение обязательной профилактики всего оборудования цеха…
Термообработка
Для увеличения прочности и долговечности изделия сталь необходимо закалять. Поэтому готовая труба подвергается обязательной термической обработке. При этом «отпускаются» все внутренние напряжения, возникающие в процессе деформирования стали.
Закаленные изделия имеют более высокую себестоимость, поэтому не на каждом мини-заводе практикуется этот процесс.
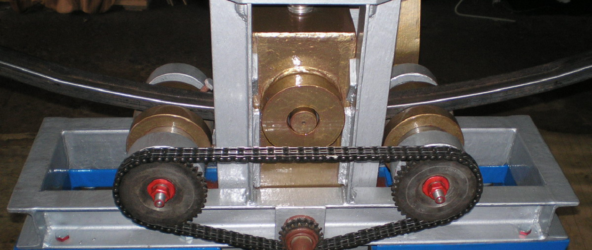
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Профильная труба – что это такое?
Профильная труба – это особый сорт проката, который используют в процессе сборки металлоконструкций любого размера и назначения. Главная отличительная особенности такого проката – многогранный или овальный профиль поперечного сечения. Причем, в большинстве случаев, профиль бывает либо квадратным, либо прямоугольным.
Профильная труба
Разумеется, в трубопроводах и прочих транспортных системах такие трубы не применяются. Основные причины подобного ограничения – слабая сопротивляемость внутреннему давлению и недостаточная пропускная способность. Поскольку изготовление профильных труб из ленточного штрипса, в большинстве случаев, не предполагает этапа формирования надежного стыковочного шва.
Виды профильных труб: особенности сортамента
Профильные трубы бывают квадратными, овальными и прямоугольными. А по способу изготовления этот прокат делится на бесшовные и сварные трубы, подвергаемые отпуску (процедуре снятия внутренних напряжений после формирования профиля) или выпускаемые без финишной температурной обработки.
Словом, мир профильных труб богат и разнообразен до такой степени, что даже сортамент подобной продукции нормируется сразу несколькими ГОСТами. Например, параметры квадратных труб определяет ГОСТ 8639-82.
В этих нормативных документах указано, что габариты тонкостенных и толстостенных профильных труб не могут превышать размера 180х180 миллиметров. При этом толщина стенки у самой большой трубы – всего 8-14 миллиметров. Ну а самая маленькая профильная труба – это прокат квадратного сечения с гранью в один сантиметр и миллиметровой толщиной стенки.
И эти значения, в конечном итоге, повлияли и на технологию продольной деформации подобного проката. Ведь пустотелую балку с габаритами 18х18 сантиметров (и почти 1,5-сантиметровой толщиной стенки) просто так согнуть нельзя. Для такой операции нужна особая техника.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
https://youtube.com/watch?v=8IYuk41JNRY
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Делаем проточки на стабилизаторе
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Процедура вальцовки труб
В промышленности вальцовка труб осуществляется посредством использования особых станков, которые за счет специальных приспособлений и систем, называемых валками (выполнены из сортов сплавов высокой прочности), пластично модифицируют трубы в поперечном сечении, меняя его форму и диаметр (размеры).
На Новомосковском ЗМК применяют станки, оборудованные одним, двумя, тремя, четырьмя валками различных типов (модификаций). Требуемый радиус изгиба и/или его угол обеспечивается валками соответствующих габаритов и параметров, например:
- Т – предназначены для обработки профиля круглого сечения диаметром от 5,6 до 12,5 мм;
- СТ – с помощью такого валка на ограниченную глубину обрабатывается профиль диаметра (внутреннего) от 6 до 11 мм;
- 5Р – для профиля с тонкими стенками и др.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
https://youtube.com/watch?v=8grXCYQYyrk
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.