Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.
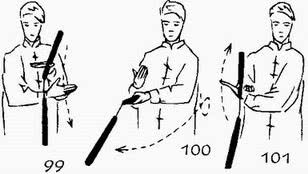
Фото – гибка труб без трубогиба
Очень удобно производить данную работу при помощи сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в дальнейшем будет расчерчиваться и рассчитываться потребный угол. В схеме обязательно точно измеряется закругление.
Пошаговая инструкция от эксперта как гнуть трубы с помощью тисков, болгарки и сварочного аппарата:
Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается при помощи болгарки несколько тонких надрезов;
Самостоятельно выполнить работу можно, только если предварительно зафиксировать арматуру в зажимных тисках
Когда пропилы выполнены и очищены от стружки, нужно осторожно начинать сгибать трубу;
После того как кольцо закрылось, нужно отверстия, которые образовались в результате сгибания, заварить сварочным аппаратом. Некоторые мастера используются простые паяльники, если коммуникация имеет небольшой диаметр;
Чтобы место сгиба было аккуратным, его нужно будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить появление коррозии или преждевременного разрушения соединения.
Ровно выгнуть трубу можно при помощи пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответствующего диаметра. Это не даст при сгибании профильной трубе поломаться или принять неправильную форму;
- Для облегчения работы нужно подогреть место стыка и аккуратно вручную перегнуть коммуникацию по нужному диаметру;
- Здесь очень помогают различные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно попробовать деформировать коммуникацию при помощи песка. Как правильно согнуть трубу для навеса без применения тисков и пружин:
- Нужно застопорить один конец трубки, закрыв его деревянным клином или любой другой затычкой;
- Закрытым концом труба фиксируется в земле или тисках (если есть возможность). Также можно использовать любое другое приспособление, которое позволяет установить коммуникацию;
- После этого нужно засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой нужно провести по месту будущего сгиба, после чего аккуратно согнуть трубу в нужную форму. Работать необходимо довольно быстро, т. к. металл после того, как остынет, будет непригодным для обработки.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
После осуществления изгиба требуется трубу оставить на некоторое время в зафиксированном положении – это поможет материалу закрепить свою новую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба
Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода
Нам понадобится:
Опора на которой мы будем работать, например, металлический стол;
В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра
Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.. Порядок действий (пошаговая инструкция):
Порядок действий (пошаговая инструкция):
Делим опору на 6 равных частей
Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;
Фото: приваренные стойки к балке
- Саму балку закрепляем к металлическому столу;
- Берем трубу, которую мы будем гнуть, кладем на стойки и сдвигаем её относительно балки с припуском 10-15 см, чтобы был рычаг за который можно было бы взяться и изогнуть её вокруг стоек;,
- Привязываем ее к балке веревкой (фиксируем);
Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.
Фото: вот такую получаем согнутую трубу для навеса
Дальше делаете необходимое количество таких конструкций (дуг), используете поликарбонатные листы и ваш арочный навес готов!
Видео инструкция о том, как согнуть профтрубы для навеса (арки) без трубогиба
Сгибание под высокой температурой: особенности метода горячего сгиба ↑
Чтобы придать нужную форму нестандартной пластиковой трубе, следует подготовить:
Пружину для сохранения внутреннего диаметра, или песок.
Строительный фен: желательно купить оборудование с многоступенчатой регулировкой температуры, чтобы не перегреть пластик.
Формировочный станок: доска или кусок панели из ДСП с закрепленными хомутами по ходу запланированной формы трубы.

Самодельный станок
Заготовки по радиусу из брусков.

Бруски для шаблона сгиба
Инструкция: сгиб трубы шаг за шагом ↑
Как согнуть без повреждений стенок канализационную ПВХ трубу? Прежде чем начать, следует заполнить внутренний просвет. Внутрь трубы вставляют пружину, или толстостенную металлическую трубу. Некоторые мастера советуют засыпать песок и запаять или заглушить края.

Засыпка песка
Но во время нагревания крупинки песка могут прилипнуть к внутренним стенкам, из-за чего в месте изгиба будет постоянно скапливаться грязь.
После заполнения трубу фиксируют на станке хомутами. Если есть возможность, нужно надеть формировочную муфту из силикона, чтобы стенки не поцарапались во время работы.
После крепления к станку, в запланированных местах устанавливают радиусные шаблоны.

