Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Трубогиб со средним подвижным роликом
Инструмент состоит из следующих деталей:
- Сварного корпуса, закрепляемого на ровной опоре или слесарном верстаке.
- Двух симметрично расположенных сменных роликов, профиль которых должен соответствовать внешним размерам заготовки.
- Среднего подвижного ролика, свободно вращающегося на оси.
- Направляющих.
- Ручного привода подвижного ролика. В качестве такого привода может быть, например, цепная или зубчатая передача.
- Рукоятки с рычагом.
Самым ответственным моментом является профилирование подвижного ролика трубогиба. Радиус закругления при переходе от боковой части стенки к торцевой (касается прямоугольных труб) должен быть на 0,2…0,5 мм больше, чем соответствующий параметр для заготовки. Если он больше – изгиб переходит в свободный с недопустимым искажением формы исходного сечения. Если меньше – происходит защемление участка сгиба, что увеличивает прикладываемое усилие и способствует складкообразованию.
При проектировании формы роликов важно помнить, что гибка должна выполняться в направлении минимального размера сечения, тогда изгибающий момент и, следовательно, энергозатраты снижаются. С этой же целью все оси вращения роликов трубогиба стоит изготовить с подшипниками.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Как пользоваться вальцами
Это приспособление состоит из нескольких статических и подвижных деталей:
- Основанием является прочная, тяжелая и устойчивая станина, к которой крепятся все остальные узлы и механизмы.
- На раме расположены ролики, выполняющие роль приемного и подающего устройства. К роликам подведена передача на силовую установку.
- К основе крепится прижимное приспособление, регулирующее параметры изгиба. Как правило, производители используют струбцину с резьбой.
- На раме закрепляется направляющая из металлического листа, арматуры или стального профиля. Эта деталь необходима для того, чтобы заготовка не изгибалась в горизонтальном направлении.
Недостатки профильной трубы и способы устранения
При всех плюсах профильных труб есть у них и недостаток. Производители стараются использовать материалы небольшой толщины. Поэтому при проектировании длинномерных изделий приходится закладывать более габаритные заготовки. Теряется легкость внешнего вида.
Но самодельные конструкции довольно часто выполняют из довольно тонкой исходной заготовки. Чтобы усилить профильную трубу от прогиба, в ней добавляют дополнительные ребра. В результате повышается жесткость.
Вопрос можно решить постукиванием молотком по одной из сторон, сминая грань. Можно подойти к вопросу и более рационально: изготовить приспособление, которое несколько изменит форму профиля трубы.
Замечено следующее:
- если производит прокат квадрата сверху и снизу, то можно дополнительно создать ребра усиления;
- прочность на изгиб увеличивается на 20…30 %, что позволяет применять профтрубы меньшего формата на один и даже два типоразмера.
В результате мастер экономит материал, создает более легкую и интересную конструкцию.
Финансовый план предпринимательства
Даже в условиях мини-цеха можно изготавливать 15 п. метров профильной трубы в минуту. А доход предприятия ещё зависит и от того, каких размеров будет эта труба. При средней себестоимости трубы малого размера в 15 рублей за п. метр её цена на рынке больше вдвое. Сейчас она составляет около 30 рублей за п. метр продукции. Уже с одного погонного метра профильной трубы получается прибыль в 15 рублей. Если каналы сбыта товара на предприятии хорошо отлажены, то за месяц работы можно выручку от продажи готовых изделий доводить до 4 млн. рублей. Трудно предположить более высокие показатели доходности и рентабельности современного бизнеса.
Отличных показателей доходности бизнеса можно добиться, купив оборудование для изготовления труб, которое имеет даже небольшую мощность. Некоторые предприниматели, не обладая значительным стартовым капиталом, начинают зарабатывать деньги путём изготовления профильной трубы своими руками. В этом случае требуется самое простейшее оборудование, цена станка для индивидуальной ручной работы не превышает 200 тыс. рублей. Учитывая, что спрос на изделия в настоящее время лишь увеличивается, даже в таком мелком варианте организации собственного дела можно получать неплохую прибыль.
Со временем, изучив тонкости рынка сбыта готовой продукции и поставки листового стального сырья, можно перейти и к производству оцинкованной профильной трубы. Цена на эту продукцию значительно выше, чем на трубы из чёрно-белой стали. Привлекая к своему товару всё больше заказчиков, каждый бизнесмен постепенно укрупняет прибыльное дело, начинает осваивать изготовление строительных материалов смежной конструкции.
