Виды сварки для сплавов
Для алюминиевых сплавов используют разнообразные виды сварки, включая:
- ручную электродуговую (MMA);
- аргоновую с неплавким электродом (TIG);
- плазменную;
- полуавтоматом в защитной среде.
Последний вид технологии подразделяется на несколько подвидов:
- обычная с подачей проволоки и защитного газа;
- импульсная;
- с управляемым массопереносом с использованием инвертора;
- на аппаратах ВД-306ДК.
Чем еще сваривают алюминий? Такие виды сварки, как газосварка, точечная, или под флюсовым слоем, применяются реже. Редко применяются и угольные электроды вместо вольфрамовых.
При подборе способа создания сварного соединения учитывают состав сплавов, толщину заготовки, пространственную форму изделий, их назначение и ряд других факторов.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Припой для пайки алюминия, 20шт
В сегодняшнем видео я покажу вам малоизвестный способ пайки алюминия.
Недавно на моей машине потек масляный радиатор охлаждения коробки передач. На трубке радиатора образовался тонкий свищ, который практически не заметен, но на заведенной машине из него капает масло. В остальном радиатор цел. Замена его на новый оригинал стоит 16 тысяч рублей, а дубликаты радиатора продают за 7. Аргоновая сварка с заменой трубок в московском регионе тоже не дешева, и никто за тысячу — это делать не будет.
Поэтому для ремонта остается два бюджетных варианта: это пайка, либо лепнина из холодной сварки.
При взаимодействии алюминия с воздухом он сразу окисляется и на его поверхности образуется тверда оксидная пленка, поэтому паять алюминий сложно от слова – ОЧЕНЬ. Если его паять обычным паяльником, даже используя специальные флюсы, то регулярно получается вот такая лажа. Но оказывается, для пайки алюминия продается специализированный припой, он называется HTS-2000 и CASTOLIN 192. Припой представляет из себя цинковую трубку, наполненную твердым порошком флюса в центре. Флюс как раз и нужен для того чтобы растворить твердую оксидную пленку на поверхности алюминия. Сама же пайка происходит при температуре 480 градусов и для этого нужно использовать газовую горелку. Найти такой припой тоже не легко, продается в специализированных магазинах, которые занимаются медными трубками и ремонтом радиаторов. Сидел на телефоне и гуглил несколько часов прежде чем нашел где можно его купить. Еще продают на Авито, но ценник начинается от 200 рублей за пруток. Я же нашел припой на строительном рынке, созвонился, съездил и купил 4 пол метровых прутка по 90 рублей за штуку, итого вышло на 360 рублей.
Прорезал в трубке несколько пазов, взял маленькую горелку и начал учится паять. Сначала получалась лажа, пламя у этой горелки узкое и не прогревает трубку, припой собирается в шарики. В итоге мне удалось научится и запаять несколько пазов.
Делать это при помощи мелких горелок сложно, поэтому лучше использовать горелку насадку на баллон. Пламя у нее широкое и позволяет прогревать сразу область металла.
Сначала немного прогреваем трубку не поднося припой. А потом подносим его, он плавится, и он быстро растекается, заполняя паз.
Таким способом можно не только запаивать отверстия в алюминии, но и спаивать вместе листовой алюминий. Пайка получается очень прочная и не ломается даже если прикладывать большие усилия. Сломать этот шов мне так и не удалось.
Давайте еще раз запаяем трубку. Снова сначала разогреваем ее горелкой и далее достаточно прикоснутся припоем, и он сразу заполняет весь паз.
И давайте спаяем вместе две трубки, смотрите как быстро это происходит. Разогрели горелкой, ткнули припоем, и трубки сразу спаялись. Припой полностью заполнил шов по кругу, но при этом он не попал внутрь и не забил трубку. Эта пайка также получилась очень прочная, сломать мне ее тоже не удалось. Гнется сам алюминий, но шов остается целым. Этот припой обладает высокой текучестью и заполняет все пазы обеспечивая полную герметичность шва.
Радиатор мне также без проблем удалось запаять. Но как видите трубка имеет большую коррозию и не равномерна по диаметру, поэтому скорее всего она протечет в другом месте и в данном случае мой ремонт является временным. И тут лучше будет заменить трубки целиком.
Сам же метод пайки алюминия оказался рабочим, он бюджетен и позволяет паять трубки и полоски алюминия, обеспечивает высокую адгезию, герметичность и прочность шва. Этот способ часто используют в автомастерских для ремонта алюминиевых деталей, но при этом они не уточняют как ремонтировали и берут с клиентов полную стоимость работы аргоновой сварки.
