Преимущества не смазываемых и смазываемых корпусов
Сегодня производители выпускают как смазываемые, так и не смазываемые корпуса для подшипников. Корпус подшипника, чертеж которого разработан для стандартных смазываемых повторно узлов, имеет в себе масленку.
К преимуществам непополняемых дополнительной смазкой корпусов можно отнести экономию на техобслуживании, компактность конструкции. В таких деталях отсутствует вероятность утечки масла. Это приводит к повышенной чистоте детали.
Смазываемые повторно корпуса эксплуатируются при больших температурах и в большой запыленности окружающей среды. Если нет возможности использовать деталь с крышкой, такой узел применяется в условиях попадания на него брызг воды или других жидкостей.
При нерегулярности использования такого корпуса подшипник будет работать должным образом. Такие детали применяются при ускоренном ходе узла, при повышенных нагрузках и потребности снизить шум при работе.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.
Внутреннее кольцо также может закрепляться на валу при помощи стопорных винтов. Встречаются корпуса, внутреннее кольцо которых имеет коническое отверстие. Деталь крепится в нем при помощи закрепительной втулки.
Есть также корпуса, в которых установленное изделие закреплено особым эксцентриковым кольцом.
Съемники подшипников
При сборке подшипниковых узлов подшипники устанавливаются достаточно плотно как по внутреннему, так и по наружному кольцу. Поэтому демонтаж подшипников требует определённых усилий и аккуратности. На небольших предприятиях и в быту часто пользуются самодельными выколотками из мягкого металла (медь, бронза) и оправками, но правильно пользоваться безударными профессиональными съемниками подшипников. Например, инструментами компании SKF.
Механические стандартные.
Это самые простые и надежные съемники с двумя или тремя захватами. Предназначены для демонтажа подшипников с упором захватов на внешнее кольцо. Для удобства имеют самоцентрирующийся конический наконечник, а захваты подпружинены. В каталоге SKF это серии ТММP и TMMA.
Реверсивные.
Это универсальные съемники с захватом подшипника как снаружи, так и изнутри, при этом лапки захватов просто переворачивают на 180 градусов. Длину тяг можно регулировать с помощью удлинителей. В каталоге SKF это серия TMMR.
Обратные.
Это съемники с разборными заплечиками захватов (разборный хомут), что позволяет производить демонтаж подшипников в условиях ограниченного пространства. Длину тяг можно регулировать с помощью удлинителей. В каталоге SKF это серия TMBS.
Внутренние съемники подшипников
. Предназначены для демонтажа из глухих корпусов подшипников с зацеплением за внутреннюю обойму. Особенность — подпружиненные распорные цанговые лапки из высокопрочной стали и демонтаж подшипника с помощью скользящего молотка. Серия SKF TMIC (для подшипников с диаметром до 28 мм) и Серия SKF TMIР (для подшипников с диаметром до 60 мм, лёгкое подпружиненное позиционирование).
Съемники игольчатых подшипников.
Принцип действия, как у съемника внутренних подшипников. Отличие: более тонкие и короткие лапки цанговых захватов. Демонтаж с упором или с помощью скользящего молотка.
Съемники для глухих отверстий.
Предназначены для демонтажа из глухих корпусов радиальных подшипников открытого типа, когда нет доступа ни к внешней, ни к внутренней обойме. Губки захватов заводятся между обоймами с распором на внешнюю обойму. Губки изготовлены из высокопрочной стали и шарнирно подпружинены для легкого и надёжного позиционирования. Съёмники серии SKF ТМВР и SKF TMMD.
Гидравлические.
Это могут любые съемники, но уже оснащенные гидроцилиндром и насосом. Позволяют произвести демонтаж за несколько лёгких движений рычага. Также выпускаются отдельные гидрокомплекты для оснащения разных видов съемников. Рекомендуются при усилии демонтажа свыше 70 кН. В ассортименте инструментов SKF гидрокомплекты с усилием до 500 кН.
Выбор съемников подшипников
- Сначала выбирается серия съемников по условиям демонтажа. Если доступ к внешней обойме свободный, то выбирают самый обычный механический. При частом демонтаже подшипников из узлов разной номенклатуры (многономенклатурное мелкосерийное производство) выбирают более универсальные реверсивные съемники. При затруднительном доступе к подшипникам выбирают внутренний, съемник для глухих отверстий или съемник игольчатых подшипников.