Зафиксированный отрезок
По всему диаметру осторожно нагревают стенки феном, сгибая трубу по шаблону
Очень важно не перегреть поверхность – ПВХ плавится уже при 130о, полипропилен – при 150о. Проводить гнутье нужно очень медленно, чтобы на нижнем крае изгиба не сформировались наплывы и складки

Согнутая горячая труба
Согнутую трубу необходимо оставить в фиксированном состоянии до полного остывания. Только после этого можно проверить, соответствует ли полученный изгиб запланированному.
Результат: как проверить качество и целостность сгиба ↑
Качество работы можно оценить сразу: если полученный изгиб визуально не изменил форму сечения, стенки – ровные, без складок и трещин, то все сделано правильно.

Идеальный радиус ПВХ трубы
Если стенки от разогрева расплавились, существенно истончились, на нижнем крае – ярко выраженные складки, то такую трубу придется выбросить. Неровности на внутренней поверхности и сильная деформация сечения – это причина того, что внутри сгиба будет накапливаться налет, который приведет к засорению.

Неудачная попытка
Проверить герметичность участка можно, наполнив водой трубу. Но точно спрогнозировать, как долго согнутая пластиковая канализационная труба будет герметичной, нельзя. При повышении напора внутри системы истонченные стенки могут треснуть, со временем появятся микротрещины.
Какие трубы можно гнуть без трубогиба
Согнуть вручную можно и стальную трубу, если она тонкостенная и небольшого сечения, но для этого потребуются серьезные усилия. А вот изделия из алюминия и разных видов пластика обладают меньшей жесткостью и большей пластичностью, с ними работать проще. Но перед тем как согнуть полипропиленовую трубу или подобное изделие из алюминиевого сплава, нужно изучить её параметры и свойства.
Алюминиевые
Алюминиевые трубы кроме размера сечения и толщины стенки отличаются друг от друга и другими параметрами. Они могут быть:
- круглого или прямоугольного сечения;
- шовными и бесшовными;
- изготовленными из чистого алюминия или его сплава с другими металлами – магнием, марганцем, медью, кремнием, цинком и т.д.
Дюралевые (дюралюминиевые) трубы делают из сплава алюминия с медью и магниемИсточник kolpashevo.build2last.ru
Химический состав сырья серьезно влияет на способность труб к деформации. Чем меньше в сплаве примесей, тем выше пластичность изделий. С увеличением содержания в нем других элементов пластичность снижается, но увеличивается прочность. Поэтому проще всего гнуть трубы из чистого алюминия, целостность которых от этого не страдает.
Металлопластиковые
Согнуть металлопластиковую трубу очень легко без каких-либо приспособлений и ухищрений – она гибкая сама по себе, и даже продается в бухтах. Состоит из двух слоев полиэтилена, между которыми проложен слой металлической (чаще всего алюминиевой) фольги. Но именно такая структура требует аккуратности при выполнении изгиба, который может привести к расслаиванию стенок трубы или повреждению верхнего слоя с появлением трещин и обнажением металлической прослойки.
Структура металлопластиковых трубИсточник absteplo.ru
Чаще всего это происходит при неоднократном сгибании изделия в одном месте или при низкой температуре воздуха во время проведения работ. Поэтому в холодных условиях гибка металлопластиковых труб не производится. А чтобы получить нужный радиус изгиба трубу сначала деформируют на более острый угол, после чего постепенно разгибают обратно до получения требуемой формы.
Пластиковые
Пластиковые трубы изготавливают из полиэтилена, полипропилена, поливинилхлорида. Перед тем как согнуть пластиковую трубу, нужно определить её вид.
- Полиэтиленовые трубы – самые пластичные и податливые, но плохо держат форму после изгиба.
- Трубы ПВХ – самые хрупкие, гнуть их можно только горячим способом.
- Полипропиленовые трубы – самые твердые и прочные, без нагрева им можно придать только небольшой изгиб.
Вообще производители пластиковых труб не рекомендуют менять их форму посредством изгиба, так как при этом свойства материалов изменяются – снижается прочность растянутой стенки, деформируется внутреннее сечение, приобретая овальную форму вместо круглой, на внутреннем радиусе появляются заломы.
Несоблюдение технологии изгиба может привести к потере качества трубы и ухудшению её проходимостиИсточник chipmaker.ru
Для придания трубопроводу нужной конфигурации лучше использовать специальные переходники и фитинги, выпускаемые в огромном ассортименте на все стандартные диаметры.
Категорически запрещено гнуть полипропиленовые трубы и другие виды пластиковых изделий большого диаметра в домашних условиях. Это можно делать только на специальном электромеханическом оборудовании в промышленных условиях.
Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.
Толстостенные модификации
В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
Сфера применения
Профильные трубы квадратной и прямоугольной формы применяют в разных отраслях промышленности — в машиностроительной, пищевой, химической, фармацевтической, строительной.
Рекомендуем ознакомиться: Как почистить канализацию с помощью каустической соды?
Основные направления использования профильных квадратных труб:
- Сооружение ограждений – перил для лестниц, заборов.
- Выполнение каркасных и несущих конструкций — трубы широко применяются для возведения объектов спортивного характера, торговых сооружений и офисных зданий.
- Мебельное производство — для изготовления столов, парт в школах, стульев, офисной мебели, элементы декора и арочные конструкции, различные навесы, козырьки над входом в помещение.
- Оболочка для защиты и сохранности кабеля, и систем орошения.
- Рекламные конструкции.
- Транспортные детали и узлы: цилиндры, поршни, подшипники, рамы сельскохозяйственных машин, большегрузных автомобилей, автоприцепов;
- Лёгкие сооружения и конструкции, каркасы для оранжерей и теплиц, детских площадок, решёток на окна.
Потребителю для правильного выбора профиля следует обратить внимание на несущую способность трубы и вес изделия. От размера сечения профиля напрямую зависит область применения:
- профиль прямоугольной формы 60х30 подходит для рекламных щитовых и каркасных конструкций;
- профиль 25×25 применяют в машиностроении и для лёгких установок;
- профиль квадратный размером 60х60, 80х80 подходит для сооружения ограждений;
- несущие элементы лучше делать из мощного профиля 100х100;
- популярные квадратные профили 15, 40, 60, 100 мм применяют в многочисленных конструкциях для капитального строительства и возведения лёгких сооружений, например, ангаров и складов.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
https://youtube.com/watch?v=S-tW2jymcSQ
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
https://youtube.com/watch?v=f8n5lWB4RMc
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
https://youtube.com/watch?v=-9R3I6vVseM
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.