Бизнес план по производству сливочных масел
Бизнес план переработка гречихи
https://youtube.com/watch?v=rXFYC9CGVqk
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Особенности вальцовки на Новомосковском ЗМК
Новомосковский ЗМК располагает опытными кадрами, регулярно повышающими свой квалификационный уровень, и необходимым техническим оснащением, отвечающим строгим европейским стандартам.
Благодаря современным технологическим процессам и работе опытных мастеров каждый вид работ, связанных с гибкой труб из любых пластичных материалов, осуществляется оперативно и качественно. Любая технологическая операция выполняется в полном соответствии со всеми требованиями, предусмотренными для конкретного вида технологического процесса, с обязательным прохождением подготовительной стадии.
Как изогнуть профильную трубу простым способом?
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
 Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить его можно и металлическими крючками, расположив их по прорисованному контуру
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить его можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
Более подробно о том, как согнуть профильную трубу без специального оборудования, читайте в этом материале.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
 Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Разновидности трубогибов
Трубогибы широко используют не только в сферах промышленного производства, но и быту. При выборе руководствуются в первую очередь стоимостью, размерными параметрами изгибаемых изделий, объемами производства, принципом работы приспособлений.
По приводу различают ручные механические, гидравлические или с электроприводом трубогибочные механизмы.
В торговой сети представлены следующие основные категории трубогибов:
Ручные с храповым механизмом. Это приспособления арбалетного принципа действия с роликами по краям и со сменными прижимными полусферическими насадками под разные трубные диаметры. Перемещение штока с упором в трубу осуществляется при помощи рукоятки храпового механизма.
Так как мускульная сила человека не позволяет получить значительное физическое усилие, такими приспособлениями изгибают в основном медь, нержавейку, алюминий и сталь с тонкими стенками диаметром не более 1 дюйма (25 мм)).

Рис. 4 Трубогибные станки с намоткой заготовки на шаблон
https://youtube.com/watch?v=nPD_KvNsU7g
Ручной с гидравлическим приводом. Это приборы арбалетного типа, у которых вместо механического храповика для подачи прижимной головки используется гидравлический привод. Инструмент рассчитан на бытовое и профессиональное применение при монтаже трубопроводных коммуникаций подачи газа, отопления и водоснабжения. Обычно такие приборы оснащаются рядом головок под трубные диаметры 15, 20, 25, 32, 40, 50 и 60 мм, или 1/2, 3/4, 1, 1 1/4, 1 1/2, 2 дюйма.
Гидравлические трубогибы выпускают ведущие мировые производители различного ручного и электрического инструмента с брендами Rems, Rothenberger, Virax.
Ручные (рычажные) приспособления для обкатки. Это одни из широко распространенных ручных станков, в которых неподвижную трубу обвивают вокруг шаблона.
Обычно трубный торец подводят к ролику или сегментному элементу, вставляя в зазор между ним и расположенной рядом опорной деталью. Затем трубу обжимают рычагом, в котором вращается ролик или имеется плоская, профильная пластина.
Чтобы избежать овальности трубы в месте изгиба, многие производители выпускают системы из нескольких обжимных ступеней, рассчитанных на трубные диаметры 15, 20 и 25 мм. В этом случае появлению овальности будут препятствовать стенки шаблона, в которые при изгибе начнет упираться трубная оболочка.
Многие заводские приборы оснащают градусной шкалой изгиба на полукруглом сегментном шаблоне.
Так как при работе приходится прилагать значительную мускульную силу, такие трубогибы рассчитаны на работу с любыми видами металлических труб не более 40 мм в окружности.

Рис. 5 Ручные трубогибы с гидроприводом
Ручного типа для радиальной гибки. Обычно это крупногабаритные стационарные станки, изгибающие трубы по технологии прокатки. В них размещены два крайних ролика, по которым движется труба, и центральный прижимной, задающий радиус изгиба. Верхний ролик плавно опускают на резьбовом штоке (шпинделе), которой закреплен в резьбе станины станка.