- В нужной серии выбирается модель съемников с подходящими размерами захватов (по диаметру подшипника).
- Если усилие демонтажа предполагается значительным (особо плотная посадка подшипника, необходимость повторного его использования), выбирается гидравлический съемник.
- При большом расстоянии от конца вала до подшипника подбирают удлинители захватов.
На странице https://mount.skf.com/?lang=ru вы можете получить бесплатный доступ к информации по монтажу и демонтажу подшипников и корпусов подшипников SKF. Здесь представлены пошаговые инструкции по монтажу и демонтажу.
Если вам нужны качественные съемники подшипников для быстрого, аккуратного демонтажа, приобретайте их в компании с долголетней репутацией, широкой линейкой сертифицированной продукции и легкодоступным оперативным складом.
Опытные, толковые специалисты Техноберинга подскажут, быстро подберут и порекомендуют наиболее оптимальный вариант съемника из нескольких возможных.
Магазин Техноберинг — надёжный поставщик качественных инструментов и приспособлений для подшипниковых узлов!
Как правильно запрессовывать подшипники Alisa-motors
Энциклопедия по машиностроению XXLГильза цилиндров сухаяПОИСК
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
- Обойма может лопнуть
- Расплющится
- Встанет с перекосом
- Может замяться посадочное гнездо
- Поломается кувалда
- Опустеет кошелек
- Даром пройдут выходные
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревомПо-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
Оправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее

Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра

Вырезаем сваркой внутреннею обойму

Для удобства работы — навариваем на обойму шайбу

Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Как сделать корпус для подшипника своими руками — Металлы, оборудование, инструкции

В механизмах, которые используются в повседневной жизни человеком, часто можно встретить такую деталь, как подшипник. Они есть в системах как бытовых приборов, так и промышленных. Корпус подшипника является частью узла детали.
Он бывает разных форм, разновидностей и размеров. Чтобы лучше понимать его устройство, необходимо изучить подшипниковый корпус. Самостоятельный ремонт многих видов техники станет понятнее и эффективнее.
При желании корпуса подшипников можно создавать своими руками.
Общая характеристика
Корпус подшипника представляет собой особую деталь. Она обычно изготавливается из чугуна или других сплавов. Применяется подшипниковый корпус для посадки основного вала на главную платформу. Он плотно фиксирует деталь.
Корпус и собственно подшипник — качения, скольжения и других разновидностей — вместе создают узел. Его легко отыскать в оборудовании и технике предприятий всех промышленных отраслей.
Так как видов представленной детали разработано довольно много, корпусов для них существует еще больше.
Причем производители готовы выпускать как изделия стандартной конфигурации, так и корпуса под подшипники особой формы.
В последнем случае создается индивидуальный чертеж, на основе которого мастер изготавливает требуемую деталь. Это позволяет обеспечить соответствие узла существующим условиям производства.
Современные корпуса подшипников
Сегодня процесс производства позволяет изготовить механизм с какой-нибудь дополнительной деталью или в виде отдельного изделия. Разнятся корпуса и системой крепления подшипника внутри корпуса, например, он может быть закреплен на лапках. Это зависит от типа детали.
Корпуса подшипников качения, скольжения и других видов производится из высококачественных материалов. Это может быть чугун, прессованная или штампованная сталь, синтетический каучук.
https://youtube.com/watch?v=NCrnZj80AKA
На современном рынке подшипниковых узлов преобладают элементы механизма импортного производства. Их популярность объясняется все большим количеством различного зарубежного оборудования. Оно требует в процессе эксплуатации подшипников узлов определенного типа, которые наше производство не выпускает.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:
- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
Особенности эксплуатации
Корпус под подшипник должен обеспечивать всему узлу требуемые параметры работы. Он функционирует при больших нагрузках и не должен при этом создавать повышенный уровень шума. Экстремальные условия эксплуатации узла не должны снижать долговечность корпуса и всего механизма.
В зависимости от назначения, различают большое количество типов конструкций. Каждый производитель маркирует их по-своему. Можно выделить самые популярные компании-производители.