Все способы, как согнуть ПНД трубу на производстве и в домашних условиях Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Зачем делать изгиб труб
Во время построения сложной системы отопления приходится создавать конструкции сложных конфигураций.
Допустим, в многоквартирных домах, где в каждой комнате есть отдельный стояк и один радиатор, система очень простая. Одна труба идет от стояка к радиатору, вторая — обратно. Иногда их соединяют третьей. В этом случае изгиб делать не имеет смысла. Достаточно поставить правильные соединительные элементы в количестве 4 — 6 штук.
Иначе обстоят дела в частном доме, где отопление приходится прокладывать с нуля, начиная от котла и выводить трубы из подвальных помещений наверх, во все комнаты. Иногда бывает сложно в этом случае построить прямолинейную систему, которая будет лишена поворотов и смены высоты прокладывания труб. Можно во всех местах сгибов устанавливать две различные трубы, соединенные специальной муфтой, но это трудоемко, затратно и менее эффективно.
Еще одна большая область применения согнутых полипропиленовых труб — это система теплый пол. Дело в том, что трубы в этом случае кладут по заранее намеченной схеме, напоминающей по форме трубчатый электронагреватель стиральной машины или “змеевик” в ванной комнате.

Такая система имеет множество мест изгиба трубы. В этом случае необходимо либо в каждом месте изгиба устанавливать соединители, что очень непрактично, либо приобретать специальные гибкие трубы. Заменить последние можно с помощью сгибания полипропиленовой трубы.
Процедура решает как технические, так и экономические проблемы. Путем сгибания можно значительно уменьшить количество соединительный. При этом не нужно постоянно разрезать и соединять трубы, можно сэкономить на лишних деталях.
Кроме того, муфта — это всегда слабое место. Именно тут чаще всего возникают протекания, коррозия и изломы. Если заменить муфту изгибом цельной трубы, есть шанс что конструкция прослужит дольше. Стоит также учитывать, что полипропиленовые стоят дешевле, чем трубы из гнущегося пластика. Согнув ППР трубу можно значительно сэкономить на системе теплых полов.