Ставьте лайк если не знали о таком способе пайки алюминия. А адреса магазинов где мне удалось найти и купить этот припой будут в описании видео. И как я уже сказал еще его могут продавать на строительных рынках, в магазинах, которые продают медные трубки и радиаторы.
А сегодня на этом все, всем спасибо за просмотр, и пока-пока!
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
https://youtube.com/watch?v=Ue_FjZRPmpU
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Источник
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Преимущества
Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
Дополнительная информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.
- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.
https://youtube.com/watch?v=F-bxhDriITw
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Полезные советы
В домашних условиях нельзя проводить работу по омеднению алюминия. Контакт с кислотами и сопутствующая химическая реакция требует специально оборудованной мастерской с вентиляционным оборудованием или свободным притоком свежего воздуха
Важно понимать, что разные по своим свойствам материалы при правильной подготовке можно паять и без создания контактных площадок. Метод гальванизации скорее актуален для промышленного производства
При работе с трубами, которые затем будут эксплуатироваться под давлением, важно тщательно рассчитывать требуемую прочность соединения. Именно исходя из этого подбираются припои и флюсы
При использовании горелки вместо паяльника нужно исключить возможное воспламенение посторонних предметов. Все работы выполняются в мастерской.
В следующем видео рассказывается о том, как спаять медь с алюминием.
https://youtube.com/watch?v=kGE7z9IjK7A
Источник
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
https://youtube.com/watch?v=hE6S-y5S3zw
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Оборудование и материалы
Для выполнения работ по спаиванию алюминия необходимо определённое оборудование и расходные материалы. От качества материалов, применяемых при пайке, зависит прочность соединения. Приспособления и материалы, которые понадобятся при работе, перечислены ниже.
https://youtube.com/watch?v=nu8TgMU5I2k
Газовая горелка
Одним из главных приспособлений при проведении процесса является газовая горелка. Может применяться как мощное устройство, так и небольшое устройство. Приспособление осуществляет подачу газа под высоким давлением. Содержимое баллона на выходе из устройства смешивается с воздухом и воспламеняется. С помощью регулировки давления на выходе из приспособления можно задавать необходимую температуру пламени.
Приспособление осуществляет нагрев поверхностей металла. Оказывая температурное воздействие, пламя расплавляет присадочную проволоку и позволяет припою растечься в месте соединения деталей.
Портативная многофункциональная газовая горелка
Газовый баллон
Газовый баллон является герметичной ёмкостью для хранения газообразных веществ. Для проведения процесса можно использовать баллоны различного объёма. Во избежание взрыва, ёмкость следует устанавливать на безопасном расстоянии от места проведения работ.
Шланг и зажимы
Для подачи вещества из баллона к устройству используется гибкий резиновый шланг. Он должен отвечать требованиям безопасности. Запрещается использовать шланги с нарушенной герметичностью, так как это может привести к утечке вещества. Шланг крепится к горелке и баллону специализированными хомутами.
Редуктор
Для обеспечения безопасности во время проведения процесса необходимо подключать оборудование к баллону через редуктор. Он предотвращает возникновение обратного удара пламени. Редуктор устанавливается на выходе из баллона, и является обязательным приспособлением при подключении.
Пропановый редуктор для газовой горелки
Флюс
Для получения качественного соединения следует использовать специализированный флюс. Его состав может отличаться, в зависимости от разновидности выполняемых работ. Это вещество способствует быстрому расплавлению присадочной проволоки и очищению поверхности от оксидной плёнки.
Флюс для пайки
Присадочная проволока (припой)
Применяемый припой может быть различным, в зависимости от вида работ. Состав и диаметр присадочной проволоки определяется исходя из физических характеристик металла заготовок
При выборе припоя следует обратить внимание на температуру его плавления. Она должна быть ниже, чем у металлической детали
Средства защиты
Во избежание получения травм, нужно использовать средства индивидуальной защиты. К ним относятся перчатки и защитные очки. Перчатки защищают руки оператора от ожогов. Защитные очки применяются для защиты глаз работника от попадания мелких абразивных частиц.
Пайка алюминия в домашних условиях: принцип работы — Сварка
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов.
Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С).
Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Пайка алюминия в домашних условиях – простое и безопасное занятие
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
https://youtube.com/watch?v=tOPfQWfB7O4
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.

Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.

С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
 Припой для алюминия
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
https://youtube.com/watch?v=FqsxsTcksJY
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
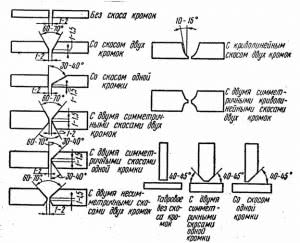 Виды подготовки кромок под пайку
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.