Технология
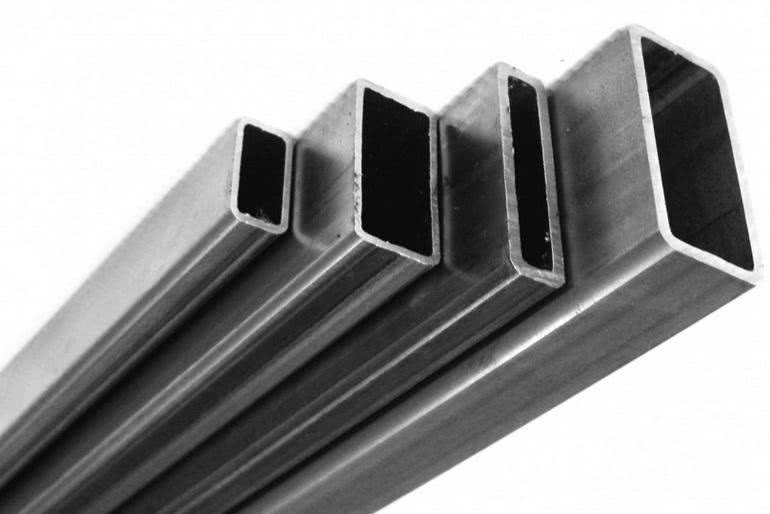
Профильные трубы имеют квадратное либо прямоугольное сечение с размерами сторон от 15 до 300мм. Благодаря широкому размерному ряду применяются практически во всех отраслях строительства и хозяйства. Они в разы легче цельного металлического прутка и намного экономичнее.

Производство профильных изделий сложнее, чем круглых. Изначально следует подготовить полуфабрикат в виде металлической ленты (штрипса), затем на специальном станке из нее формируется круглый профиль. Из полученной заготовки с помощью вальцевания формируют прямоугольное или квадратное изделие.
Обработка штрипса
Штрипс — металлическая лента из низколегированной либо углеродистой стали. Поставляется на производство в рулонах. Изготавливается методом продольной нарезки листовой рулонной стали на специальных прокатных станах.
Изначально штрипс гораздо шире необходимой заготовки для трубы. Линия производства включает в себя оборудование для нарезки ленты по длине. В итоге получаются полосы шириной от 50мм.
Полученные после нарезки металлические полосы свариваются и наматываются на постоянно вращающийся барабан.
Формирование и сварка круглой трубы
Следующий этап — подача металлической ленты на станок для производства заготовки. На стане в нескольких клетях с помощью вальцов формируется круглая в сечении заготовка. Обычно этот этап происходит без термической обработки.
После формирования сечения, заготовка передается на сварочную установку, где с помощью токов высокой частоты ее свободные края свариваются. При этом давление вальцов продолжается и способствует отхождению лишнего металла (грата). Грат снимается установленными на стан резцами. После сварки заготовки охлаждаются специальными эмульсиями.
Профилирование
В процессе охлаждения эмульсионными растворами круглая заготовка поступает на следующие вальцы — калибровочные. Они делают ее ровной по всей длине.
На следующем этапе — очередные специальные вальцы, обжимные. Именно они, сжимая заготовку с четырех сторон, формируют готовое изделие. После этого труба нарезается на нужные отрезки.
Контроль
Слабое место любой электросварной трубы — шов. Поэтому перед допуском профиля к реализации необходимо оценить качество его качество.
Контроль качества готовой продукции осуществляется следующими методами:
Вихретоковая дефектоскопия.
В этом методе вихревые токи регистрируются приемным измерителем. По их интенсивности определяется наличие пустот, раковин и прочих дефектов в металле.
Визуальный осмотр
Специалист ОТК (он должен обладать подтвержденной высокой квалификацией), осматривает трубу и выявляет все внешние недочеты — трещины, нежелательные следы профилирующих вальцов, дефекты сварки, механические повреждения.
В идеале — оба этих способа используются параллельно, но на производстве с большим объемом продукции каждую трубу не осмотришь, поэтому необходимо систематическое проведение обязательной профилактики всего оборудования цеха…
Термообработка
Для увеличения прочности и долговечности изделия сталь необходимо закалять. Поэтому готовая труба подвергается обязательной термической обработке. При этом «отпускаются» все внутренние напряжения, возникающие в процессе деформирования стали.
Закаленные изделия имеют более высокую себестоимость, поэтому не на каждом мини-заводе практикуется этот процесс.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
https://youtube.com/watch?v=P5u4NIVJvJ0
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертеж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
https://youtube.com/watch?v=8IYuk41JNRY
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Делаем проточки на стабилизаторе
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Важные технические моменты при изготовлении профилегиба.