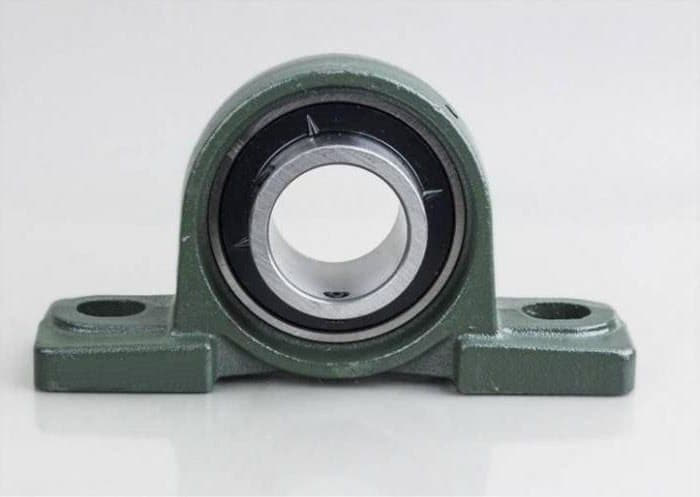
Корпус имеет сферическую форму под установку самого подшипника. Это дает возможность элементам механизма устанавливаться самостоятельно. Между подшипником и корпусом устанавливаются маслоотталкивающие уплотнения из резины в форме колец.
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.
Подшипник скольжения своими руками?
Подшипник скольжения своими руками?
Гармонист » 26 авг 2011, 10:30
Например из графитированного(графитизированного) капролона – обладающим отличной прочностью, скольжением и износостойкостью.
вот тут http://ntpo.com/patents_bearing/bearing/bearing_158.shtml мне попался патент изготовления подшипника скольжения из дерева !
К стати там способ интересный – изготавливать кольцо не сразу, а из секторов, а потом сектора стянуть в кольцо. Как раз получится автоматическая компенсация люфта подшипника.
На счет дерева – это не шутка – в царской России изготавливали подшипники из дерева железной березы. Это та от которой пули отскакивают, топор тупится, которая тонет в воде и занесена в красную книгу.
Ну да ладно там из дерева. увидел как делают подшипники профессионалы:
и подумал, а можно ли так же дома сделать? Зажать заготовку в дрель, дрель в тиски и . фрезой, ножом, напильником. сделать внутри ровное отверстие?
Кидайте сюда ваши идеи, методы изготовления, ваши мнения почему можно и почему нельзя сделать достаточно высокоточный подшипник скольжения в домашних условиях.
Re: Подшипник скольжения своими руками?
Nick » 26 авг 2011, 11:05
Сделать можно, почем нет. Возможно будет трудно, возможно трение в нем будет больше, чем в промышленном, но должно получиться. Вообще, если есть ровный вал, то для него нужно изготовить разрезную втулку, и в нее вставить скользящую прокладку и зажать винтом на вале.
Чем точнее получится сделать отверстие и чем ровнее будет прокладка, тем лучше получится подшипник. В идеале диаметр отверстия должен совпадать с диаметром вала + 2*толщина прокладки. Но если он не будет совпадать, то лучше, чтобы он был чуть чуть меньше, чем чуть-чуть больше. В самом простом случае, это отверстие можно просто просверлить большим сверлом. Люфты сможешь выбрать за счет затяжки винта, при этом появится компромисс, между легкостью хода и отсутствием люфтов. чем точнее отверстие, тем меньше нужно затягивать винт.
Зачастую бывает достаточно сложно найти подходящие материалы, по стали хорошо скользит бронза и графитированный капролон. Если сможешь найти брусок чего-то из них, то подшипник можно сделать без прокладки. Или нужно искать хорошую «прокладку» из тех же материалов.
Самодельные багги, квадроциклы, вездеходы
Особенности установки выжимного подшипника
Этот п/ш является одним из основных компонентов узла сцепления транспортных средств, установленного между двигателем и КПП. Его задачей является размыкание потока при нажатии педали. Специальный привод смещает п/ш по направляющей на валу к корзине, надавливая на диафрагму. В разных т/с используются механические и гидравлические детали. Для установки следует придерживаться определенного алгоритма:
- демонтировать коробку переключения передач, чтобы получить доступ к прочим узлам;
- отвести оконечности фиксатора, где муфта стыкуется со стаканом;
- извлечь п/ш из втулки одновременно с муфтой и пружинным держателем, отжав 4 крепежа;
- осмотреть старый компонент на предмет наличия дефектов, проверить посадочное место и сопредельные узлы;
- перед монтированием нового п/ш проверить наличие люфта и возможность свободного вращения;
- смонтировать деталь на направляющую втулку и зафиксировать пружинным приспособлением вместе с муфтой, предварительно нанеся обильную смазку;
- проверив должную посадку, поставить на место КПП.
Подобный способ описывает замену п/ш на легковом автомобиле ВАЗ, при установке выжимного подшипника на МАЗ и других грузовых транспортных средств, следует руководствоваться детальной инструкцией и рекомендациями производителя техники. Желательно использовать специализированные приспособления и ремонтные работы производить в сервисном центре, особенно это актуально для машин на гарантии.
Современные корпуса подшипников
Сегодня процесс производства позволяет изготовить механизм с какой-нибудь дополнительной деталью или в виде отдельного изделия. Разнятся корпуса и системой крепления подшипника внутри корпуса, например, он может быть закреплен на лапках. Это зависит от типа детали.
Корпуса подшипников качения, скольжения и других видов производится из высококачественных материалов. Это может быть чугун, прессованная или штампованная сталь, синтетический каучук.
На современном рынке подшипниковых узлов преобладают элементы механизма импортного производства. Их популярность объясняется все большим количеством различного зарубежного оборудования. Оно требует в процессе эксплуатации подшипников узлов определенного типа, которые наше производство не выпускает.
Способ с применением инструментов
Придумав подшипник, инженеры сразу озаботились изготовлением специального инструмента для его снятия. Это нужно для быстрой работы специалистов и исключения финансовых вложений. Прикипевшие и ржавые вытеснением вытащить будет невозможно. Для их извлечения придумали инструменты — съемники, выколотки.
Иностранцы используют специальный съемник — его лапки вставляются в беговую дорожку внутрь кольца, после чего разжимаются, фиксируя деталь. Теперь остается только выдернуть подшипник, приложив немного усилий.
Стандартный съемник представляет собой резьбовой вал, накрученный на специальные держатели. Подведя съемник к подшипнику, зажимаем и аккуратными вращательными движениями стягиваем с оси
При съеме важно не допустить перекоса.
Если случай совсем безнадежен, придется использовать сварку или болгарку, если размер подшипника позволит это сделать. Разрезанные части с легкостью достаются из гнезда или снимаются с оси.
Не стоит отчаиваться даже в самом сложном случае. Каждый ремонт — частный случай и готового решения не предполагает. Демонтаж детали часто проще монтажа. Если не удается применить познания в физике или отсутствуют специальные инструменты, подшипник всегда можно разрушить и вытащить по частям.
https://youtube.com/watch?v=HXXbQDEtlVQ
Подшипник скольжения своими руками?
Подшипник скольжения своими руками?
Гармонист » 26 авг 2011, 10:30
Например из графитированного(графитизированного) капролона — обладающим отличной прочностью, скольжением и износостойкостью.
вот тут https://ntpo.com/patents_bearing/bearing/bearing_158.shtml мне попался патент изготовления подшипника скольжения из дерева !
К стати там способ интересный — изготавливать кольцо не сразу, а из секторов, а потом сектора стянуть в кольцо. Как раз получится автоматическая компенсация люфта подшипника.
На счет дерева — это не шутка — в царской России изготавливали подшипники из дерева железной березы. Это та от которой пули отскакивают, топор тупится, которая тонет в воде и занесена в красную книгу.
Ну да ладно там из дерева. увидел как делают подшипники профессионалы:
и подумал, а можно ли так же дома сделать? Зажать заготовку в дрель, дрель в тиски и . фрезой, ножом, напильником. сделать внутри ровное отверстие?
Кидайте сюда ваши идеи, методы изготовления, ваши мнения почему можно и почему нельзя сделать достаточно высокоточный подшипник скольжения в домашних условиях.
Re: Подшипник скольжения своими руками?
Nick » 26 авг 2011, 11:05
Читать также: Плотность электролита от температуры
Сделать можно, почем нет. Возможно будет трудно, возможно трение в нем будет больше, чем в промышленном, но должно получиться. Вообще, если есть ровный вал, то для него нужно изготовить разрезную втулку, и в нее вставить скользящую прокладку и зажать винтом на вале.