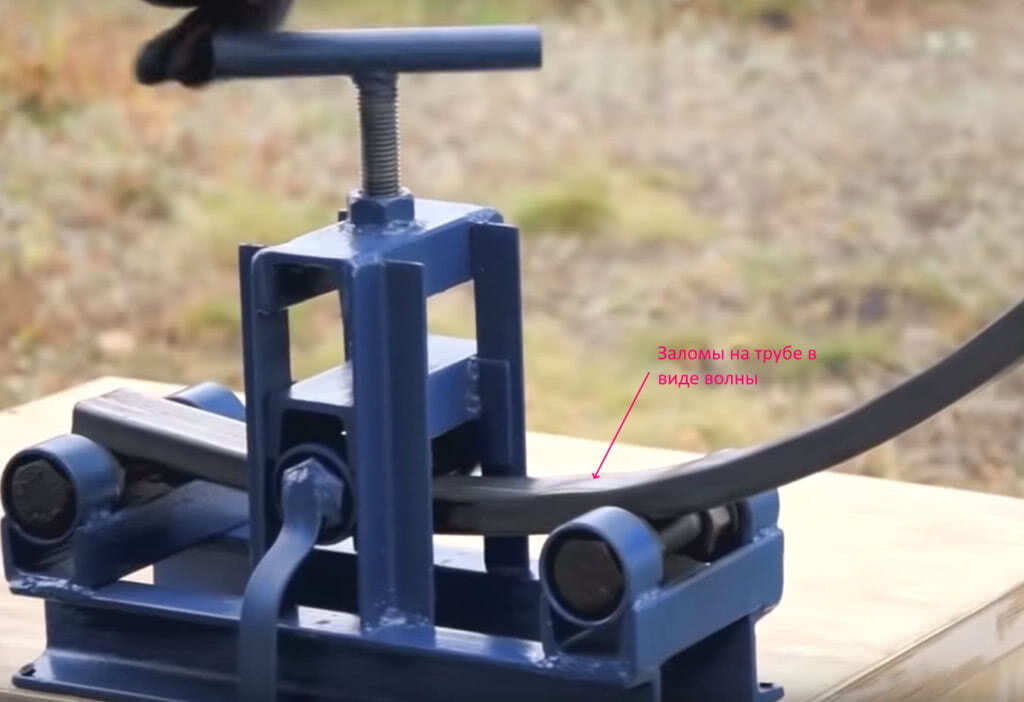 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами.
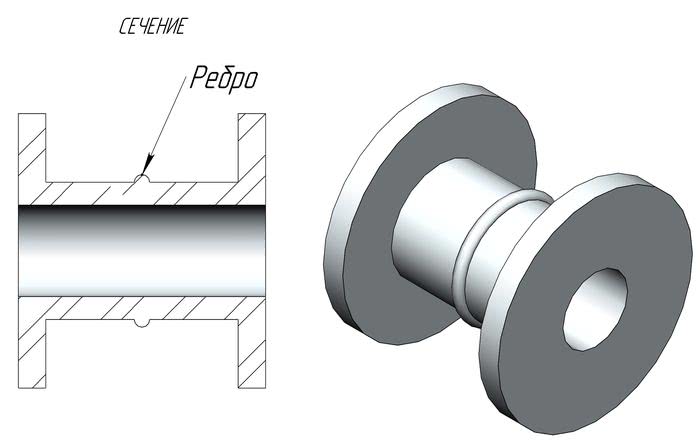 Ролик с ребром по центру.
Ролик с ребром по центру.
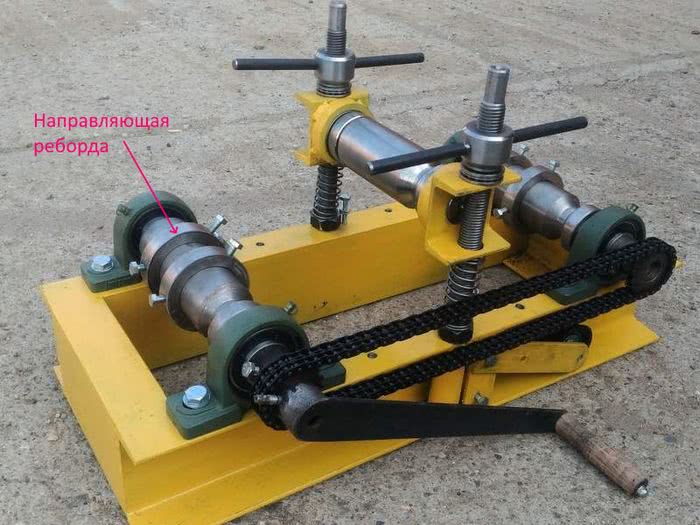
Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Рекомендуем прочитать:
Собираем зачистной станок для труб.
 Профилегиб.
Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
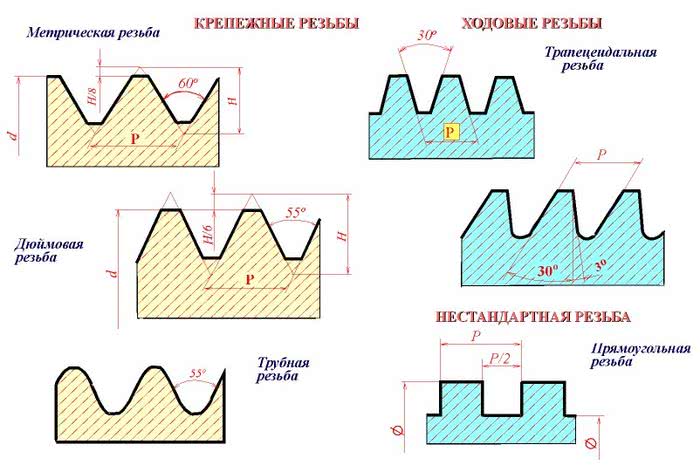 Виды резьбы.
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
 Ролик для гибки круглой трубы.
Ролик для гибки круглой трубы.
Предназначение и область применения
Существует огромное количество вариантов исполнения гибочных станков, особенно это касается самодельных вариантов исполнения. Несмотря на это можно отметить нижеприведенные сходства:
- Могут применяться для получения заготовок только определенной формы. К примеру, некоторые используются для получения прямого угла, другие изгибают по окружности, третьи предназначены для спирального накручивания и т. д. Однако есть и сложные установки с возможностью переналадки станка. Так установка в гибочный станок валиков другого диаметра и профиля позволяет изменить угол изгиба.
- Очень важным показателем можно назвать особенности профиля трубы, диаметр поперечного сечения, толщину стенок, вид сплава. Эти показатели оказывают влияние на возможность использования того или иного способа гибки.
- Сплавы, которые могут подвергаться холодному изгибанию: алюминий, легированные и медные сплавы, сталь. Мощность станка определяет возможность обработки труб с определенным диаметром поперечного сечения и толщиной стенок, в некоторых случаях, скорость обработки.
https://youtube.com/watch?v=rqfWa2c4_Kk
Область применения:
- Нефтехимическая промышленность.
- Машиностроение.
- Строительство.
- Энергетика и электрическая промышленность.
- Кораблестроение.
- Легкая промышленность.
При выполнении холодной гибки металл подвергается сильным нагрузкам, а повышение пластичности обуславливается частичным нагревом в области возникновения этих нагрузок (только при быстром изгибании). Именно поэтому, как при использовании профессиональных, так и самодельных станков, приводит к следующим изменениям металла:
- Утончение стенок на месте изгиба.
- Сплющивание трубы в месте изгиба. При этом придать изначальную форму довольно сложно.
- Образование изломов и гофр.
- При значительных показателях упругости материала возможно изменение полученной формы после изгиба.
Все станки из этой категории узкоспециализированы.
Видео по постройке теплицы при помощи самоделеньго гибочного станка
https://youtube.com/watch?v=Sy-FM_zBpIE
Общие выводы и дополнительные рекомендации
Чтобы принять правильное решение, необходимо изучить актуальные предложения рынка.
| Рисунок | Бренд/Марка/тип | Максимальный диаметр трубы (ширина х высота), мм | Угол изгиба, в градусах | Цена, руб. |
| Зубр/ Эксперт Мини/ручной | 10 | 180 | 1100—1320 | |
| Smart&Solid/ BendMax 300/ ручной | 40 х 40 | — | 12200-13500 | |
| MATRIX/ 181335/ гидравлический | 50,8 | 90 | 10300-11260 | |
| SWG-2/ RENZA 068-1062/ гидравлический | 50 | 90 | 19860-21020 |
Эти и другие изделия фабричного производства предназначены для изгиба профильных труб (изделий с круглыми сечениями). Они создаются с определенным ходом штока, создаваемыми усилиями, другими техническими параметрами. На них распространяются официальные гарантийные обязательства производителей.
При сравнении с изготовлением подобных конструкций собственными руками необходимо учитывать все реальные затраты. Корректный сравнительный анализ поможет сделать правильный вывод.
Watch this video on YouTube
Похожие записи:
 Руководства к лего technic
Руководства к лего technic
 Виды грядок из поддонов и как их сделать для дачи своими руками, ошибки
Виды грядок из поддонов и как их сделать для дачи своими руками, ошибки
 Как убрать сколы на капоте без покраски
Как убрать сколы на капоте без покраски
 Из чего состоит пластиковое окно?
Из чего состоит пластиковое окно?
 Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
Как сделать копилку своими руками: фото и видео мастер-класс изготовления простых, красивых и оригинальных копилок
 Можно ли сажать тюльпаны весной: нюансы и правила посадки
Можно ли сажать тюльпаны весной: нюансы и правила посадки