Чем точнее получится сделать отверстие и чем ровнее будет прокладка, тем лучше получится подшипник. В идеале диаметр отверстия должен совпадать с диаметром вала + 2*толщина прокладки. Но если он не будет совпадать, то лучше, чтобы он был чуть чуть меньше, чем чуть-чуть больше. В самом простом случае, это отверстие можно просто просверлить большим сверлом. Люфты сможешь выбрать за счет затяжки винта, при этом появится компромисс, между легкостью хода и отсутствием люфтов. чем точнее отверстие, тем меньше нужно затягивать винт.
Зачастую бывает достаточно сложно найти подходящие материалы, по стали хорошо скользит бронза и графитированный капролон. Если сможешь найти брусок чего-то из них, то подшипник можно сделать без прокладки. Или нужно искать хорошую «прокладку» из тех же материалов.
Самодельные багги, квадроциклы, вездеходы
Монтаж подшипников качения
Установка опорных узлов такого типа требует соблюдения определенных правил и стандартов. Так, не допускается передача усилий через тела, обеспечивающие покачивание, чтобы не повредить детали. Поэтому в процессе используется специальное оборудование. Многообразие видов сборочных узлов качения и вовсе диктует определенные особенности. Они должны быть учтены, в противном случае процедура сильно усложнится. Вот что необходимо принять к сведению в первую очередь:
- • Радиальные роликоподшипники требуют специальной дополнительной опоры для надежной фиксации вала в направлении оси.
- • Должная установка игольчатого подшипника производится сначала на шейку, если отсутствуют кольца.
- • Упорные одинарные сборочные узлы монтируются меньшим диаметром на вал, а большим – в корпус.
- • Если в радиально-упорном виде деталей есть съемное кольцо, необходима раздельная сборка. При этом располагаться такие типы устройств должны парами навстречу друг другу.
- • Прессовая посадка проводится только в отношении одного из колец, принимающих нагрузку – внутреннего. В противном случае велика вероятность повреждения устройства.
Существуют и другие нюансы, которые трудно учесть людям, далеким от технической стороны проблемы. Если возникают вопросы, как посадить, надеть и закрепить подшипник на вал или в трубу, независимо от его вида, формы, размера, лучше обратиться за консультативной помощью к специалистам. Это позволит избежать ошибок и поломок, повысит эффективность работы. Учитывая, что узловые опоры, работающие по принципу покачивания, монтируются в сложное дорогостоящее оборудование, делать это самостоятельно не всегда экономически целесообразно.

Посадки подшипников на вал и в корпус
Внутренние кольца подшипников часто закрепляют на валах посредством только соответствующей посадки (рис. 2, а).
Рис. 2. Основные схемы крепления подшипников на валу: а – неподвижное соединение по прессовой посадке; б – торцовой шайбой с винтом и стопорной планкой; в – круглой шлицевой гайкой и стопорной шайбой; г – стопорным кольцом; д – конусной разрезной втулкой и натяжной круглой гайкой и стопорной шайбой
Выбор характера посадки подшипника на вал и в корпус зависит от ряда факторов: типа и размера подшипника, условий его эксплуатации, величины, направления и характера нагрузок, класса точности подшипника, нагружения неподвижного кольца.
Различают следующие виды нагружения неподвижных колец: местное циркуляционное и колебательное.
Местная нагрузка воспринимается ограниченным участком дорожки качения и передается на ограниченный участок корпуса.
Циркуляционная нагрузка воспринимается всей окружностью дорожки качения и передается на всю опорную поверхность корпуса. Это наблюдается в том случае, когда вектор нагрузки вращается.
Колебательная нагрузка распространяется на определенный участок невращающегося кольца, например, при качательном движении.
Для вращающегося кольца, передающего внешнее усилие, следует назначать неподвижные посадки, например, в редукторах внутреннее кольцо подшипника должно насаживаться на вал с натягом. Наружное кольцо подшипника, сопряженное с неподвижной частью машины, должно иметь посадку, обеспечивающую весьма малый натяг или даже небольшой зазор, дающий возможность кольцу при работе несколько проворачиваться относительно своего посадочного места, что обеспечивает более равномерный износ беговых дорожек.
Посадка внутреннего кольца подшипника на вал или ось осуществляется по системе отверстия, а наружного кольца в корпус – по системе вала.
В связи с этим соединение внутренних колец подшипников с валами при переходных посадках будет фактически неподвижным с гарантированным натягом. При осуществлении неподвижной посадки следует очень тщательно следить за тем, чтобы соединение имело определенный натяг: ослабление посадки ведет к проскальзыванию вала по внутреннему кольцу, температура подшипника резко повышается, и он выходит из строя. При увеличенном натяге внутреннее кольцо подшипника расширяется, радиальный зазор между внутренним и наружным кольцом уменьшается. Это может привести к заклиниванию тел качения: подшипники нагреваются и быстро разрушаются.
Особенно тщательно следует осуществлять посадки радиальных шарикоподшипников. Шейки валов и расточенные отверстия корпусов с грубо обработанными посадочными поверхностями не должны допускаться к монтажу.
Шероховатость обработки и геометрические формы посадочных мест в значительной степени влияют на долговечность подшипников.
Овальность, конусность и биение заплечиков должны быть в пределах допусков, установленных для поверхностей, сопрягаемых с подшипниками.
Следует помнить, что от точности заплечиков валов и корпусов, а также размеров галтелей вала зависит нормальная работа подшипников качения и всего узла. При сборке необходимо следить за тем, чтобы заплечики валов и корпусов были строго перпендикулярны к оси вала, и кольца подшипников плотно прилегали к заплечикам по всей поверхности.
Размеры заплечиков вала и корпуса должны быть такими, чтобы при действии значительной осевой нагрузки торцы заплечиков не сминались. Однако очень большие заплечики затрудняют демонтаж подшипников, так как в этом случае захватить кольцо подшипника, из-за выступающего заплечика, не представляется возможным. Нормальная высота заплечиков ориентировочно должна быть равна 1/2 толщины внутреннего кольца. Если нельзя предусмотреть заплечики нормальной высоты, то применяют специальные упорные кольца.
Радиус галтели вала должен быть всегда несколько меньше, чем радиус фаски внутреннего кольца подшипника. То же относится к наружному кольцу.
При проектировании валов часто вместо галтелей делают проточки. Однако они ослабляют вал, вызывая концентрацию напряжений, и поэтому ими можно заменять галтели только в том случае, если вал имеет значительный запас прочности.
В тяжело нагруженных валах максимальные напряжения сосредоточиваются на посадочных местах вала у заплечиков. В таких случаях делать выточки и даже галтели нежелательно. Рекомендуется применять плавный конусный переход и ставить специальную упорную шайбу.
Техника линейных перемещений. Механические компоненты.
Подробные описания, каталоги и инженерная информация находятся внутри индивидуальных подразделов. При необходимости наши специалисты помогут Вам осуществить подбор наиболее подходящих для Вашей задачи изделий.
Направляющие механизмы:
- Высокая грузоподъемность
- Высокая точность
- Самоцентровка
- Компактность
- В наличии
Приводные механизмы и устройства:
- Высокий КПД
- Высокая точность
- Высокая грузоподъемность
- В наличии
Электромеханические линейные приводы
- Действия
- Поиск запчастей по другим производителям
- Перейти в библиотеку каталогов
- Продукция EcoPRO — недорогие решения для профессионалов
- Продукция с сортировкой по категориям
- Направляющие
- Шариковые профильные рельсовые направляющие
- Роликовые профильные рельсовые направляющие
- Шариковые втулки
- Блоки линейного перемещения
- Прецизионные круглые валы и опоры
- Шлицевые валы
- Прецизионные рельсовые направляющие и столы на их основе
- Системы защиты направляющих
- Смазка для линейных направляющих и ШВП
- Техника привода
- Шарико-винтовые передачи, ролико-винтовые передачи, опоры
- Зубчатые рейки и шестерни
- Актуаторы и системы позиционирования
- Координатные столы
- Линейные модули
- Электромеханические штоковые линейные приводы
- Другие группы продуктов
- Электроприводы и электроника
- Индустриальная пневматика
- Готовые системы
- Другая продукция
ООО «Акетон»
Официальный дистрибьютор компании NB на территории России и стран бывшего СНГ. Прямые поставки из Японии, Европы, Америки товаров промышленного назначения и комплектующих.
Copyright 2006-2020 ООО «Акетон», Все права защищены.
105523, Россия, г. Москва, Щелковское ш., д. 100, корп. 6, офис 202 (схема)